砂芯存储输送系统的拥堵分析和对策
2014-09-04 09:26:00陈剑
中国铸造装备与技术 2014年2期
陈 剑
(中国汽车工业工程公司,天津 300113)
0 引言
在传统的铸造厂,砂芯从制芯车间到造型线之间的转运是通过手推小车的方式进行的,不仅效率低下,还耗费大量的人力和车间面积。随着工业自动化程度的发展,越来越多的新建铸造厂采用了自动输送系统,并同时引入了立体仓库技术用于存储和冷却砂芯。在这种具有存储功能的砂芯输送系统中,如果方案布局不当,可能会出现某种输送效率极其低下的拥堵状况。本文分析了这种拥堵状况产生的过程和条件,提供了解决问题的对策。
1 简单砂芯存储输送系统的布局
图1是一个包含立体仓库的砂芯存储输送系统布局形式。除立体仓库前的进出两段之外,其余辊道都为双层结构的机动式辊道,上层运送带砂芯的托盘,下层返回空托盘;在两端各有一个单层升降台,用于上下层之间的转运;制芯车间和造型车间之间的辊道布置在过跨地坑里,车间地面可自由通行;地坑里的辊道和地面辊道之间的转运通过两转角处的双层旋转升降机来实现。
砂芯上线后先进入立体仓库存储并冷却;造型线需要砂芯时,立体仓库可以按顺序往造型车间输送砂芯;根据需要还可以对立体仓库进行扩展,增加巷道数量。

图1 简单砂芯存储输送系统
系统结束工作后,所有托盘(空托盘和载芯托盘)全部入库,下次开机后根据工作情况往外输送空托盘或载芯托盘。
2 辊道运行的逻辑关系
造型车间的地面辊道立面简图如图2所示,托盘长度为K,所有辊道按长度为L的节距分节驱动。在每节辊道沿输送方向的头部设有传感器STOPn,在距尾部长为K的距离设有传感器OFFn。
辊道运行逻辑关系:每节辊道每次只输送一块托盘;当托盘被输送到第x节辊道头部,触发传感器STOPx后,控制系统即判断第x+1节辊道是否为空。
若第x+1节辊道不空,则第x节辊道电机停止,等待往前输送的条件满足才启动;
若第x+1节辊道已空,则第x节和第x+1节辊道电机同时运转将托盘往前输送;
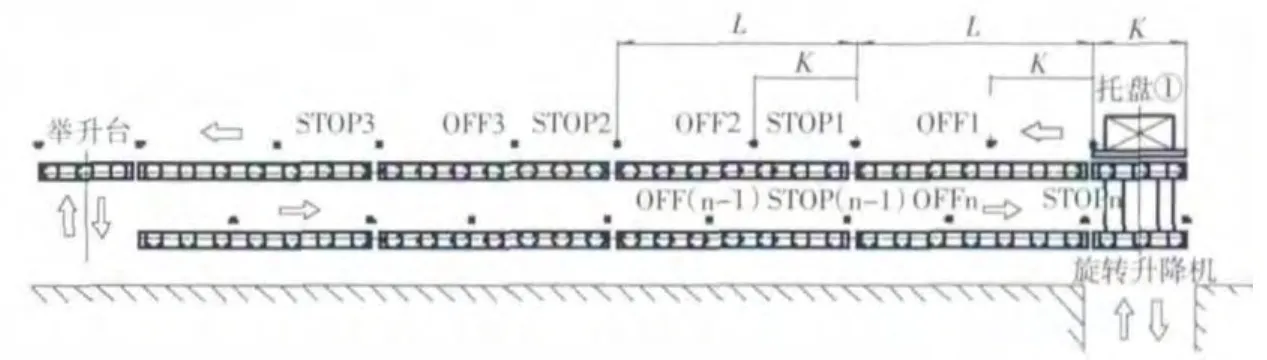
图2 造型车间的地面辊道立面简图
当托盘被输送到第x+1节辊道尾部,触发传感器OFF(x+1)时,表示托盘已经完全离开第x节辊道。此时第x节辊道电机停止,状态为空,第x-1节辊道往前输送托盘的条件满足;同时第x+1节辊道电机继续运转,直至托盘被输送到头部触发传感器STOP(x+1),控制系统进行下一次判断。
3 拥堵的产生
在这种工作模式下,设定辊道的输送速度为V,则每节辊道的输送节拍为T1=(L+K)/V;为简化起见,假设端部的升降台的工作节拍也为T1,立体仓库经辊道往旋转升降机输送的节拍为T2。
系统开机后,以旋转升降机运载第一块托盘(托盘①)到达图(2)所示位置开始往第1节辊道上输送时为起始时间,则经过时间T2后,旋转升降机运载第二块托盘(托盘②)到达图示位置。
若T1≥T2,此时托盘①尚未触发传感器OFF2,托盘②停留在旋转升降机上等待,直至时间点T1,托盘①触发传感器OFF2,托盘②开始往第1节辊道上输送;以此类推,以后每两个托盘之间的时间间隔(即输送系统节拍)T3=T1;
若T1<T2,此时托盘①已经触发过传感器OFF2,托盘②可以立即从旋转升降机上往第1节辊道上输送;以此类推,以后每两个托盘之间的时间间隔(即输送系统节拍)T3=T2。
当托盘①运行至下层辊道最后一节(第n节辊道)的头部时,触发传感器STOPn,此时的时间点为Tn;这其中,端部的升降台可以看作第y节辊道,则

以 T1=(L+K)/V 代入上式,可得
如果在Tn点之前旋转升降机刚好往辊道上输送第n块托盘完毕,则它立即下降去运载第n+1块托盘;而辊道上已经有n块托盘,刚好每节辊道都有一块托盘,没有空位。因此当第n+1块托盘被运上来时,只能在旋转升降机上等待。此时第n节辊道上的托盘开始进入旋转升降机的下层,经过时间K/V后,第n节辊道状态为空;然后第n-1节辊道上的托盘开始往第n节辊道输送,又经过时间K/V后,第n-1节辊道状态为空;这样空位一个一个地往前移动,共经过时间nK/V后,第1节辊道状态为空,第n+1块托盘才可从旋转升降机往外输送;之后旋转升降机运载上来的每一块托盘都须等待时间nK/V后才会往外输送。整个输送系统的节拍就由T3延长到了T3'=T3+nK/V。
4 拥堵现象产生的条件
当旋转升降机输送完第n块托盘时,托盘①在第n节辊道上已经触发过传感器OFFn,但尚未触发传感器STOPn,此时就会产生如上所述节拍极慢的拥堵现象,时间表达式为:

当 T1≥T2时,T3=T1=(L+K)/V,式(1)化简为:

因K>0,故式(2)的左半部分恒成立,而右半部分化简为nK<L。
当 T1<T2时
因K>0,故式(1)的左半部分恒成立,而右半部分化简为(n-1)T2<(nL-K)/V。
5 对策
在了解这种拥堵现象产生的条件之后,只需在做方案设计时注意分析,就可以很容易避免出现拥堵。在式(1)中,托盘定型之后,K值即固定不变;而从车间布局考虑,辊道总长度也是固定的,故n和L的乘积也是定值;在各部分工作节拍确定之后,只需要控制n和L的值,使:
当 T1≥T2时,nK>L;
当 T1<T2时,(n-1)T2>(nL-K)/V。
即可避免出现这种拥堵现象。
6 结论
本文分析的是一种比较简单的模型,即各节辊道长度相同,节拍一致,端部升降台的节拍也与辊道节拍一致。在实际生产中,各节辊道的长度也不一定全部相同,也可能有某节辊道需停下来以便人工操作,这都可视为某一节辊道的节拍发生改变;但只要立体芯库能及时向旋转升降机供给托盘,拥堵现象出现的条件就始终不变,即当旋转升降机输送完第n块托盘时,托盘①在第n节辊道上已经触发过传感器OFFn,但尚未触发传感器STOPn。这时,需根据具体情况逐节分析,重新建立时间表达式,即可找到避免拥堵现象产生的途径。
[1]赵瑛,陈剑.自动化立体仓库在砂芯储存、输送系统中的应用[J].中国铸造装备与技术.2009,(2):46-47.
[2]张志红.砂芯辊道输送线[J].中国铸造装备与技术.2009,(1):50-51.
猜你喜欢
现代信息科技(2021年21期)2021-05-07 02:54:12
演艺科技(2020年5期)2020-07-15 09:05:56
技术与市场(2020年3期)2020-03-26 05:41:52
冶金设备(2019年6期)2019-12-25 03:08:54
山东冶金(2019年3期)2019-07-10 00:54:06
酒·饮料技术装备(2018年1期)2018-04-28 09:09:07
制造业自动化(2017年2期)2017-03-20 14:26:07
陶瓷学报(2015年4期)2015-12-17 12:45:04
电子工业专用设备(2015年4期)2015-05-26 09:10:37
机床与液压(2015年19期)2015-04-26 08:23:02