立式氟化反应器投料气固比的优化
2014-08-08 08:24:28李振峰张慧忠张振兴
原子能科学技术 2014年8期
李振峰,张慧忠,张振兴
(中核四〇四有限公司 第一分公司,甘肃 兰州 732850)
UF6是唯一的一种既稳定又具有高度挥发性的铀化合物,一直被用作同位素分离厂的供料。生产UF6的核心设备为氟化反应器。目前,国外广泛使用的氟化反应器主要有火焰炉反应器和流化床反应器[1-3]。火焰炉反应器是美国联合碳化物公司于1950年开发的连续氟化塔式反应器,它是由精制UF4生产UF6的一种高效氟化反应器;流化床反应器对UF4的物性具有更强的适应性,因而成为氟化粗制UF4较为理想的反应器。我国于20世纪70年代初研制成功立式氟化反应器,它兼容了火焰炉反应器和流化床反应器的某些特点。
由中核新能核工业工程有限责任公司(原核工业第七研究设计院)设计,在中核四〇四有限公司(原中核集团四〇四厂)投资建设的铀转化新厂已投产运行逾5年[4-5],其氟化反应器设计生产能力为250 kgU/h。该厂是以核纯级二氧化铀(UO2)为原料生产天然UF6,生产规模为3 000 tU/a。
氟化反应过程中,电流与UF4进料速率比称为气固比。为提高250 kgU/h立式氟化反应器的生产效率,需通过生产试验确定最佳气固比范围。若气固比过小,F2会欠量,氟化反应不能正常进行;反之,则会造成F2浪费,同时增加后序生产系统的负担。目前,对氟化反应过程中投料气固比的系统研究尚未见文献报道。
本文首先从理论上计算气固比与F2过剩量的关系,再在此基础上进行最佳气固比试验和考核验证。
1 气固比与F2过剩量关系的理论计算
1.1 计算条件
根据250 kgU/h立式氟化反应器的实际运行工况及生产经验,拟定以下相关计算条件:制氟电流,90 kA;电流效率,90%;F2中夹带的HF的体积分数,5%;系统N2流量,7 m3/h;UF4物料中氟化铀酰(UO2F2)的质量分数,5.5%;UF4物料中UO2的质量分数,0.5%。
氟化反应器内与F2消耗有关的反应方程式如下:

(1)
(2)
(3)
1.2 理论计算
首先计算电解产生的F2量及F2中夹带的HF量。根据Faraday(法拉第)电解定律[6]有:
Q=znF
(4)
式中:Q为电量,C;z为电极反应中电子转移的计量系数;n为电极析出物质的量,mol;F为Faraday常数,96 484.5 C/mol。
根据电流强度的定义,有:
Q=It
(5)
式中:I为电流强度,A;t为时间,s。
由式(4)、(5)可得:
(6)
考虑电流效率η,则有:
η
(7)
电解制氟的阳极反应式为:

(8)
由式(8)可得z=2。
根据以上过程可得:电解产生的F2量为1 511.124 mol/h;F2中夹带的HF量为79.533 mol/h。
当气固比为205 A·h/kg时,UF4进料速率为439.024 kg/h,其中,UO2F2进料速率为24.146 kg/h,即78.396 mol/h;UO2进料速率为2.195 kg/h,即8.130 mol/h;纯UF4进料速率为412.683 kg/h,即1 314.277 mol/h。
则与纯UF4反应的F2量为1 314.277 mol/h,相应生成的UF6量为1 314.277 mol/h;与UO2F2反应的F2量为156.792 mol/h,相应生成的UF6量为78.396 mol/h,生成的O2量为78.396 mol/h;与UO2反应的F2量为24.390 mol/h,相应生成的UF6量为8.130 mol/h,生成的O2量为8.130 mol/h。
根据以上数据可知:氟化反应消耗的F2总量为1 495.459 mol/h;生成的UF6总量为1 400.803 mol/h;生成的O2总量为86.526 mol/h;反应后剩余的F2量为15.665 mol/h。
至此可得到反应后炉气成分:UF6为1 400.803 mol/h;F2为15.665 mol/h;O2为86.526 mol/h;N2为312.500 mol/h;HF为79.533 mol/h;炉气总量为1 895.027 mol/h。
由此计算出的气固比为205 A·h/kg及其他气固比时炉气中各组分的质量分数列于表1。
从表1可知,当气固比≥203 A·h/kg时,已有足够的F2进行氟化反应(F2过剩量≥0.06%);当气固比<205 A·h/kg时,F2过剩量<1.04%,考虑到UF4进料的不均匀性,立式氟化反应器成渣率会较高,甚至氟化反应不能正常进行;而当气固比>210 A·h/kg时,F2过剩量>3.39%,F2过量太多,造成严重浪费,不利于生产线的经济运行。而且,随着气固比的增大,炉气中UF6的体积分数逐渐降低,F2的体积分数逐渐升高,不利于后续冷凝液化工序产品的接收,同时增加了尾气处理系统负担。为此,拟将气固比控制在205~210 A·h/kg范围内。
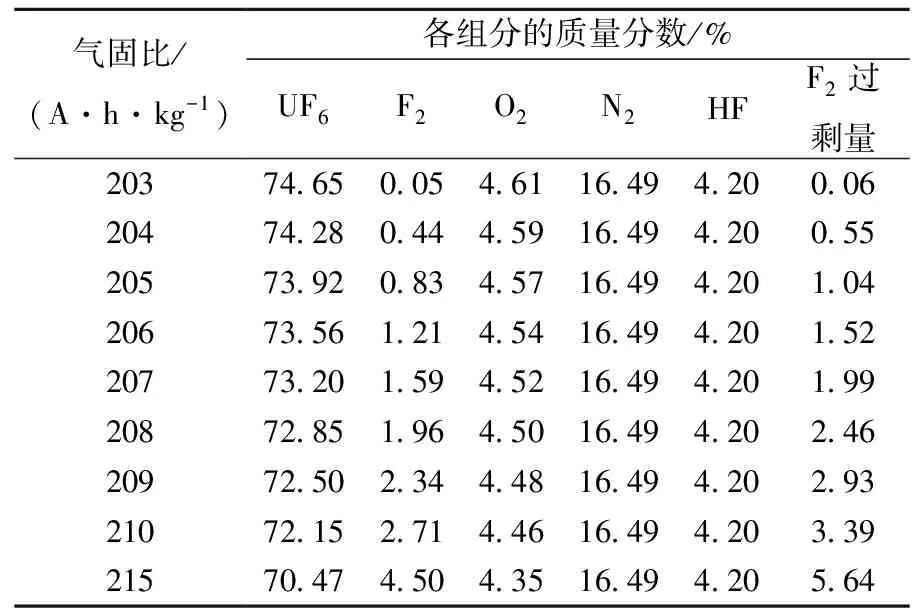
表1 90 kA电流时不同气固比下炉气中各组分的质量分数
2 最佳气固比试验
根据理论计算结果,将气固比控制在205~210 A·h/kg进行生产试验。生产试验持续3 d,制氟电流稳定于90 kA。试验期间相关参数的变动列于表2。
3 d试验共投入31 299.6 kg UF4,期间72 h全部为有效运行时间,平均投料速率为434.7 kg/h,平均气固比为207.0 A·h/kg。试验期间,立式氟化反应器工作正常,各项参数稳定,证明气固比控制在205~210 A·h/kg范围内是可行的,同时也说明以往气固比控制范围(200~220A·h/kg)太大,控制均值(平均值约为210 A·h/kg)偏高,不经济。根据表1,将气固比由210 A·h/kg调低至207 A·h/kg,F2利用效率可提高1.40%。
在生产试验的基础上,在气固比控制范围为205~210 A·h/kg条件下,对立式氟化反应器进行了1个生产周期的生产考核验证。期间,立式氟化反应器连续稳定运行53 d,在前期生产周期(≤40 d)的基础上创造了连续稳定运行天数的新纪录;立式氟化反应器成渣率为0.12%,较前期成渣率(0.15%~0.20%)下降20%以上。
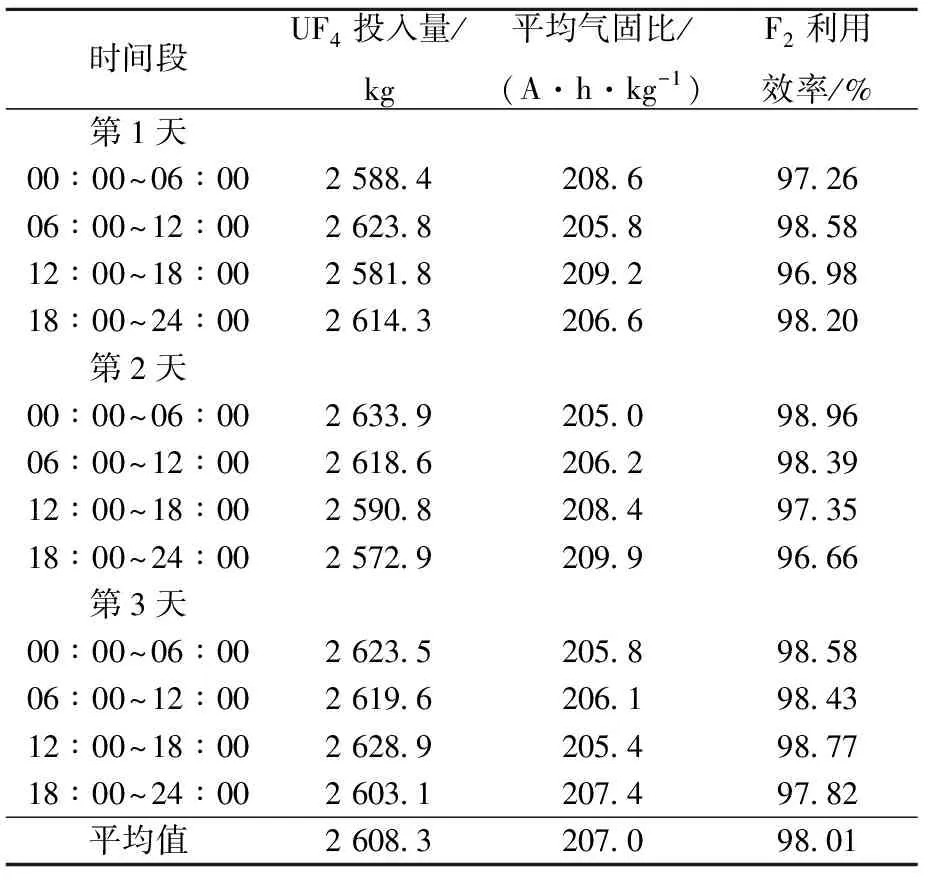
表2 试验期间参数的变动
3 结论
经理论计算及生产考核验证,立式氟化反应器的最佳投料气固比控制范围为205~210 A·h/kg,此范围内能实现立式氟化反应器的长期连续稳定运行;立式氟化反应器气固比控制范围由前期生产确定的200~220 A·h/kg调整优化为205~210 A·h/kg后,F2利用效率提高1%以上,成渣率下降20%以上,经济效益明显。
参考文献:
[1] 许贺卿. 铀化合物转化工艺学[M]. 北京:原子能出版社,1994:212-250.
[2] 沈朝纯,沈天荣. 铀及其化合物的化学与工艺学[M]. 北京:原子能出版社,1991:239-305.
[3] 加尔金 H Π,马依奥洛夫 A A,维里亚京 Y Д,等. 铀氟化物的化学及工艺学[M]. 严氡,江南,苏杭,译. 北京:中国工业出版社,1965:107-140.
[4] 李振峰,张慧忠,刘宾,等. 中温电解槽循环水系统的改进研究[R]∥中国核科学技术进展报告:第2卷:核化工分卷. 北京:原子能出版社,2012:1-5.
[5] 张振兴,李英锋,李振峰,等. 六氟化铀冷凝接收系统改进研究[R]∥中国核科学技术进展报告:第2卷:核化工分卷. 北京:原子能出版社,2012:24-30.
[6] 傅献彩,沈文霞,姚天扬,等. 物理化学:下册[M]. 5版. 北京:高等教育出版社,2006:4-7.
猜你喜欢
科学家(2022年3期)2022-04-11 23:55:49
云南化工(2021年6期)2021-12-21 07:31:18
森林工程(2018年3期)2018-06-26 03:41:04
纯碱工业(2017年2期)2017-04-20 02:57:21
橡塑技术与装备(2016年14期)2016-02-24 22:23:19
中国卫生标准管理(2015年17期)2016-01-20 09:26:44
上海金属(2015年3期)2015-11-29 01:10:04
中国当代医药(2015年9期)2015-03-01 02:02:03
中国塑料(2014年12期)2014-10-17 02:49:41
纯碱工业(2013年1期)2013-09-15 04:31:56