
一段高浓磨后浆游离度对选择性磨浆的影响
2014-08-09 09:51齐书田张美云王权科
中国造纸 2014年6期
齐书田 张美云 王 建 王权科
(1.陕西科技大学,陕西西安,710021;
2.河南漯河银鸽实业投资股份有限公司,河南漯河,462000)
近年来,随着磨浆工艺的不断发展,对高得率浆的质量要求及能耗要求也在不断提高。同时在质量要求较高的纸产品中,用高得率浆替代更多昂贵的化学浆也成为发展的进一步要求[1]。如在白卡纸的生产过程中,APMP主要用于面层和芯层,减少化学木浆在面层的使用量,且能适当提高纸板挺度,改善纸板表面印刷适性,降低生产成本[2]。除此之外,环境保护的压力越来越大,这也要求高得率浆生产过程能够实现低污染物排放、低能耗[3]。因此,目前很多高得率浆研究的方向为高品质、低能耗制浆。
化机浆的生产一般需要经过两段磨浆后得到所需游离度的浆料。从生产实践中发现,木片经过一段高浓磨后,大部分木片已经被有效分离成为纤维,这部分被有效分离的纤维将混同未分离的纤维束进行第二段磨浆。因此,如果能够将这部分被有效分离的纤维进行筛分,仅将未分离的纤维束用于第二段磨浆,将会减少第二段磨浆的总量,从而降低磨浆能耗,本课题将这种磨浆方式定义为化机浆的选择性磨浆。有研究表明,加拿大短叶松对选择性磨浆具有较好的适应性,与对所有浆料进行磨浆相比,针对长纤维的选择性磨浆在提高强度的同时还可以降低磨浆能耗[4-5];林友锋等人[6]发现,对云杉TMP实施选择性磨浆,可以降低磨浆能耗。但是以上研究都没有提到针对纤维束的选择性磨浆及一段高浓磨后纸浆的游离度对选择性磨浆的影响。
根据前期工作,利用纤维束筛将一段高浓磨后的半成品化机浆筛分为纤维束和浆A,将纤维束用盘磨磨浆至不同游离度后回添至浆A中,制备化机浆,这种选择性磨浆方式可降低杨木P-RC APMP的磨浆能耗,提高成纸松厚度,但成纸强度略有降低。本实验在前期工作的基础上,将半成品化机浆磨至较低游离度,对比不同游离度的半成品化机浆对选择性磨浆以及成纸性能的影响,以期对化机浆生产及应用提供参考。
1 实验
1.1 实验原料
山东某厂杨木P-RC APMP生产线上经过一段高浓磨后的浆 (定义为半成品化机浆1),游离度710 mL。
1.2 实验仪器
ZSP-300盘磨机 (吉林机械厂);纤维束筛分仪(PTI);CSF游离度仪 (加拿大);TAPPI标准抄片器 (陕西科技大学机械厂);DC-HJ Y03电脑测控厚度紧度仪 (四川省长江仪器厂);SEO64抗张强度仪(瑞典L&W公司);ProTear撕裂度测定仪 (美国MIT公司);KRK内结合强度仪 (日本KUMAGAI RIKI KOGYO公司);PCD194E-2S4多功能智能电表 (西安亚川电力科技有限公司)。
1.3 实验方法
1.3.1 半成品化机浆2的制备
取一定量的半成品化机浆1,浸泡24 h后,将浓度调至25%,盘磨机主轴转速3000 r/min,喂料螺旋转速300 r/min,调整磨浆间隙,将半成品化机浆1磨浆至游离度为600 mL,即为半成品化机浆2。
1.3.2 纤维束筛分
分别取一定量半成品化机浆1和半成品化机浆2,浸泡24 h后,将浆料浓度调至1%,利用纤维束筛分仪进行筛分,将筛出的纤维束 (纤维束1、纤维束2)与浆A(A1、A2)分开收集,浓缩测定浆A1和浆A2的游离度及纤维束含量后备用 (见表1)。

表1 筛选前后浆料的纤维束含量与浆料特性
1.3.3 纤维束磨浆
将筛出的纤维束1、纤维束2均浓缩至25%的浓度,分别使用高浓盘磨机磨浆。盘磨机主轴转速3000 r/min,喂料螺旋转速300 r/min,调整磨浆间隙,获得不同游离度的浆B(分别按照纤维束1、纤维束2定义为B1、B2),浆B筛除纤维束后,按照筛出比例回添至浆A,混合均匀后制备为浆C(分别按照纤维束1、纤维束2定义为C1、C2),供成纸性能测试使用。
1.3.4 浆C制备流程
浆C的制备流程见图1和图2。
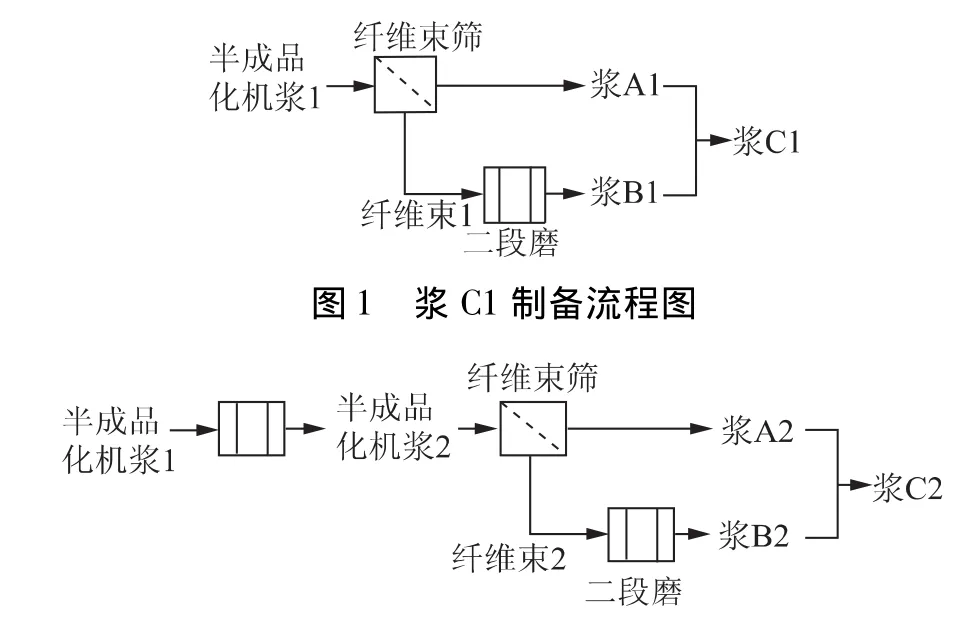
图2 浆C2制备流程图
1.3.5 手抄片的制备及性能检测
取一定量的浆C,在白水循环条件下,利用TAPPI标准抄片器制备手抄片,前5张用于制白水,后5张抄造手抄片,恒温恒湿条件下风干后平衡水分,然后按照国家标准测定手抄片的性能。
2 结果与讨论
2.1 纤维束磨浆能耗
浆B1、浆B2的游离度与二段磨浆能耗的关系如图3所示。由图3可知,随着浆B游离度不断降低,二段磨浆能耗不断升高,但是由于半成品化机浆2游离度较低,筛出的纤维束游离度也较低,所以浆B2二段磨浆能耗较低,但把浆B1和B2磨至游离度100 mL左右时,所需能耗基本相同,均需要很高的能耗。

图3 浆B游离度对二段磨浆能耗的影响
2.2 纤维束磨浆能耗对浆C能耗的影响
浆B1按照41.8%的比例回添至浆A1中,制备浆C1,浆B2按照27.5%的比例回添至浆A2中,制备浆C2,测定浆C游离度,并按照图3能耗值计算浆C能耗,其中浆C2能耗值应加上由半成品化机浆1磨至半成品化机浆2所需的能耗157.5 kWh/t,结果见表2。由表2可以看出,随着浆B游离度的不断降低,无论对浆C1还是浆C2来说,能耗都不断升高,综合图3和表2可以看出,制备浆B2的能耗低于制备浆B1的能耗,但是浆C2的能耗却高于浆C1的能耗,这是由于在对游离度为710 mL的半成品化机浆磨浆至游离度为600 mL时,所消耗的157.5 kWh/t能耗中,有一部分作用于已经得以良好分离的纤维上。这部分作用在良好分离的纤维上所消耗的功,可以被视为无效功,因此,浆C2能耗高于浆C1。

表2 浆C游离度与能耗值

表3 对比浆手抄片性能及磨浆能耗
2.3 对比浆的选择
本实验将出一段高浓磨的半成品化机浆利用高浓磨在25%的浓度下磨浆,筛除纤维束后所得到的浆料作为对比浆,与化机浆的选择性磨浆进行手抄片性能比较。对比浆手抄片性能及磨浆能耗见表3。分析对比表2和表3可以看出,当实施选择性磨浆时,浆B1的游离度为170 mL,所获得浆C1与对比浆游离度基本一致;浆B2的游离度为185 mL时,所获得浆C2与对比浆游离度一致,此时,浆C1的能耗304 kWh/t,浆C2的能耗340 kWh/t,相对于对比浆能耗分别降低了13.1%和2.9%,而与游离度600 mL相比,游离度710 mL时,能耗降低10.6%。
2.4 浆C与对比浆手抄片性能比较
2.4.1 松厚度
浆C1、浆C2与对比浆松厚度变化如图4所示。由图4可以看出,当游离度大于300 mL时,浆C1、浆C2松厚度均大于对比浆松厚度,这是由于组成浆C1和浆C2的浆A1和浆A2都是又粗又长的纤维,有利于松厚度的提高。从图4还可以看出,在游离度相同的情况下,浆C1的松厚度均高于浆C2的松厚度,对浆C1和浆C2松厚度的影响主要有两方面,一是浆A1和浆A2的纤维粗大程度,二是浆A1和浆A2在浆C1和浆C2中所占的比例,浆A1的纤维比浆A2的纤维粗大,浆A2在浆C2中所占的比例较大,由此可见纤维的粗大程度在对松厚度的影响上占据主导地位。另外,当浆C1游离度为305 mL时,其松厚度为3.81 cm3/g,相对于对比浆增加了11.6%;当浆C2游离度为310 mL时,其松厚度为3.57 cm3/g,相对于对比浆增加了4.7%。当一段高浓磨浆后浆游离度为710 mL时,与出浆游离度600 mL相比,浆C1可以获得更好的松厚度,比浆C2的松厚度高6.7%。

图4 手抄片松厚度变化

图5 抗张强度变化
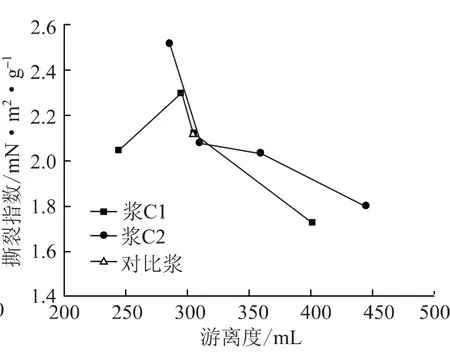
图6 撕裂强度变化

图7 内结合强度变化
2.4.2 抗张强度
浆C1、浆C2与对比浆抗张强度变化如图5所示。由图5可以看出,当游离度低于300 mL时,浆C1、浆C2抗张强度才大于对比浆抗张强度;在游离度相同的情况下,浆C2的抗张强度要高于浆C1的抗张强度。虽然浆C1中添加的细小组分较多,但是由于其中浆A1游离度较大,分丝帚化较少,与细小组分之间难以形成良好的氢键结合,所以浆C1的抗张强度低于浆C2的抗张强度。另外当浆C1的游离度为305 mL时,其抗张指数为13.4 N·m/g,相对于对比浆下降了10.5%;当浆C2游离度为310 mL时,其抗张指数为14.3 N·m/g,相对于对比浆下降了4.2%。一段高浓磨浆后浆游离度为710 mL时,与出浆游离度600 mL相比,浆C2可以获得更好的抗张强度,浆C1比浆C2的抗张指数降低了6.6%。
2.4.3 撕裂强度
浆C1、浆C2与对比浆撕裂强度变化如图6所示。由图6可以看出,当游离度低于300 mL时,浆C1、浆C2撕裂强度才大于对比浆撕裂强度;在游离度相同的情况下,浆C2的撕裂强度基本均高于浆C1的撕裂强度,当游离度接近300 mL时,浆C1、浆C2以及对比浆的撕裂强度基本相当。另外当浆C1的游离度为305 mL时,浆C1的撕裂强度高于对比浆,其撕裂指数为2.12 mN·m2/g,相对于对比浆提高了1.7%;当浆C2游离度为310 mL时,其撕裂指数为2.08 mN·m2/g,与对比浆撕裂强度相当。当一段高浓磨浆后浆游离度为710 mL时,与出浆游离度600 mL相比,浆C1可以获得更好的撕裂强度,浆C1的撕裂指数比浆C2高1.9%。
2.4.4 内结合强度
浆C1、浆C2与对比浆内结合强度变化如图7所示。由图7可以看出,当游离度低于300 mL时,浆C1、浆C2内结合强度才大于对比浆内结合强度;在游离度相同的情况下,浆C2的内结合强度要高于浆C1的内结合强度,这是由于浆C2中的浆A2游离度较低,与细小组分能够形成良好的氢键结合。另外当浆C1的游离度为305 mL时,其内结合强度为43.6 J/m2,相对于对比浆下降了16.8%;当浆 C2游离度为310 mL时,其内结合强度为45.9 J/m2,相对于对比浆下降了12.4%。一段高浓磨浆后浆游离度为710 mL时,与游离度600 mL相比,浆C2可以获得更好的内结合强度,浆C1比浆C2内结合强度降低了4.9%。
3 结论
3.1 与对比浆 (游离度310 mL)相比,利用化机浆的选择性磨浆,当半成品化机浆游离度为710 mL,且选择性磨浆所制备的化机浆与对比浆的游离度基本一致时,可以使化机浆生产过程的能耗降低13.1%,此时松厚度提高11.6%,撕裂指数升高1.7%,但抗张指数降低10.5%,内结合强度降低16.8%;当半成品化机浆游离度为600 mL,且选择性磨浆所制备的化机浆与对比浆的游离度基本一致时,能耗值降低2.9%,此时松厚度提高4.7%,撕裂强度相当,但抗张指数降低4.2%,内结合强度降低12.4%。
3.2 通过一段高浓磨出浆的游离度对实施化机浆的选择性磨浆的影响可以看出,一段高浓磨浆后浆游离度710 mL时,有利于磨浆能耗的降低,与游离度600 mL相比,能耗降低10.6%,此时松厚度和撕裂指数分别提高6.7%和1.9%,而抗张指数和内结合强度分别降低了6.6%和4.9%。
[1] Höglund H.Mechanical pulp fibres for new and improved paper grades[C]//7thInternational Conference On New Available Technologies,Stockholm,Sweden,2002.
[2] ZHANG Mei-yun,DONG He-bin,WANG Jian.Effect of the Ration of High and Low Freeness High Yield Pulps on the Properties of the Papers Made of the Mixed Pulps[J].China Pulp & Paper,2011,30(1):1.张美云,董和滨,王 建.高低游离度化机浆配抄对成纸性能的影响[J].中国造纸,2011,30(1):1.
[3] Ferluc,Alexandre,Lanouette,et al.Optimum refining of TMP pulp by fractionation after the first refining stage.Retrieved September 5,2013.URL:http://www.tappi.org/content/events/07impc/07impc16.pdf.
[4] Ferluc A,Lanouette R,Bousquet J P,et al.Optimization of TMP process and pulp quality by means of primary pulp fractionation[C]//PAPTAC 94thAnnual Meeting,Montreal,Canada,2008.
[5] Zha Q,Lanouette R,Law K N,et al.Refining of long fibre fractions after fractionation[C]//PAPTAC 94thAnnual Meeting,Montreal,Canada,2008.
[6] Lin Youfeng,Robert Lanouette.Optimization of selective refining of sulfonated long fibres from Jack pine:refining energy and pulp properties[J].Paper Week Canada,2011:12. CPP
猜你喜欢
石材(2022年2期)2022-05-25
石材(2022年1期)2022-05-23
科学技术创新(2022年15期)2022-05-18
造纸信息(2021年12期)2021-09-08
生活用纸(2021年4期)2021-01-11
食品界(2020年4期)2020-05-03
中国造纸学报(2017年3期)2017-10-13
中国造纸(2017年8期)2017-09-15
科学与财富(2017年18期)2017-07-09
中国造纸(2015年7期)2015-12-16
