深水铺管船托管架总装工艺探讨
2014-08-11 14:49郑晓娟高指林张国中赵庆利宋建峰
造船技术 2014年1期
郑晓娟, 高指林, 张国中, 赵庆利, 宋建峰
(海洋石油工程股份有限公司, 天津 300452)
深水铺管船托管架总装工艺探讨
郑晓娟, 高指林, 张国中, 赵庆利, 宋建峰
(海洋石油工程股份有限公司, 天津 300452)
托管架是深水管道铺设中的重要设备之一,结合深水铺管起重船托管架建造项目,针对托管架的装配特点,从托管架的制造精度控制、虚拟装配、吊装、工装设计等方面对深水铺管托管架的海上总装工艺进行了探讨,进而为大型结构物的海上装配提供了技术参考。
托管架 精度控制 总装工艺 工装
1 引言
托管架是海底管道S型铺设中的重要装备之一,悬挂在铺管船的船艉,起到管道在下水过程中控制管道曲率的作用,防止管道因在上弯段的弯矩过大而导致屈服或者破裂。 当前,托管架作为海洋工程领域施工的特种装备在未来的海洋管道铺设中具有广阔应用前景。考虑到海上特殊环境的要求、托管架经常需要进行拆卸的工况及深水铺管起重船有限空间的利用,探讨安全合理、高效的装配工艺显得尤为重要。
本文以深水铺管起重船的托管架建造项目为例,介绍了一种深水托管架的总装工艺。根据托管架的设计要求,该托管架设计为提拉段、中间段、尾段及A字架四个桁架结构(见图1),总重量为1 361.4 t,其主要通过该铺管起重船船艉4 000 t全回转起重进行托管架的海上总装,我司承担了托管架的陆地制造、海上安装及调试工作,通过这次总装为深水托管架的海上总装积累了丰富的工程经验。
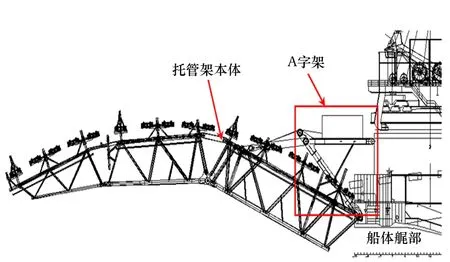
图1 托管架总装图
2 总装难点分析
本项目中总装的托管架为一焊接钢结构组合体,主要包含A字架及托管架本体。A字架由两钢臂组成,上臂水平放置,其前端的眼板与船体上起重机底座后部的A字架支座铰接(共四处销轴连接)。A字架的另一斜臂斜置,其下端与托管架本体的前端一同固定,而销轴则插入位于船体艉部的托管架铰座凹槽内,具有质量、尺寸大的特点。如果考虑将该托管架在陆地完成三段的整体装配,整个结构吊重将达到1 277 t(未含吊索具的重量),整体结构尺寸约80.5×19.5×24.5 m,而各铰接处的基座销轴孔与轴之间的理论装配间隙仅有6 mm,即孔中心偏差为3 mm,且与A字架支座相连的四铰接点之间最大的距离约为18.05 m。同时由于船体以及托管架结构分别在不同地点的厂家进行建造,因此对于各结构制作时的尺寸控制难度增大。
其次,托管架依靠深水铺管起重船自身的4 000 t吊机进行海上安装,而4 000 t主钩为单钩结构,结构吊装后无法调整被吊结构物的水平。结合安装技术要求,其海上安装必须首先进行托管架与船体艉部的托管架铰座的铰接,待托管架下部安装完成后,利用吊机将托管架提升,使之绕船艉铰接座销轴中心旋转,待A字架的上臂水平放置后,完成A字架与船体的铰接(见图2)。由于结构尺寸质量大、装配尺寸精度高、海上安装环境恶劣等因素,总装时存在很大的难度。
3 总装工艺要点
3.1 施工前准备
3.1.1 托管架制造精度控制
鉴于托管架的结构尺寸、下料板材规格、焊接工艺、施工时间等因素,该结构件在制作过程中将分为提拉段、中间段、尾段及A字架四个桁架结构以便同步在车间进行焊接制作。考虑到各部件之间的装配误差以及焊接变形控制难度大,连接处的铰接孔不能在零件制作时加工完成,因此在各段连接处的铰接孔结构板数控下料时,预留15~20 mm的加工余量,同时要求在钢结构焊接时的装配及焊接变形控制在15 mm以内,待各结构焊接制造完成后进行各铰接孔的现场加工。
考虑到海上特殊环境的要求、托管架经常需要进行拆卸的工况,本项目中将托管架主体结构中的提拉段、中间段及尾段在组焊完成后,将这三段结构进行预装配,并调整各连接部位孔的对中,然后三段预装配好的情况下现场加工各铰接孔,并在加工完成后进行销轴的安装,这样确保了托管架主体的提拉段、中间段及尾段三段之间的尺寸精度。同时,由于A字架前端的眼板及斜臂下端均与船体结构相连接,因此需要船体的建造方对连接部位的尺寸精度进行严格的控制[1]。以船体相关部位结构尺寸为基准进行A字架以及托管架主体提拉段根部铰接孔的现场加工。
3.1.2 托管架陆地预装配
托管架主体结构铰接孔完成现场加工后,通过安装销轴将各段在陆地进行预装配以检查各段之间的结构是否存在碰撞干涉。同时在陆地通过履带式吊机将A字架吊至托管架主体结构的提拉段尾部,然后通过销轴进行连接使之成为一个整体(见图2)。待A字架安装完成后,进行A字架上调整绞车以及绞车与动滑轮组之间钢丝绳的安装。
由于无法进行托管架与船体之间的预装配,为了顺利完成装配,我们采取如下措施:A字架与托管架主体结构的提拉段装配成一个整体后,我们对与船体相连接的结构进行再次测量,结合船体连接部位的结构测量尺寸建立结构的装配模型(见图3),利用三维建模软件对结构进行模拟装配,以检验装配过程中可能出现的干涉。最终现场装配结果表明,采用虚拟装配的方法是可行有效的。
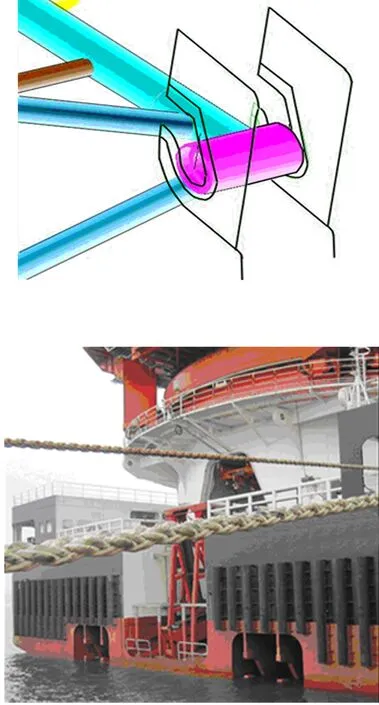
图3 托管架结构虚拟装配
3.2 托管架吊装工艺探讨
根据托管架的结构特点,该结构可以采取整体或分段的方式进行海上吊装。整体安装方式即三段连接成为一体后,整体与船体进行装配。但由于三段连接成一体后进行整体吊装时,结构尺寸和质量大,结构形成拱度时底部与顶部高度差最低达5 m,这样会导致总装时浮式起重机在海山吊装时主/辅钩头协调难度加大,同时动用工料及机具较多,综上所述,本工艺采取了分段总装的方式,先进行提拉段(包含A字架,总重量为1 015 t)的安装,然后依次进行中间段、尾端的逐段安装,以减少海上安装的风险。
根据托管架的结构设计技术要求,各吊装部位结构按照满足整体吊装要求设计,由于吊装托管架结构宽度达到19.5 m,为了避免吊装钢丝绳与结构发生碰撞,在设计中采用了吊装桁架结构形式。但由于本工艺采用分段吊装,因此需进行临时吊点的设计与力学计算(见图4),通过计算该吊点满足吊装使用要求。
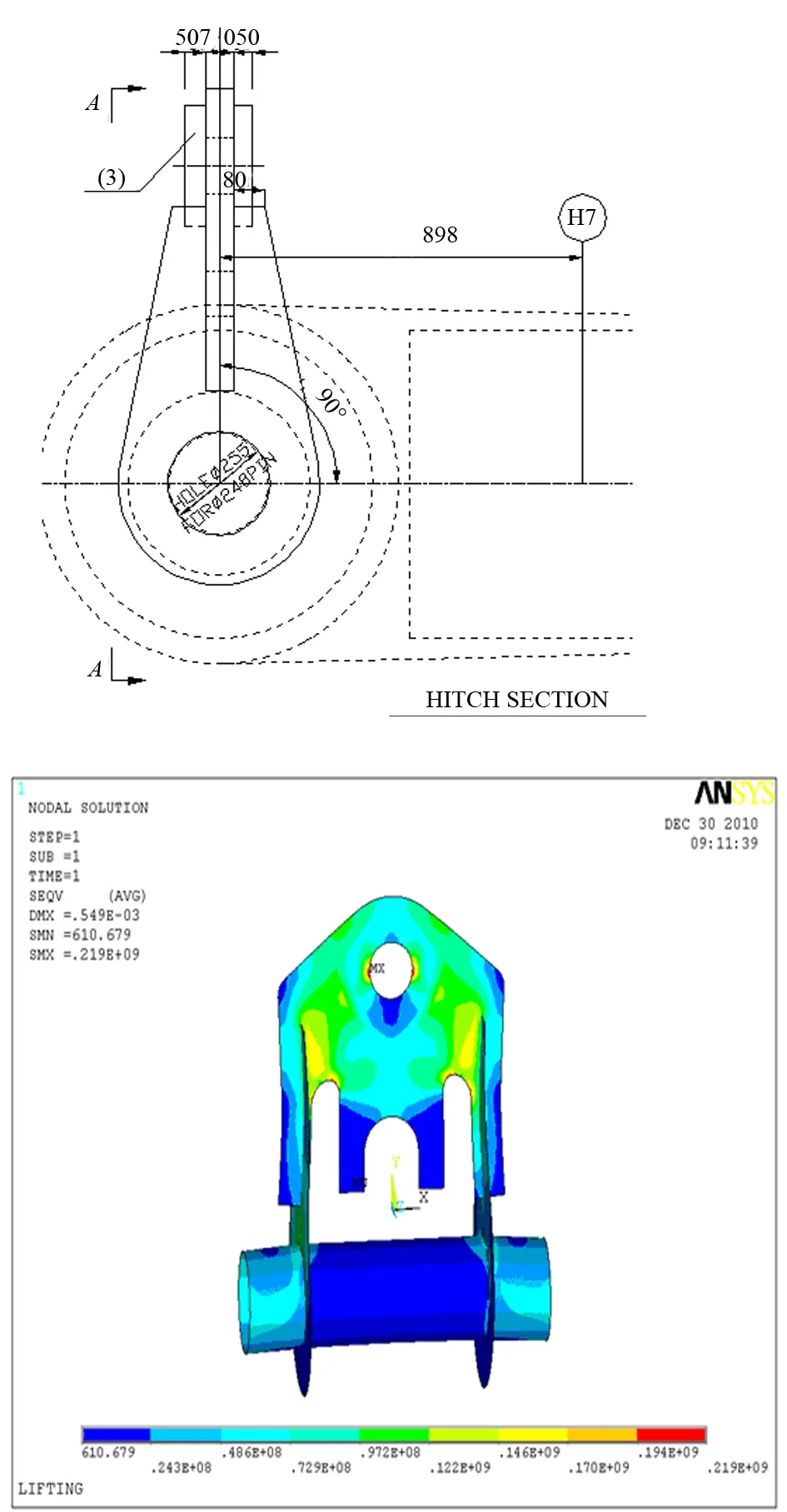
图4 托管架海上总装吊点受力分析

图5 托管架海上安装示意图
先进行提拉段(包含A字架)的安装(见图5),然后依次进行中间段、尾端的逐段安装(见图5),其吊装工艺步骤如下:(1)收集海上气象、潮位等信息;(2)按照吊装要求进行船体的排载计算,为了便于观看测力轴与船艉连接,201船适当排载令托管架铰接轴部分更多露出水面;(3)配挂钢丝绳、挂扣,解开固定提拉段的所有卡子,用4 000 t主钩将提拉段结构(包含A字架结构)从搁架上吊起;(4)将其慢慢移至船艉,以提拉段结构纵向中心线为基准线,做上明显标记,与船艉理论中心线对准,让提拉段处的销轴顺着船体上装配沟槽缓慢安装(利用沟槽结构作为导向),避免外力磕碰;(5)保持主钩不动,令辅钩慢慢向上提升,到A字架上臂梁至水平状态,并调整满足穿轴要求,进行轴的装配(共4件)作业;(6)完成托管架首段的安装后,对中间段进行配挂钢丝绳、挂扣,并从搁架上吊起缓慢移至已安装的提拉段处;(7)对准提拉段与中间段的下侧铰点,进行下侧铰接点的销轴安装;(8)解开固定在中间段上的连接箱体结构令其对准提拉段上侧铰点,达到满足穿轴位置后进行轴的安装,完成中间段安装并卸扣;(9)按照安装中间段的方式进行尾端安装。
各段之间连接用销轴最大尺寸为Φ344×750 mm,在进行海上安装时,由于质量大需要通过相关设备进行销轴吊装,这样会导致海上安装的设备偏多,存在相互碰撞的危险。为了减少设备的使用,本工艺设计了一种用于海上销轴安装的专用工装[2],其原理即是在进行海上安装前,在托管架各安装部位的结构上焊接一箱体结构,将销轴预先放置在内,临时用螺栓固定销轴。待海上安装时拆下螺栓,用液压千斤顶推动销轴,从而完成销轴的安装,减少了辅助设备的使用,起到良好效果。
4 结论
针对托管架的装配特点,以我司深水铺管起重船托管架建造项目为基础,对海上总装中存在的难点进行了分析,并针对这些技术难点提出了相关措施。从托管架的制造精度控制、虚拟装配、吊装及工装等方面对大型托管架的海上总装工艺进行了探讨,取得了良好的施工效果(见图6),希望能为大型结构物的海上总装提供技术参考。

图6 托管架海上安装图
[1] 边道田,杜鹃,张佳平等.深水铺管船托管架铰座和A架基座的制造与安装精度控制[J].造船技术,2011,3:34-36.
[2] 肖德明,高指林,局魁等.一种重型销轴安装装置的研制[J].工程机械,2012,43:46.
Discussion on Final Assembly Technique of Stinger in DPV
ZHENG Xiao-juan, GAO Zhi-lin, ZHANG Guo-zhong, ZHAO Qing-li, SONG Jian-feng
(Offshore Oil Engineering Co., Ltd., Tianjin 300452, China)
The stinger is one of the most important equipments in deepwater pipeline installation. Combined with the actual situation of stinger construction in DPV, aim at the assembling characteristics of stinger, the final assembly technique of stinger on the sea is discussed in this article, which involves accuracy control, virtual assembling, lifting and clamping. The result can provide a reference for assembly of large structure on the sea.
Stinger Accuracy control Installing process Installing tool
郑晓娟(1978-),女,工程师。
U671
A
猜你喜欢
军民两用技术与产品(2022年3期)2022-06-05
航天返回与遥感(2022年2期)2022-05-12
湖北工业大学学报(2021年5期)2021-11-03
设备管理与维修(2021年24期)2021-02-10
百科探秘·航空航天(2021年12期)2021-01-15
矿山机械(2020年12期)2020-12-19
煤矿机电(2020年5期)2020-11-02
装备制造技术(2020年12期)2020-05-22
航海(2019年6期)2019-12-20
船海工程(2015年4期)2016-01-05