丝杠螺旋线误差动态测量方法的研究
2014-09-06 10:56,,
机械与电子 2014年11期
,,
(1.陕西国防工业职业技术学院,陕西 西安 710300;2.中国兵器工业集团第205研究所,陕西 西安 710065)
丝杠螺旋线误差动态测量方法的研究
王青1,朱凌健1,张福财2
(1.陕西国防工业职业技术学院,陕西 西安 710300;2.中国兵器工业集团第205研究所,陕西 西安 710065)
丝杠是工业生产中重要的传动部件,其自身精度往往对整个系统的精度起着决定作用。因此,丝杠螺旋线误差的测量有着重要实际价值。针对目前丝杠螺旋线误差检测系统的不足,对以往的测量方法进行了改近,设计了以双频激光干涉仪作为长度测量的标准,以圆光栅作为转动角度的测量的标准,数据处理上利用可编程逻辑器件(CPLD)为核心电路的计算机测量方案。在此基础上,进行了样机实验研究和试运行,运行结果证明,测量系统能够实现2级以上丝杠螺旋线误差的动态测量,具有测量效率较高,能够对环境造成的偏差进行补偿的特点。
丝杠;精度;双频激光干涉仪;动态测量
0 引言
丝杠在机械传动中应用很广,是重要的机械部件,特别是高精密的丝杠,不仅是精密的传动元件而且常用作精密的测量元件,许多精密机床,如螺纹磨床、坐标镗床等,其传动精度、定位精度、加工精度和一些仪器的测量精度都与精密丝杠的精度有着直接关系。因此,高精度丝杠动态测量装置显得尤其重要。目前,常用的丝杠螺旋线误差测量方法均属于手动的静态测量方法,存在测量效率较低、自动化水平较低、肉眼视差不确定等问题。针对上述问题,结合相关的国家标准,给出了一种以双频激光干涉仪[1]作为长度测量基准、以圆光栅作为转动角度基准的测量装置方案,通过相关的实验对该装置进行实际验证,证明该装置能够较大地提高测量精度和效率。
1 丝杠测量原理
1.1 丝杠螺旋线理论
丝杠的螺旋线可以用下列关系式表示为[2-4]:

(1)
θ为丝杠和螺母之间的相对转角;S为与θ对应的轴向位移;P为丝杠的螺距;Z为螺旋线头数。
对于理想的丝杠来说,转角和位移始终保持着式(1)的关系。为了叙述方便,这里只讨论单头丝杠即Z=1时的情形。如果用一个角坐标反映丝杠的转角θ,即可得出对应的理论轴向位移为:
(2)
根据误差的定义:
(3)
S′为对应的实际轴向位移,式(3)中,P为已知值,只要知道了θ及其对应的S′就可得出相应的误差ΔE。
1.2 螺旋线测量原理
从式(3)可得出,测量丝杠螺旋线轴向误差实际上就是测θ及S′这2个坐标值。因此,系统方案将围绕这2个关键参数进行设计,其工作原理如图1所示。

图1 装置工作原理
对于圆光栅,一个周期莫尔条纹信号对应的转角为:

(4)
Nm为圆光栅刻线数。
经过分频器后一个脉冲对应的转角为:
(5)
NF为分频系数。
丝杠与螺母的相对转角为:
(6)
Nθ为分频后脉冲个数。
轴向位移S′采用双频激光干涉仪测量,假设激光波长为λ,光程差每变化一个λ则光电接收器输出信号变化一个周期。由激光测量原理图可知,光程差变化一个λ对应于丝杠轴向位移变化λ/2,如果光电接收元件的一个原始周期信号经电路处理后对应一个计数脉冲,假设在丝杠转过角度θ时,双频激光干涉仪计数器计数值变化量为NS,则与θ对应的实际轴向位移为:

(7)
把式(6)及式(7)代入式(3),可得到在该测量长度内,丝杠螺旋线轴向误差为:
(8)
利用分频器产生的脉冲作为锁存信号及中断信号,在中断服务程序中,保存当前锁存器的值,供后续软件处理,可画出丝杠螺旋线的动态误差曲线,得出相应项目的误差值。
2 系统设计
2.1 电路设计
测量时双频激光干涉仪的两路信号需要进行同步、对消和对减等处理,需要的逻辑处理比较复杂,故选用Altera公司的芯片EP4CE15F17C8N作为逻辑处理器,编程实现两路信号的逻辑关系,简化电路板设计。此外,需要实时采集数据,并且需要和计算机通讯的数据量比较大,所以把处理电路集成在PCI板卡上,板卡选用Xilinx公司的PCI协议转换芯片PCI9052实现PCI协议,缩短开发周期。最终完成的电路系统框图如图2所示[5-6]。

图2 电路系统原理
激光干涉仪接收到的干涉信号通过光栅照射到光电池表面时光电池产生电流,经过I/V转换后输出一个随光强而变化的电压信号,电压信号再经过后面的跟随和放大以后作为比较器的输入信号,经比较器整形后得到一个方波信号,激光干涉仪光电转换电路如图3所示。该信号与另外一路标准信号都作为CPLD的计数信号,根据这两路信号可以计算出丝杠轴向行进的距离。
光栅信号的采集信号如图4所示,主光栅旋转时光电信号透过主光栅上的小孔透射到光电三极管上并转换成电信号,经过后面的整形后送入8254进行计数,这个计数值即与光栅的转动角度存在定量的对应关系。
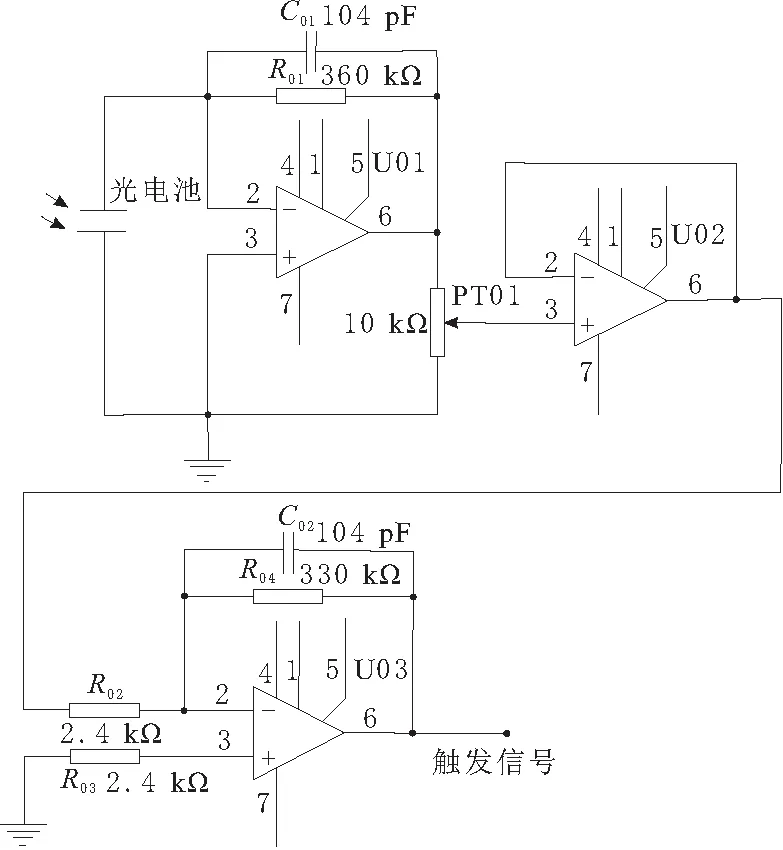
图3 激光干涉仪光电转换电路
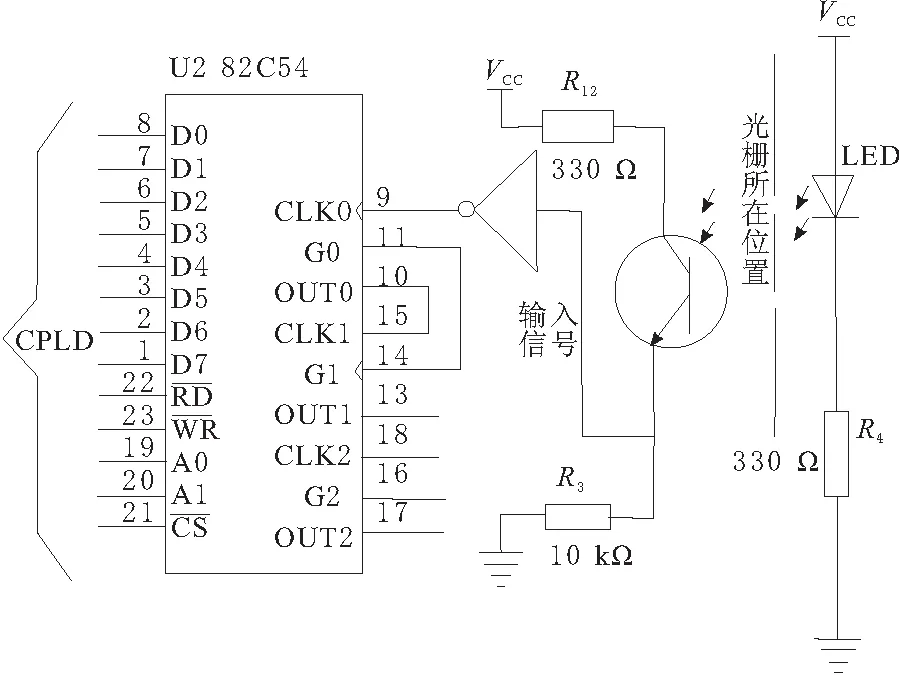
图4 光栅信号采集电路
CPLD把上述的两类信号进行处理后并经过PCI9052向PC机申请中断,由PC上的上位机服务程序读取并完成数据的显示与存储功能。
2.2 软件系统设计
应用程序通过板卡驱动程序,把数据读入到内存中,数据采集完成后,处理数据,画出误差曲线图,给出相应项目的误差值,打印检测报告[7-9]。
3 测量结果
图5为应用该系统检测丝杠的实时部分测量误差曲线拟合图。从图中可以看出,误差曲线的波动性还是比较大的,这主要是由于测量现场的环境温度(t)、湿度(f)和气压(p)的不断变化而引起的误差变化,同时被测物也会发生热胀冷缩效应,这些都会导致测量数据存在一定的偏差。因此,必须对测得的数据进行修正[10-11]。
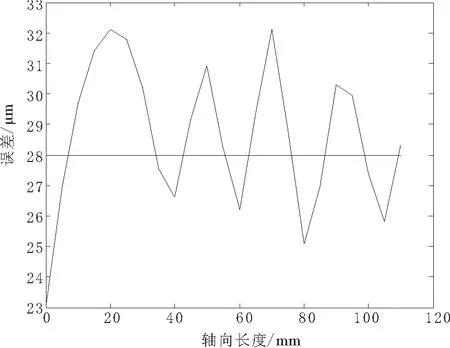
图5 部分测量误差曲线拟合
4 误差补偿
误差补偿主要分为两个方面,一是由于测试环境温度、湿度和气压等因素变化,可用下面的经验公示表示为:
Δlptf=[-0.3(p-p0)+930(t-20)+
0.04(f-f0)]×10-2
(9)
t为测试环境温度;f为湿度;f0为标准湿度;p为气压;p0为标准大气压气压;Δlptf为由于上述3种因素引起的长度误差。
二是由于工件热胀冷缩效应引起的误差表示为[12]:
Δlα=L×α(t-20)
(10)
L为测量丝杠的长度;α为丝杠的温度系数;t为测试环境温度;Δlα为工件热胀冷缩效应引起的长度误差。
经过上述两个方面的修正后得到的测量误差曲线如图6所示。比较图5和图6,不难看出,对于上述的误差修正还是非常有必要的。比较这两个图时,由于显示的原因,其纵坐标是有所区别的,这一点要注意。
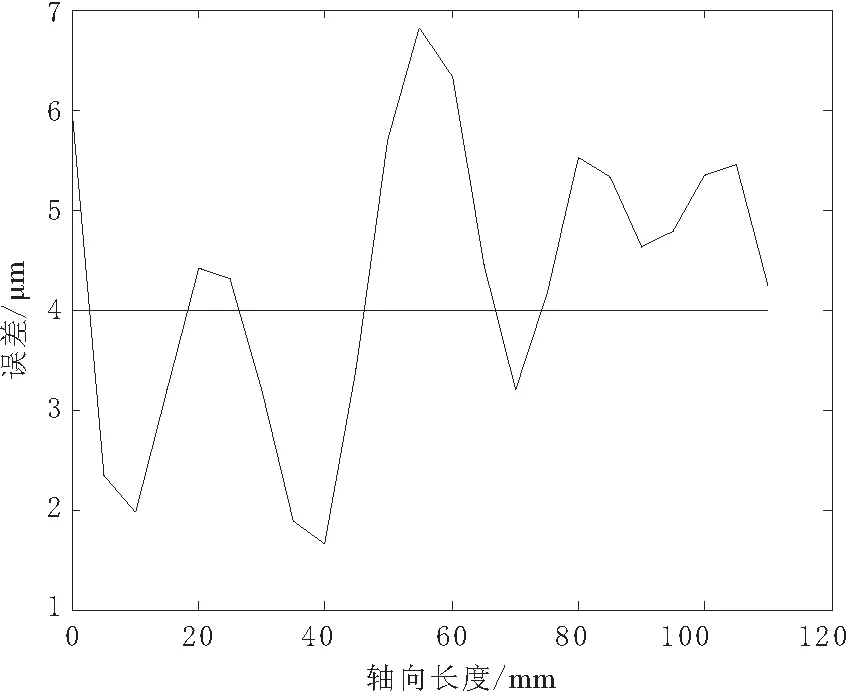
图6 补偿后误差曲线
5 结束语
设计的以双频激光干涉仪作为长度测量基准的测量装置可以实现对丝杠动态的动态测量,是一种可行的方法,有一定的实际价值。在对测试环境温度、湿度、气压等因素进行修正和补偿后获得了较为理想的测试效果。另外,由于测量装置在过程中的振动、阿贝误差等影响因素的影响,在丝杠超过2 m时,误差会偏大。
总的来讲,设计实验装置能够实现2级以上丝杠螺旋线误差的动态测量,测量效率高,可操作性强,能够提高检测精度和检测效率。所设计的测量系统先后在西北机器有限公司和兵工集团205所试用,试用结果表明,测量系统测量误差小于国家标准中对行程测量仪的精度要求,可以实现2级以上丝杠螺旋线误差的动态测量,测量效率较高,人工操作简单。该套测量系统实现了丝杠螺旋线误差实时检测与误差分析,为生产厂家及时地发现和改进滚珠丝杠加工中存在的工艺问题,提供了参考依据和技术保证,有利于提高滚珠丝杠的加工精度和检测效率。
[1] 关信安,袁树忠,刘玉照.双频激光干涉仪[M].北京:中国计量出版社,1987.
[2] 宋现春,张强,孙溪,等.基于FPGA的滚珠丝杠螺旋线误差动态检测系统[J].山东建筑大学学报,2008,21(1):27-30.
[3] 高东强,田振亚,郝大建,等.基于ANSYS的丝杠动态特性分析研究[J].起重运输机械,2008(11):54-57.
[4] 刘 莉,李世伟,宋现春,等.精密滚珠丝杠螺旋线误差动态测量方法的研究[J].控制与检测,2007(5):59-66.
[5] 张福才.图像检测法在条码型水准尺自动检测系统中的应用[J].工业仪表与自动化装置,2010(3):86-88.
[6] 曹跃进,陈新运.西门子PLC和Profibus_DP总线技术在粗轧机系统中的应用[J].工业仪表与自动化装置,2012(6):74-99.
[7] 石军,谭永娣.关于滚珠丝杠副核心参数的确定及相关校核计算[J].机械制造与自动化,2012,41(5):75-78.
[8] 曹琦,梁医,范元勋.航天工况下滚珠丝杠副的有限元分析[J].机械制造与自动化,2013,42(3):107-109.
[9] 张佼龙,周军,周凤岐.滚珠丝杠舵机应用问题研究[J].机械与电子,2011(10):15-19.
[10] 陈曼龙.激光丝杠动态检测仪的温度补偿技术[J].工具技术,2008,42(1):108-110.
[11] 徐正华,孙杰.高速滚珠丝杠副动态接触特性求解[J].机械与电子,2014(3):74-77.
[12] 刘艳香,李军英.滚珠丝杠磨削过程中热变形规律的研究[J].机械制造与自动化,2007,36(3):44-45.
Research on Precision of Screw Shaft Dynamic Measurement Method
WANGQing1,ZHULingjian1,ZHANGFucai2
(1.Shaanxi Institute of Technology,Xi’an 710300,China;2.The No.205 Institute of China Ordnance Industry Corporation Group,Xi’an 710065,China)
Screw shaft is important transmission components in industry and it plays a decisive role to the precision in the whole system,therefore,the detection precision of screw shaft has extremely important practical value.In view of the current shortage of detection system of screw shaft detection system,it design a scheme with the conventional modified measurement method,the dual frequency laser interferometer as the length of measurement standards,the circular grating as a standard measurement of the rotation angle and the data processing by using programmable logic device (CPLD) as the core circuit.On the basis of this,experiments and test running are carried out to study the prototype,the running results show that the dynamic measurement system can achieve more than level 2 screw shaft and has a feature of high measurement efficiency,the deviation compensation caused by the environment.
screw shaft;precision;dual frequency laser;dynamic measurement
2014-05-19
TP212
A
1001-2257(2014)11-0057-04
王青(1982-),女,陕西西安人,硕士, 研究方向为机械电子;朱凌健(1978-)男,陕西西安人,硕士,研究方向为仪器仪表。
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
安徽科技(2021年2期)2021-03-05
计测技术(2020年6期)2020-06-09
电子技术与软件工程(2020年6期)2020-02-03
制造技术与机床(2019年11期)2019-12-04
航天电子对抗(2019年4期)2019-06-02
制导与引信(2017年3期)2017-11-02
华东理工大学学报(自然科学版)(2017年5期)2017-11-01
通信电源技术(2016年1期)2016-04-16
深圳职业技术学院学报(2015年5期)2015-11-30