可选铜电积阳极的研发及商业化
2014-08-10 12:28申美玲摘译
中国有色冶金 2014年4期
申美玲 摘译
(中国恩菲工程技术有限公司, 北京 100038)
国外工程技术
可选铜电积阳极的研发及商业化
申美玲 摘译
(中国恩菲工程技术有限公司, 北京 100038)
位于亚利桑那州萨福德(Safford)的FCX技术中心从2006年开始研发一种可选铜电积阳极。研发的目标包括:比传统铅钙锡阳极减少15%的槽电压,消除来自铜电积回路的铅及与铅相关的污染。建立了阳极研发实验室,其中包括小型电积槽和增速寿命测试槽。本文描述了FCX可选阳极的研发,包括它的结构以及相关的阳极涂层。2008年,Chino电积厂全部转为使用新的FCX阳极,成为世界上第一个完全采用非铅阳极的电积工厂。电积电压下降了15%,不再为清理铅泥而清槽,也不再为稳定铅阳极而在系统中加入钴。铜阴极的铅含量经测定低于0.3×10-6。
电积; 能耗; 阳极; 阴极质量
0 引言
2006年,FCX技术中心位于亚利桑那州莫伦西(Morenci)的萃取电积测试设备站建立了一个阳极研发实验室。这个实验室的目标是探索是否在铜电积中找到传统铅- 钙- 锡阳极的替代品,以期能降低能耗和消除来自铜电积回路中的铅污染,达到降低15%槽电压的目标。该实验室作为技术中心萃取电积测试设备站的一部分,每周运行7天,每天24小时。
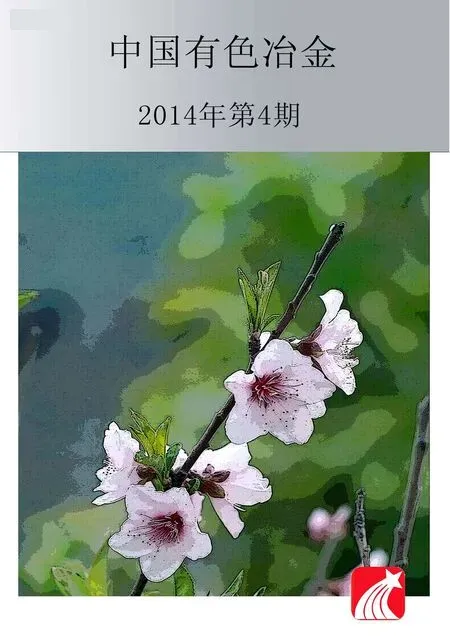
图1、图2和图3展示了阳极研发实验室和相关的测试槽。研发采用两种方式。增速寿命测试槽用于比较涂层的组成对阳极寿命的影响。测试的涂层用于改善钛金属性能。此外,电压测试槽用于比较备选的阳极涂层在铜电积电解液中的电压情况。采用这种方法,涂层寿命被最大化而涂层电压被最小化。

图1 技术中心阳极研发实验室
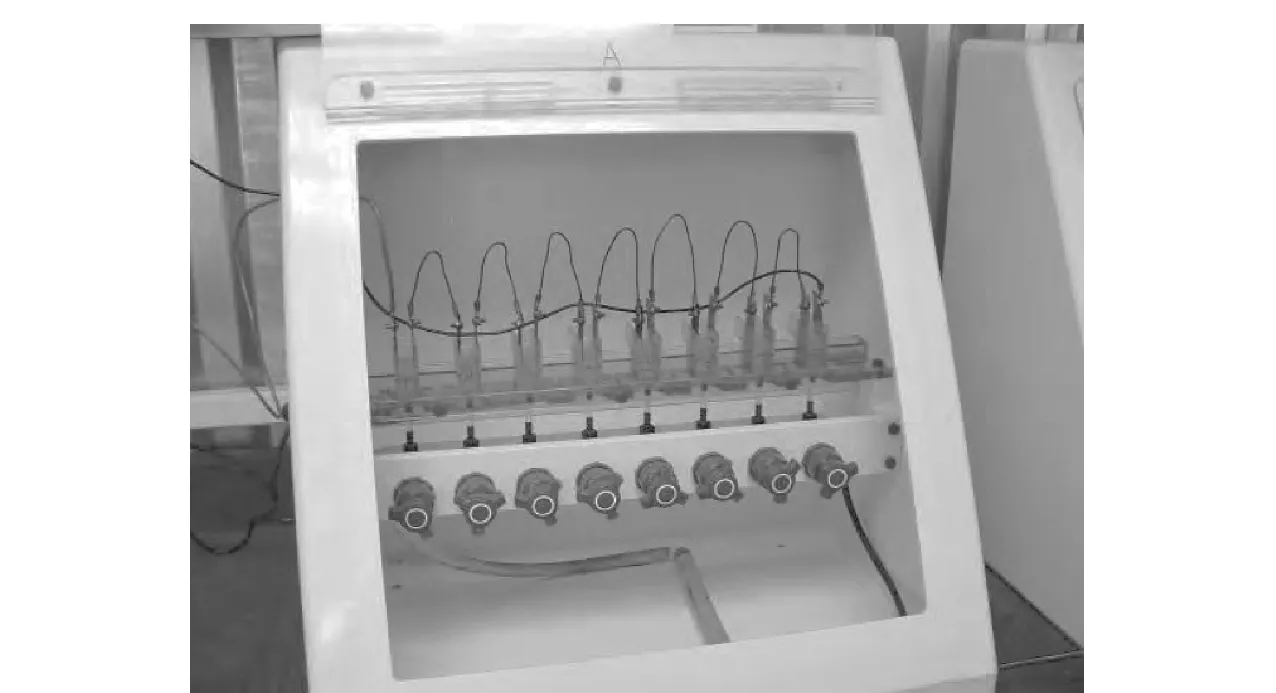
图2 增速寿命测试槽
阳极研发实验室有十组增速寿命测试器(在图1右侧),每组含有八个试样槽(见图2),实验室总共八十个试样槽同时运转。每个试样槽有1~3英寸的阳极试样,由改良的钛金属制成的,在试样底部有1平方英寸的涂层。增速寿命测试槽所采用的阴极是没有涂层的改良钛金属试样。在增速寿命测试槽中,试样放入室温下的180 g/L硫酸溶液中。40%露出液面的改良钛每平方英寸的电流是3.5 A,这样计算出钛金属的电流密度是840 A/ft2。
阳极研发实验室配套了十个电压测试槽(在图1的左侧)。在这些槽中对3~6英寸涂有备选阳极涂层的改良钛试样进行测试,试样40%面积露出液面(见图3)。电压测试槽装有316 L不锈钢阴极,浸没表面积3.5到4英寸。电解槽的给液速度为16 mL/min,温度49 ℃。铜电解液为FCX溶剂萃取厂的贫电解液。阴极的电流密度控制在30 A/ft2,相当于钛金属阳极电流密度为50 A/ft2。
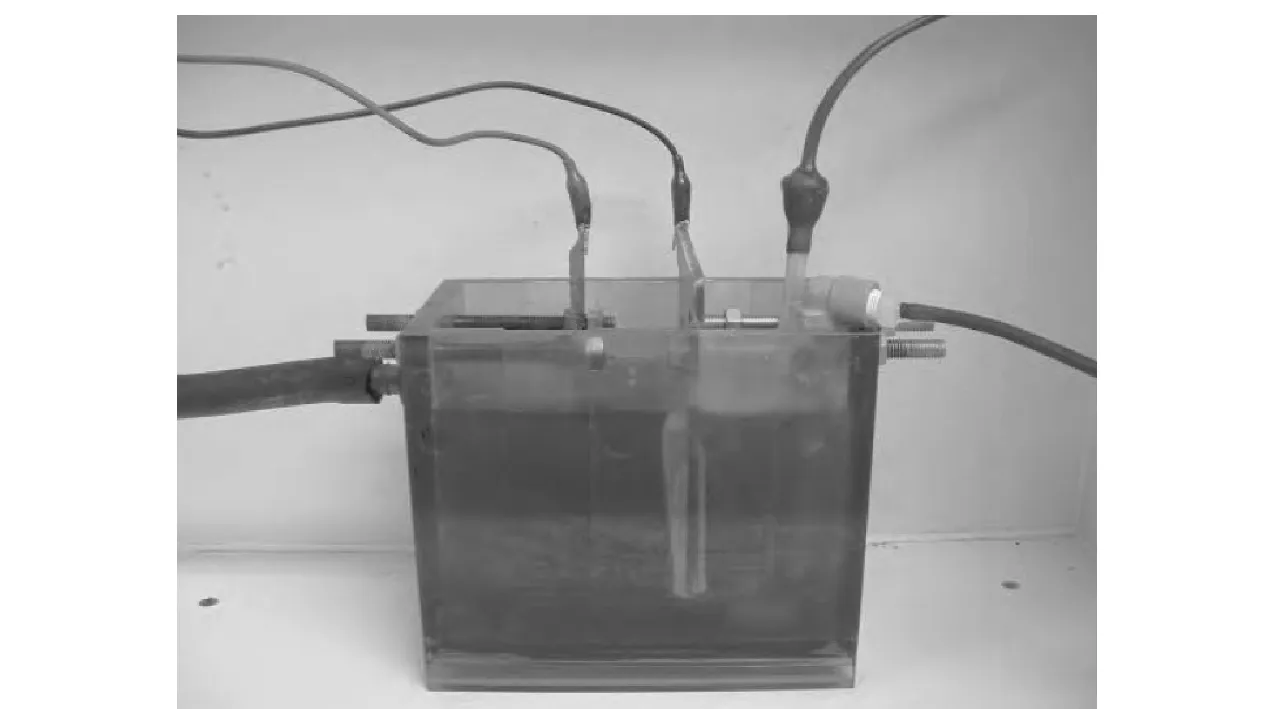
图3 电压测试槽
各种涂层在增速电解槽和电压测试槽中进行了寿命和电压情况的评价。阳极涂层研发工作最初主要集中在氧化铱和氧化钽混合物以及相关涂层的制备和加工参数。涂层满足降低15%电压标准和在增速寿命测试槽中进行超过3 000 h的测试后,转入测试设备站的电解槽进行半工业试验,设备站有全尺寸的商业化电极。
FCX和公共可选技术中心形成战略合作伙伴关系,共同开发应用于FCX阳极涂层的阳极结构。
FCX阳极半工业试验的成功将可选阳极引入FCX 位于新墨西哥州的Chino萃取电积厂进行现场示范。这个成功的示范导致了2008年可选阳极在Chino的完全替换。本文总结了FCX阳极涂层和阳极结构的研发过程,也对FCX的可选阳极在Chino萃取电积厂的运行结果进行了讨论。
1 结果和讨论
1.1 阳极涂层的研发
阳极涂层的研发沿着两条平行的路径进行,一个是使电压测试槽中的电压最小化,一个是使增速寿命测试中的使用寿命最大化。图4展示了通过调整涂层加工参数而降低槽电压的进展。
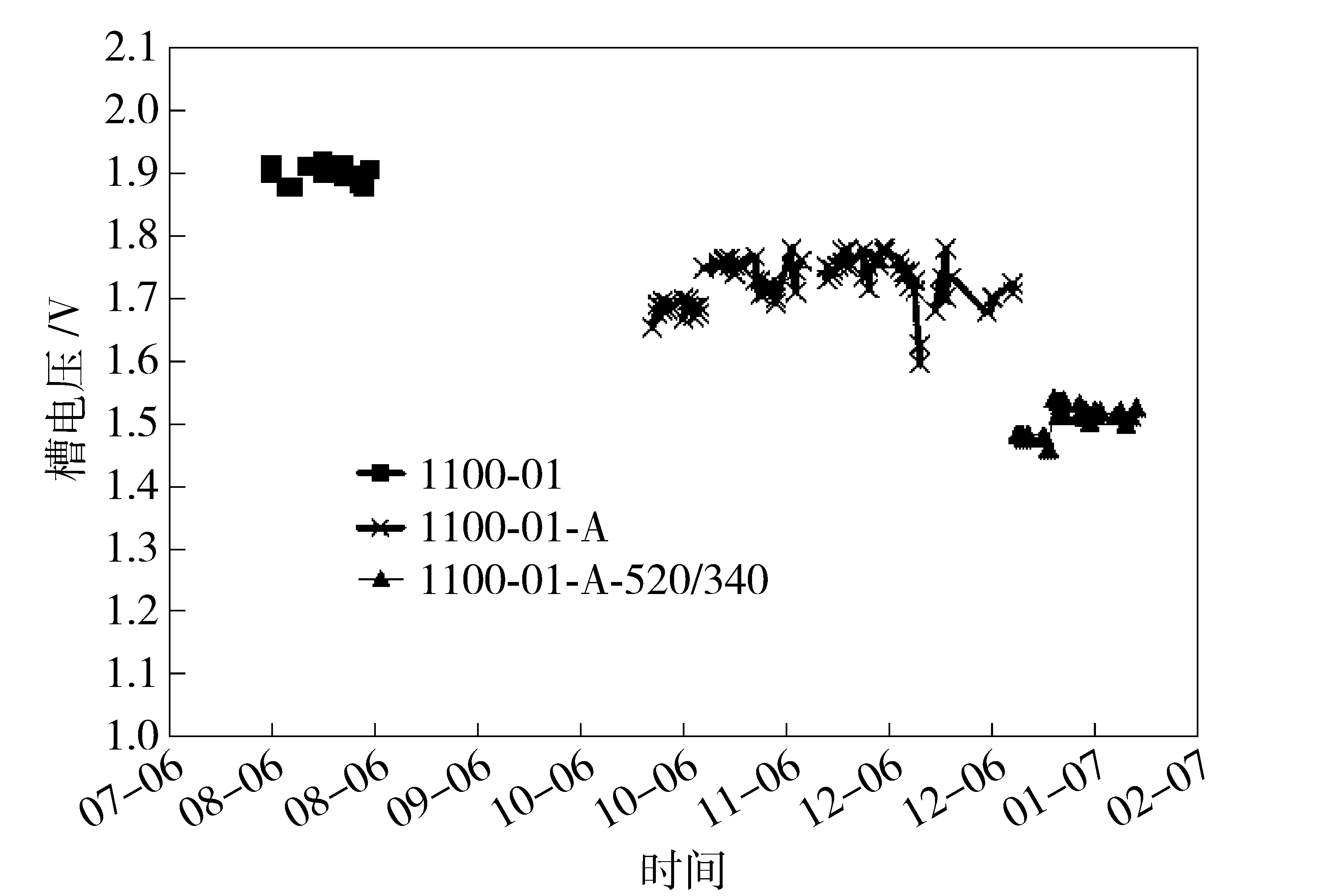
图4 电压测试槽结果显示在降低槽电压方面取得的进展
表1显示了涂层研发时加工参数的调整。涂层1100-01是采用传统工艺制作的。铱和钽的氯化盐以铱钽摩尔比为70:30条件下混合于盐酸和正丁醇介质中。混合物被涂在改性的钛基板上,其表面被浸泡清洗和打毛处理。涂覆后的基板在温度超过520 ℃的烘箱中烘烤,使涂层转化为结晶的氧化铱和氧化钽涂层。

表1 新FCX涂层的研发总结
第一个电压性能的改善是通过研发单独的铱和钽有机金属树脂,它们可被分别加工处理以除去多余的盐酸和水。然后这些树脂以与1100-01相同的方式混合和加工形成涂层1100-01 A,可降低槽压~100 mV。第二个槽电压的改善是通过调整每个涂层的烘烤温度,及采用不同烘烤温度下的涂层混合物。涂覆1100-01-A-520/340总共采用了11个涂层。前四个涂层分别在520 ℃下烘烤,接下来的7个涂层分别在340 ℃下烘烤,槽电压降低了200 mV以上。
混合物的槽电压达到了降低>15%的目标,比传统的铅- 钙- 锡阳极节省了300 mV,传统的操作电压是2.0 V。
进行增速寿命试验有助于使新的FCX涂层寿命最大化,随着同步持续进行最小化电压试验,这将导致进一步的改善。图5展示了采用FCX涂层制备的单个样品的增速寿命测试结果。达到了6 500 h的平均使用寿命,超过了原有3 000 h目标100%以上。注意到图5中的波动是由于涂层中初始的铱/钽含量的变化。采用手工对单个小的样品进行涂覆,并且这个结果性能上也有些变化。

图5 FCX阳极涂层在增速寿命测试中的使用寿命
1.2 阳极结构
FCX可选阳极的结构是由铜吊杆、导电棒和钛板组成,吊杆连着六个导电棒,导电棒在阳极的两侧与钛板相连(见图6)。导电棒是由冷轧5/8英寸钛管覆盖铝芯组成,两端用钛密封。导电棒顶端的铝芯被压嵌入铜吊杆,并且钛管也安装在铜吊杆底座上,使导电棒与吊杆的接触面与电解车间的环境相隔离。导电棒的核心材料是铝(优于铜),尽管也能使用铜材,但铝的价格更具有竞争力。面板是由改性的钛金属制成,厚度为0.022英寸,40%露出液面。

图6 FCX可选阳极
阳极结构如此设计是考虑到当达到阳极涂层使用期限的时候面板能被拆掉,并且面板能用新的涂层重新覆盖。这样带有涂层的面板成为阳极的易耗品。
1.3 Chino萃取电积的转换和效率
1.3.1 电压和电流效率
FCX可选阳极于2008年安装在Chino萃取电积车间。图7展示了可选阳极工作时电解车间的整流电压。Chino工厂由东、西两个电解车间组成,每个电解车间都有自己的整流器。东、西电解车间分别有80个电积槽,每个槽有63片阴极和64片阳极。根据时间周期和相关生产需要,电流密度变化范围为15~30 A/ft2。贫电解液一般含Cu34 g/L,H2SO4187 g/L,Fe 3 g/L,电解液温度一般为35 ℃。
西电解车间继续采用铅阳极运行,而东电解车间替换为可选阳极。如图7所示,与西电解车间相比,东电解车间的整流电压降低了15%。图7中看到的开始于2009年3月的电压降低是由于Chino工厂调低了产率。

图7 Chino西电解车间(铅阳极)和东电解车间(可供替代阳极)的整流电压
图8展示了采用可选阳极电解车间的电流效率。相对于铅- 钙- 锡阳极的电流效率,可选阳极增加了2%。这可能是由于Chino操作员在控制短路方面加强了维护。FCX可选阳极相对于铅- 钙- 锡阳极更容易被短路损坏,这是因为钛板在短路时局部变得过热,并且会在面板上产生穿孔。很多小孔变的过大后需要通过点焊面板补丁来修补,而对短路的控制降低了可选阳极的修补。在Chino电解车间控制短路的关键是:

图8 采用可选阳极的Chino电解车间的电流效率
• 保持始极片在电积槽中垂直。阴极的平整度是影响短路形成的主要原因。Chino在始极片入槽时检查其平整度,阴极电积两天后进行拉伸以保持其平整。
•在始极片入槽之前去除“边界毛刺”或者其他不均匀物质。这是为了阻止枝晶形成而导致短路。
• 保持阳极- 阴极在电积槽中排成直线。
以上步骤保障电积槽中电流分布均匀,短路几率最小。此外,Chino在每个电积槽中安装了一个FCX双接触系统分配阳极和阴极电流。这个双接触系统包含有“锯齿形”触点的主分配杆和两侧的平衡杆来辅助分布电积槽中的电流。这种锯齿形的触点为每个电极提供两个接触点,对降低可选阳极的接触电阻尤其有效。可选阳极比传统的铅- 钙- 锡阳极重量轻,大约重45磅。
当Chino电积槽替换为可选阳极后,不必在电积槽电解液中加入硫酸钴,也不必为去除铅泥而进行清槽。将硫酸钴加入到电积车间的电解液中一般是有助于稳定铅- 钙- 锡阳极。以上两项节约了工厂的运营成本。
1.3.2 阳极涂层的损耗率
FCX阳极涂层的损耗率采用工厂内部的XRF测量进行监测。样品阳极周期性的从溶液中取出,用水冲洗并干燥。手提的XRF装置用于测量留在面板中的铱和钽的相对浓度。XRF测量图如图9所示。
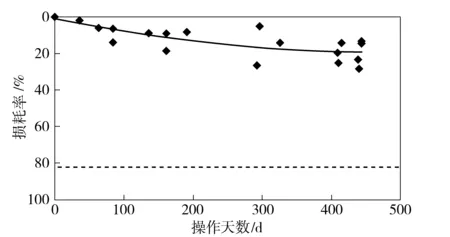
图9 四个Chino可选阳极的XRF扫描均线
图9展示了四个Chino可选阳极XRF铱的曲线。450天后大约20%的原始铱丢失,但是曲线斜率略为负数。在阳极研发实验室的增速寿命测试中,涂层的寿命预测为最小6年。图9的结果支持这种预测。
1.3.3 阴极质量
两个用100% Chino阴极(用可选阳极生产的)制作的熔块在FCX的棒磨机上研磨。第一个熔体重163,529 磅,在El Paso (德州) 棒磨机上研磨。铅含量采用直流电弧仪分析,测量结果低于此仪器的检测水平(<0.3×10-6)。第二个熔块重100,524磅,在Miami (亚利桑那) 棒磨机上研磨。铅含量采用电弧火花金属分析光谱仪进行分析,测量结果也低于此仪器的检测水平 (<1.0×10-6)。在这两个熔块中阴极的硫含量为(2~4)×10-6。这些结果完全满足FCX的“AA”级阴极质量标准。因此有理由相信Chino阴极是无铅的。
1.3.4 从第一个可选阳极装置学到的经验
在Chino的替换过程中可选阳极的电压和涂层寿命性能满足最初的目标。槽电压降低15%以上及涂层寿命预期都与阳极研发实验室测试的评价一致。随着可选阳极在Chino的引入,不再向电解液中添加钴,也不再为除去铅泥而清槽。这些都是之前预测到的主要利好,并且已经现实。阴极铅含量也低于检测限值。从Chino学习到的经验有几条,注明如下:
Chino采用铜极始片作为阴极。铜在极始片沉积时,槽中电解液位的调整是为了将铜沉积到连接极始片和阴极吊杆的环上。从而加固这些环。当Chino槽中电解液位调整到最低时,一英寸的阳极板露出液面(从而伸入浮在液面上的保温球)。如果在此条件下持续发生短路,液面上的阳极板变得过热并引燃保温球,产生低液位的槽火。发现阳极板高度如果降低一英寸,仍能将铜沉积到始极片的环上,使可选阳极涂层的顶部低于液面以防止保温球着火。
Chino电积车间管理员指出,将铅泥清槽工换成更机警的短路巡视工,这对于电解车间来说是好事。去掉铅阳极和与之相关的铅泥也避免了员工与铅的接触。
用点焊连接阳极面板和阳极导电棒。在最初的阳极产品中焊点的强度不够,部分焊点在操作中脱落。之后加固了焊点,以保证当阳极涂层达到使用寿命时面板仍然能够更换。
可选阳极涂层的四周最初制成敞开的,意思是在导电棒两边的涂层并未连接,在涂层之间有个与导电棒直径相同的间隙。在操作期间发现涂层的边界会向阴极方向伸展,这会导致潜在的短路。通过点焊阳极周边将涂层连接起来从而改善了阳极的设计。这也增加了阳极的强度和平整性,并且也有助于阴极铜在边界的沉积。
2 总结
FCX技术中心在位于亚利桑那州莫伦西的萃取电积测试设备站开发了一种应用在铜电积中的可选阳极。2008年此阳极在FCX的Chino电积厂投入使用,并且满足了降低15%槽电压和涂层使用寿命最小6年的目标。伴随可选阳极的使用,不再为清理铅泥而清槽,也不再为稳定铅阳极而在系统中加入钴。铜阴极的铅含量经测定<0.3×10-6。
Developmentandcommercializationofanalternativeanodeforcopperelectro-winning
Translated selectively by SHEN Mei-ling
In 2006, the Freeport-McMoRan Copper & Gold Inc. (FCX) Technology Center in Safford, Arizona undertook research to develop an alternative anode for copper electro-winning. The objectives of the development included a 15 % voltage reduction versus conventional Pb-Ca-Sn anodes and the removal of lead and associated lead contamination from the copper electro-winning circuit. An anode development lab was established that included bench-scale electro-winning cells as well as accelerated life testing cells. This paper describes the development of the FCX alternative anode including its structure and associated anode coating. In 2008, the Chino electro-winning plant was fully converted to the new FCX anode becoming the first copper electrowinning plant in the world to exclusively utilize non-lead anodes. A 15 % electro-winning voltage reduction was achieved. Cleaning of electro-winning cells for lead sludge and addition of cobalt to the circuit for stabilizing lead anodes were discontinued. Lead content of copper cathodes measured less than 0.3×10-6.
Electro-winning; energy; anode; cathode quality
申美玲(1982—),山西太原人,硕士,从事有色冶金设计工作。

TF811
B

猜你喜欢
电池(2022年4期)2022-11-07
有色设备(2022年2期)2022-08-06
湿法冶金(2022年1期)2022-02-18
化工进展(2021年5期)2021-05-31
军民两用技术与产品(2021年10期)2021-03-16
中国有色冶金(2019年1期)2019-03-08
中国校外教育(中旬)(2018年9期)2018-09-30
电子制作(2018年12期)2018-08-01
中国有色冶金(2015年5期)2015-03-06