
高压水射流技术清洗刀具的研究
2014-09-14 06:47黄园园
有色金属材料与工程 2014年1期
黄园园, , , , , ,
(台州学院 物理与电子工程学院, 浙江 台州 318000)
高压水射流技术清洗刀具的研究
黄园园,付亚波,孟志来,史宇峰,蔚桑桑,杨飞君,诸艳云
(台州学院 物理与电子工程学院, 浙江 台州318000)

高压水射流; 清洗; 刀具; 氧化物
0 前 言
刀具是机械制造中用于切削加工的工具.古人云:“工欲善其事,必先利其器”,刀具在机械制造业的切削加工中占有重要地位[1].刀具从选材到包装,需要经过30多道工序才能完成.制造刀具的一般工艺流程[2]为:选材→加热→ 锻打→化学热处理→锻打→淬火→打磨.在热处理过程中,刀具难免会产生许多质量缺陷,有时甚至会因为某种严重缺陷而报废.刀具热处理产生的缺陷有:硬度低、脱碳、变形、开裂、过热、过烧、腐蚀、萘状断口、表面皱纹和表面蒸镀等[3].由于加热时的氧化性气氛(如空气、气氛中的O2、CO2、H2O等)氧化刀具,在刀具表面形成FeO、Fe2O3和Fe3O4等氧化物.图1为热处理后表面氧化的刀具.由于没有进行有效的表面清洗,刀具表面已被严重氧化,生成铁锈,严重影响了刀具的使用性能.

图1 未清洗的刀具表面图片Fig.1 Surface image of cutting tool without cleaning
化学清洗存在成本较高,容易腐蚀金属和排除的废液会造成环境污染等缺点.超声波清洗技术一次性投资大,且清洗时零件摆放位置要求高[4].激光清洗不适用于大尺寸零件,且成本较高,技术尚不完善.
高压水射流是以水为介质,通过高压发生设备增压获得巨大能量,经一定形状的喷嘴喷出的一股能量集中的高速水流.应用范围由采矿、破岩、钻孔、清洗、除垢发展到金属和超硬材料切割、表面处理、研磨等方面.高压水射流清洗技术相对上述几种清洗技术具有不会损伤基体、不会造成二次污染、成本低、工作效率高、用途广泛,易于实现自动化和机械化等优点[5-6].
本文将研究高压水压力、流速及喷嘴尺寸对刀具的清洗效果,为高压水射流技术在刀具清洗方面的应用提供一定的理论依据.
1 试验参数
试验使用型号为DBG-1850Fg3的清洗机清洗,其参数见表1.试验刀具为热处理后的9SiCr4合金,各元素的质量分数:C为0.85%~0.95%,Si为1.20%~1.60%,Mn为0.30%~0.60%,Cr为4.155%~4.171%,W为1.54%~1.58%,S<0.009%,P<0.034%.

表1 DBG-1850Fg3型清洗机参数Tab.1 Parameter table of DBG-1850Fg3 washing machine
2 结果与讨论
2.1 XRD检测结果

2.2 SEM试验结果分析
图3为S4800 SEM观察到的氧化后的刀具表面形貌.观察发现刀具表面有大量片状物质.通过能谱仪对刀具基体进行成分分析,发现刀具中主要含有C、Fe、O、Cr、W和V等元素.Fe是刀具基体材料的主要元素,因此,Fe元素的含量最高.

图2 XRD图谱Fig.2 XRD patterns
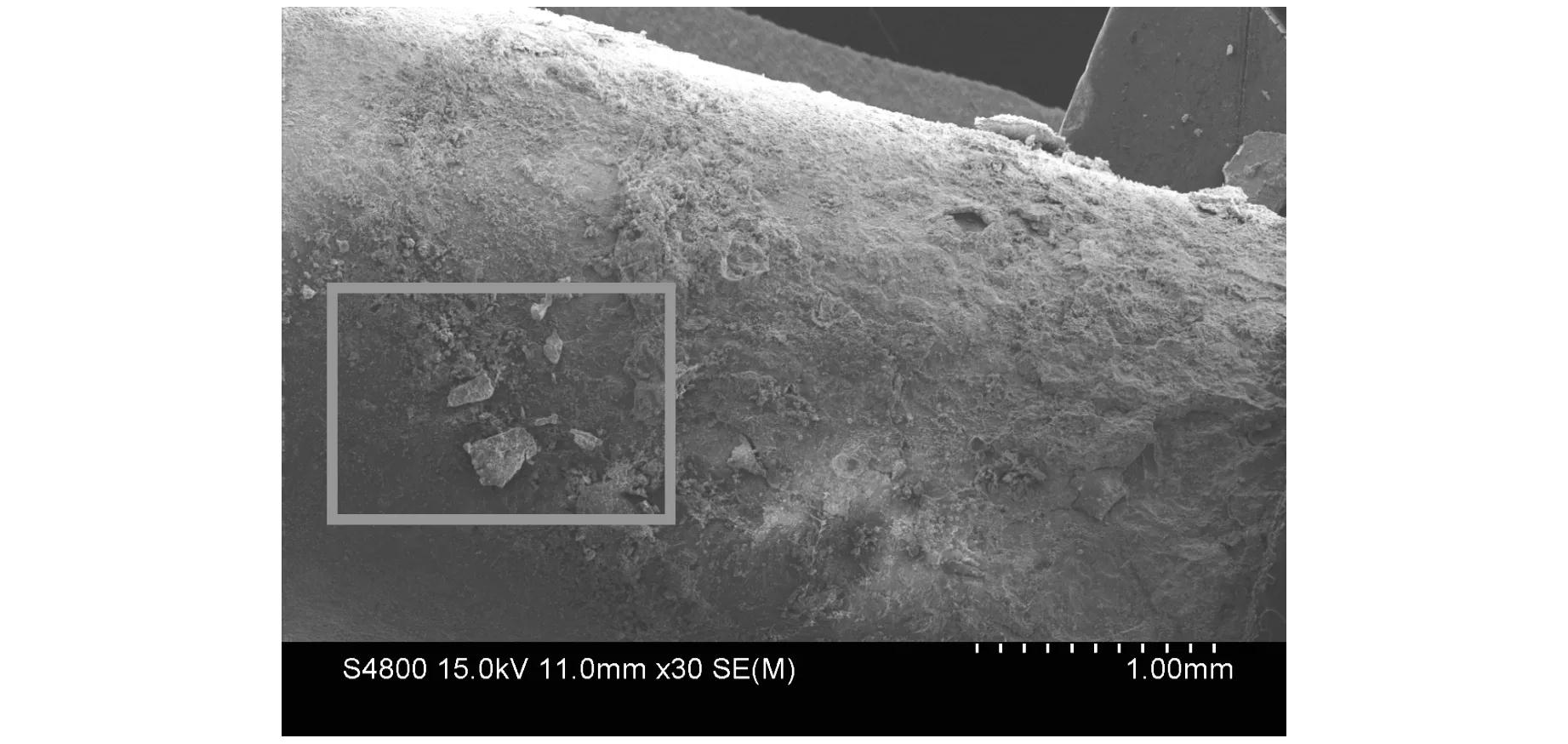
图3 氧化后刀具表面的SEM图像Fig.3 SEM image on the surface of cutting tool after oxidation
图4是图3中选定区域的片状物放大后的图像.图4中区域1处Fe和O的含量较高,由此可推断该区域主要为Fe的氧化物.区域2和区域3处Na和O的含量较高,可以推测这些区域含有较多的钠类氧化物,其中区域3的O含量略高于区域2.
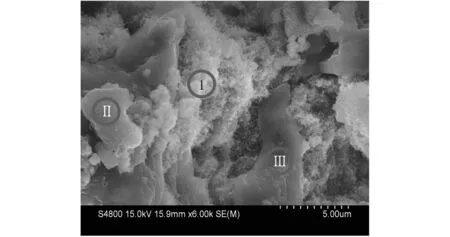
图4 放大6 000倍后的SEM图像Fig.4 SEM image after magnified 6 000
图5为刀具表面聚集许多呈棒状的颗粒物质图像,通过能谱分析,得到各元素的含量见表2.

图5 刀具表面形貌及能谱测量点Fig.5 Micrograph and energy spectrum measurement point of toool surface

表2 各元素的质量和原子分数Tab.2 Mass and atomic percentage of each element
由表2可知,O元素所占的比例最高,说明刀具表面含有较多的氧化物,还含有一定量的Na、Ca和C元素.比较基体材料和表2成分可以推断出:表面存在盐类物质是导致刀具表面氧化的原因.基体不含Na,说明有外来物附着在了刀具表面上.结合刀具的生产过程,可以推断盐类物质来自于刀具的盐浴热处理工艺.根据XRD试验结果中的物相分析,发现刀具表面的氧化物主要为NaNO3、Na3H(CO3)2·2H2O、Fe2O3和Fe3O4等物质,SEM观察到了这些物质的形貌.这些附着物不仅会降低刀具表面的性能;而且这些表面附着物和基体表面结合得比较牢固,一般清洗技术(如超声波)较难清洗干净.为此,研究一种合理的清洗技术显得尤为重要.
通过上述分析可知,表面覆盖物的来源主要有以下几个方面:盐浴炉采用NaCl作为熔剂,在热处理过程中同CO2、H2、O2和N2形成了NaNO3、Na3H(CO3)·2H2O.基体Fe能与H2O、O2形成Fe2O3和Fe3O4.
3 刀具表面清洗参数研究
本文对高压水射流的清洗参数进行了研究.由式(1)和式(2)可知,压力与射流速度成正比,与喷嘴直径成反比.
射流速度:

(1)
喷嘴直径:

(2)
式中:V为射流速度,m/s;C为流速系数;P为射流压力,MPa;Q为液体流量,cm3/s;ρ为液体密度,g/cm3.
根据企业实际应用的参数,在较小范围内利用正交试验法研究了以下三种方案.表3为第一种清洗方案,在时间和喷头直径均保持一定的条件下,试验了55 MPa、60 MPa和66 MPa三种压强,比较了不同压强下的清洗效果.表4为第二种清洗方案,在压强和喷头直径保持一定的条件下,试验了30 s、60 s和120 s三种时间.表5为第三种清洗方案,在最佳的压强和喷射时间下,试验了三种不同喷头尺寸的清洗效果,喷头直径分别为1.2 mm、1.4 mm和2.0 mm.通过比较发现,高压水压强为60 MPa、喷头直径为1.4 mm和清洗时间为60 s时,刀具表面的氧化物被清除干净,与没有清洗的部分有明显的区别,如图6所示.该参数可有效地清洗刀具表面,清洗效果明显、成本较低、无污染.

表3 第一种清洗参数Tab.3 First cleaning patterns

表4 第二种清洗参数Tab.4 Second cleaning patterns

表5 第三种清洗参数Tab.5 Third cleaning patterns
用SEM进一步观察清洗后的样品表面形貌,如图7所示.EDS检测发现,清洗前的覆盖物NaNO3、Na3H(CO3)2·2H2O、Fe2O3和Fe3O4已经被清洗掉,只留下了Fe和C等基体材料,说明清洗工艺选择较为合理.

图6 清洗后的效果Fig.6 Effect image after cleaning

图7 刀具清洗后的SEM图像Fig.7 SEM micrograph of tool after cleaning
4 结 论
(1) 通过显微观察及分析,确定刀具表面覆盖物为NaNO3、Na3H(CO3)2·2H2O、Fe2O3和Fe3O4,形貌呈棒状和颗粒状等.
(2) 高压水压强为60 MPa、喷头直径为1.4 mm以及清洗时间为60 s的参数条件下,可以清除覆盖物.高压水射流清洗技术具有高效、环保特点,是刀具表面清洗的发展方向.
[1]郑文虎.刀具材料和刀具的选用[M].北京:国防工业出版社,2012:1-10.
[2]陈云,杜齐明,董万福,等.代金属切削刀具实用技术[M].北京:化学工业出版社,2008:48-49.
[3]王志杰.高速钢刀具热处理缺陷的原因及预防措施[J].金属加工(热处理),2010(1):29-30.
[4]张继峰.超声波清洗在生产线中的应用[J].金属制品,2005,31(1):23-24.
[5]卢晓江,何迎春,赖维.高压水射流清洗技术及应用[M].北京:化学工业出版社,2006:18-19.
[6]刘金林,付亚波,崔静,等.HPb58-3易切削铅黄铜阀门材料表面变色原因研究[J].上海有色金属,2013,34(1):24-27.
ResearchonCleaningCuttingToolswithHighPressureWaterJet
HUANGYuan-yuan,FUYa-bo,MENGZhi-lai,SHIYu-feng,WEISang-sang,YANGFei-jun,CHUYan-yun
(SchoolofPhysicsandElecticalEngineering,TaizhouUniversity,Taizhou318000,China)
Cutting tool is widely used for processing cutting in mechanical manufacturing, however,a layer of chemical covering formed on the surface after heat treatment will affect its properties.The cleaning effect by using high-pressure water jet technology to remove the chemical covering on the cutting tool’s surface is studied and presented in this paper.The chemical covering on the cutting tool’s surface was checked and analyzed by SEM and XRD instruments.Analysis show that the covering contains NaNO3,Na3H(CO3)2· 2H2O,Fe2O3and Fe3O4,and the shapes are rod-like and/or grain-like.In order to remove the covering,some cleaning tests were carried out by using cleaning machine—DBG-1850Fg3.The result scanned by SEM shows that the chemical covering was removed when water pressure at 60 MPa,the sprayer head,1.4 mm in diameter and cleaning time 60 s.High pressure water jet cleaning technology has the advantages of high efficiency and environmental protection.It presents the development of the surface cleaning of cutting tools.
high pressure water jet; clearing; cutting tools; surface oxidation
1005-2046(2014)01-0020-04
2013-11-01
浙江省大学生科技创新活动计划科技成果推广项目(2013R428032);台州市科技计划项目(131KY02)
黄园园(1989-),女,材料科学专业,学士.
付亚波,男,博士,主要从事铜及铜合金及表面清洗等研究.E-mail:Lgdfyb@163.com.
TP69
A
猜你喜欢
科技视界(2022年21期)2022-11-08
表面技术(2022年1期)2022-02-12
纺织器材(2021年2期)2021-12-04
陶瓷学报(2021年4期)2021-10-14
陶瓷学报(2021年1期)2021-04-13
兵工学报(2020年11期)2021-01-08
农村经济与科技(2020年13期)2020-11-06
兵工学报(2019年4期)2019-05-08
山东工业技术(2016年15期)2016-12-01
中学化学(2015年9期)2016-04-14
