类柔性形状沉积制造系统构成设备的结构特性*
2014-07-18 11:56冯培锋王公海王大镇龚志坚
组合机床与自动化加工技术 2014年4期
冯培锋,王公海,王大镇,龚志坚
(集美大学 机械与能源工程学院,厦门 361021)
类柔性形状沉积制造系统构成设备的结构特性*
冯培锋,王公海,王大镇,龚志坚
(集美大学 机械与能源工程学院,厦门 361021)
基于类柔性形状沉积制造系统的概念,把形状沉积制造各工序看作独立制造单元,通过工件物流系统把各制造单元有机地联系起来。在提出的类柔性形状沉积制造系统总体结构的基础上,详细讨论了材料沉积构成设备和工件物流装置在该系统中应具有的结构特点及工作方式,并描述了它们的工作过程。这些研究为形成具体的类柔性形状沉积制造系统奠定了基础。
类柔性形状沉积制造系统;结构特性;工件物流
0 引言
形状沉积制造技术[1-9]是把材料沉积与机械切削两种技术进行结合,充分吸取材料沉积技术的制造速度快与机械切削的零件表面加工精度高的优点。柔性制造技术[10-12]在组成设备、加工过程、生产能力、扩展性等方面都具有柔性化特点。将柔性制造技术的思想及相关技术应用在形状沉积制造中,产生了类柔性形状沉积制造系统的概念。这一概念的提出旨在使形状沉积制造技术具有材料沉积范围广、制造过程柔性化与自动化特性。
类柔性形状沉积制造系统包括四个部分,即材料沉积、材料去除、去应力处理和清洗。基本工作过程是:分层软件根据零件形状特性及相关算法对其进行分层,控制系统把分层信息转化成相应程序传递给各设备,沉积设备得到这些信息之后,依靠自身的控制系统与执行机构进行沉积;沉积完一层后,沉积工件转移到材料去除设备的加工平台上,材料去除设备根据相应数控程序对沉积工件进行材料去除;如果是金属零件,则把沉积工件转移到应力消除设备中,去除沉积工件的层间内应力;接着沉积工件被转移到清洗设备中,对沉积层进行清洗,去除杂屑与污物;清洗完后,沉积工件又回到沉积设备中,进行下次沉积。经过反复多次这种循环过程,最终即可得到所需的沉积工件。
基于上述的类柔性形状沉积制造系统中沉积工件的转移路径,本文将探讨各工序中构成设备应具有的结构形式及沉积工件的输送与装夹定位装置的结构,以期使沉积工件能够便捷而柔性的在各工序之间进行转换与加工。
1 类柔性形状沉积制造系统的总体结构特性
图1所示的是类柔性形状沉积制造系统的总体结构示意图。沉积站中的调度装置将沉积设备8调入到指定位置,此时沉积设备8将进行材料沉积,并与材料去除设备、应力消除设备、清洗设备及工件输送装置一起构成了一个柔性制造系统,增加了形状沉积制造工艺的制造范围,实现了类柔性形状沉积制造系统中加工设备的柔性化。工件输送小车在平行导轨上来回移动,并可根据上位机的指令在指定位置上停止。连接导轨用来连接工件输送小车与各制造设备,在对应推拉装置的作用下将工件输送小车上的沉积工件送至相关制造设备的工作台上,工作台上的夹具系统将对进入的沉积工件进行定位装夹,并进行相应加工。沉积设备、材料去除设备、应力消除设备、清洗设备在导轨两侧交叉布置,以减少工件输送的距离。

图1 类柔性形状沉积制造系统总体结构示意图
2 材料沉积相关构成设备的结构特性
2.1 材料沉积设备的结构特性
如图2a所示的是类柔性形状沉积制造系统中材料沉积设备的底部安装接口示意图。材料沉积设备通过底座接口固定在沉积站调度系统中的沉积设备安装接口上,调度装置通过搬运及固定沉积设备安装接口,将用于进行形状沉积制造的沉积设备调度到固定平台上,并进行定位夹紧。沉积时,沉积头沿Z向上下移动,工作台沿X,Y向移动即可沉积出三维零件。
如图2b所示的类柔性形状沉积制造系统中材料沉积设备背面电气接口的连接示意图。材料沉积设备的电气接口固定在沉积设备安装接口的中转接口上,中转接口的另一端与固定平台的外接电气接口对接,从而使沉积设备获得电源,并能够与上位机进行通讯。

(a)底部安装接口

(b)背面电气接口
图3所示的是材料沉积设备中的夹具示意图,夹具的作用是对托盘进行装夹定位。采用装夹精度高的液压夹具来保证托盘每次进入到沉积设备中的位置精度。夹具通过固定孔固定在沉积设备的工作台上,夹具上的两条平行导轨既作为托盘的移动轨迹,同时也作为X向的定位,夹具上的两个定位块用来进行Y向定位,用具有旋转90°与直线压紧功能的旋转油缸进行夹紧,从而实现了对托盘的高精度、自动化装夹固定。

图3 材料沉积设备中的夹具示意图
2.2 材料去除设备的结构特性
类柔性形状沉积制造系统中的材料去除依赖于沉积工件的零件形状及分层,每层的加工厚度及截面形状的不同将导致切削轨迹复杂,因此材料去除设备采用立式铣削CNC机床。用于形状沉积制造中的立式铣削加工中心有三轴与五轴两种,五轴立式铣削CNC较三轴多了绕X轴旋转与绕Z轴旋转的两轴。三轴立式铣削CNC只能用于形状规整的沉积工件的材料去除,五轴立式铣削CNC则能进行复杂形状的沉积工件的材料去除,加工范围更广。夹具采用沉积设备中的液压夹具,如图3所示。
2.3 辅助设备的结构特性

(a)应力消除设备
(b)清洗设备
应力消除设备的结构特性 材料在沉积过程中产生的内应力通过喷丸强化[13-15]的方法进行消除。如图4a所示的是类柔性形状沉积制造系统中应力消除设备工作仓结构特性示意图,用于喷丸的喷枪连接在电动推杆上,在竖向电动推杆的推动下,喷枪可沿Z轴上下移动,斜向电动推杆可以推动喷枪摆动,滑块带动喷枪可以沿导轨Y向移动,即喷枪可以做Y向、Z向移动及摆动。同时工作台可以沿Z轴旋转,因此喷枪可以对沉积工件的平面及斜面进行喷丸去应力处理。
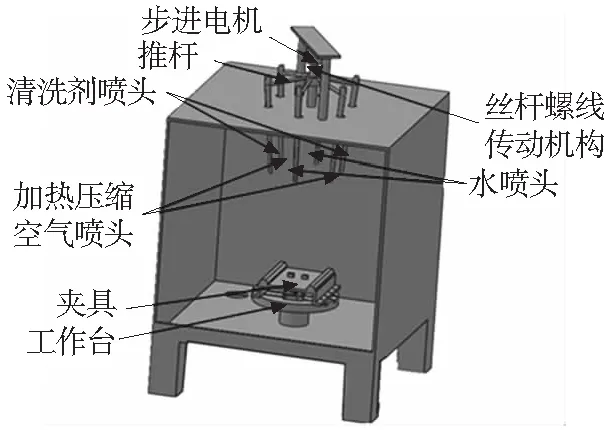
清洗设备的结构特性 如图4b所示的是类柔性形状沉积制造系统中清洗设备工作仓结构特性示意图。工作仓中有三组喷头,清洗剂喷头[16-17]用于喷洒清洗剂,其作用是进一步清洗材料去除过程中由于使用乳化型与半合成型水溶性切削液所产生的油脂,水喷头喷洒清水作进一步的冲洗,加热压缩空气喷头喷洒压缩热空气吹干沉积工件表面。步进电机连接丝杆螺母传动机构,螺母与各喷头通过推杆连接。步进电机带动丝杆转动,螺母则做相应的Z向上下移动,通过连杆把这种直线移动转化成喷头的小幅度摆动,同时工作台沿Z轴转动,即可保证工件每个部位都能被清洗到。
去应力设备与清洗设备中工作台上的夹具类似采用图3所示的沉积设备夹具,只需要把旋转油缸改为旋转气缸,因为在这两种设备中,其装夹精度相对较低。由于这两种设备的工作台是旋转式,故旋转气缸的气管接头需要采用旋转接头连接。
类柔性形状沉积制造系统中的材料沉积设备、材料去除设备及辅助设备还应具有以下结构形式:①各设备工作仓的仓门要设计成推拉式,且要自动化开闭。用控制器控制电动推杆动作的方式推动仓门进行直线往复移动来实现仓门开闭;②各设备中的电气控制系统与上位机总控制系统之间要有对接通讯接口,以便接收相关指令和反馈结果。
3 工件物流装置的结构特性
3.1 工件输送小车及托盘的结构
如图5所示的是类柔性形状沉积制造系统中工件输送小车及托盘。图5a所示的是它们的装配图,托盘在小车上可以沿导轨Y向移动,并依靠导轨可以进行X向定位,以保证托盘在小车移动时的定位。工件输送小车采用电驱式,由外接电源供电。托盘上的把手用于推拉装置的搬运,图5b中定位横杆的作用是与图3夹具上的挡块配合实现Y向的定位。
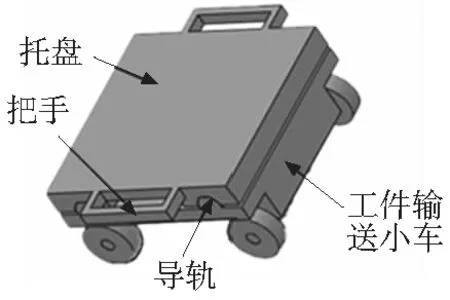
(a)工件输送小车及托盘装配图
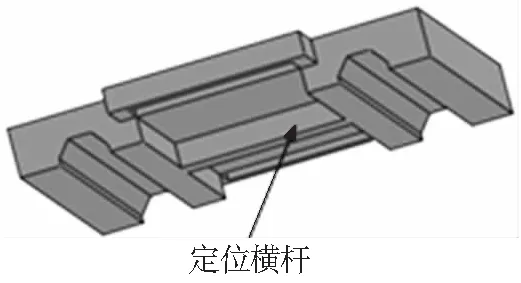
(b)托盘底部示意图图5 工件输送小车及托盘
3.2 连接导轨的结构
如图6所示的是类柔性形状沉积制造系统中连接导轨示意图,旋转油缸的活塞杆端部与连接导轨相连,利用旋转油缸的旋转90°与直线升降功能来使连接导轨转动90°来连接输送小车与对应加工设备的工作台。

图6 连接导轨示意图

图7 推拉装置示意图
3.3 推拉装置的结构
如图7所示的是类柔性形状沉积制造系统中推拉装置示意图,推拉头在电动推杆的带动下勾住图5b托盘上的把手,推拉油缸推动托盘在连接导轨上移动。
3.4 工件输送及装夹定位的工作过程
如图8所示的是类柔性形状沉积制造系统的工件输送与装夹装置组装示意图。以材料沉积设备为例,在上位机的指令下,材料沉积设备的仓门打开,工件输送小车带着托盘沿导轨移动到沉积设备处,通过位置传感器使小车停止在推拉装置处;同时图6中的连接导轨上升并旋转90°,使连接导轨连接托盘与沉积设备中工作台上的夹具;图7中推拉装置的推拉头下移进入到托盘的把手内,推拉油缸推动托盘,通过连接导轨进入到夹具上;图3所示的夹具中的旋转油缸旋转90°并直线压紧托盘,此时托盘即可固定在加工设备的工作台上。固定后,图6中的旋转油缸反转90°并下降即可收起连接导轨,然后关闭仓门,进行材料沉积。沉积完一层后,仓门打开,连接导轨上升并旋转90°,同时夹具松开,推拉装置移动到材料沉积设备的工作仓中的托盘把手处,拉回托盘到输送小车上,然后推拉装置的推拉头上移离开托盘把手,输送小车根据上位机的指令,带着工件移动到下一个加工设备中,其输送与装夹定位与之相同。在整个输送系统中,托盘可以根据实际需要在各工序之间随机转换。
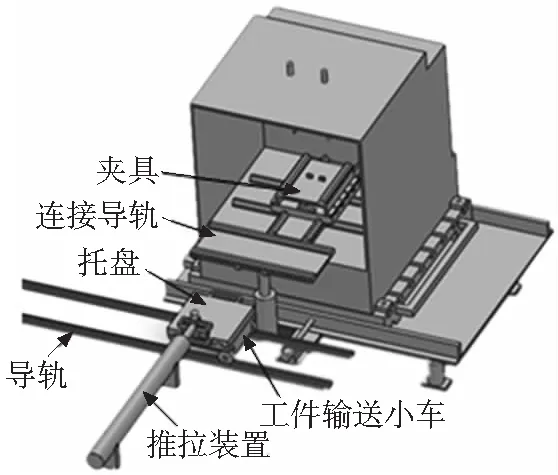
图8 工件输送与装夹装置结构示意图
4 结论
基于“类柔性形状沉积制造”的概念,材料沉积设备和工件物流系统的结构是类柔性形状沉积制造系统的核心组成部分。本文针对这一部分,提出了该系统总体结构布局采用加工设备交叉分布于工件输送小车两侧的方式,以缩短沉积工件在各工序之间的输送时间。所给出的输送、装夹及定位装置实现了类柔性形状沉积制造系统的加工过程的柔性化,并根据沉积工件的输送及装夹定位的特点设计出了与之匹配的加工设备中工作台、夹具及加工仓内的结构。这一研究成果进一步的具体化了“类柔性沉积制造”的概念,并为接下来的类柔性形状沉积制造系统控制系统的研究打下了基础。
[1] Merz, R. ,Prinz, F.B. ,Ramaswami,et al.Shape Deposition Manufacturing. Proceedings of the Solid Freeform Fabrication Symposium.The University of Texas at Austin,1994(8):8-10.
[2] Lanzetta,M. Cutkosky,M.R..Shape deposition manufacturing of biologically inspired hierarchical microstructures.CIRP Annals-Manufacturing Technology,2008,57(1):231-234.
[3] K. P. Karunakaran,S. Suryakumar,Vishal Pushpa.Retrofitment of a CNC machine for hybrid layered manufacturing.Int J Adv Manufacturing Technology,2009(45):690-703.
[4] 冯培锋,龚志坚,王大镇.形状沉积制造及其发展[J].组合机床与自动化加工技术,2010(8):67-70.
[5] 闫占功,林峰,齐海波,等.直接金属快速成型制造技术综述[J].机械工程学报,2005, 4(11):1-7.
[6] 王霏,江开勇,项昱晖.分段沉积/雕铣成形零件材料自动注射装置[J].制造技术与机床,2006(3): 41-44.
[7] 王霏,江开勇,黄常标.分段堆积/雕铣成形支撑材料自动挤出装置设计[J].机床与液压,2006(3):41-44.
[8] 张美琴,肖树才,张扬龙,等.分段沉积/雕铣成形的工艺规划研究[J].现代制造工程,2007(3):78-30.
[9] 冯培锋,陈扼西,王仲仁.形状沉积制造及其应用[J].制造技术与机床,2003(7):37-40.
[10] 刘延林,陈心昭.柔性制造自动化概论[M] .武汉:华中科技大学出版社,2001.
[11] 徐杜,蒋永平,张宪民.柔性制造系统原理与实践[M].北京:机械工业出版社,2001
[12] 辛宗生,魏国丰.自动化制造系统[M].北京:北京大学出版社,2012.
[13] 王强.金属零件的喷丸强化技术[J].金属加工(热加工),2012(7):13-14.
[14] 李慕勤,李俊刚,吕迎,等.材料表面工程技术[M].北京:化学工业出版社,2010.
[15] 孙希泰,等.材料表面强化技术[M].北京:化学工业出版社,2005.
[16] 王金玲,郭靖,蔡锦波.谈切削液的使用及其对品质与成本的影响[J].汽车齿轮,2011(3):41-45.
[17] 余存烨.工业清洗剂的选用及除污机理[J].清洗世界,2008,24(1):28-34.
(编辑 赵蓉)
Structural Characteristics of Equipments for FMS-like Shape Deposition Manufacturing System
FENG Pei-feng, WANG Gong-hai, WANG Da-zhen, GONG Zhi-jian
(College of Mechanical and Energy Engineering, Jimei University, Xiamen 361021, China)
Based on the idea of FMS-like shape deposition manufacturing system, taking each process of shape deposition manufacturing as an independent manufacturing unit, the equipments in each unit are linked together by workpieces logistics. On the basis of the presented general structure of FMS-like shape deposition manufacturing system, the structural characteristics and operations of the component equipments related with materials deposition and the devices related with workpieces logistics were elucidated in details with their working processes described. Those studies laid the foundation for forming a practical FMS-like shape deposition manufacturing system.
FMS-like shape deposition manufacturing system; Structural characteristics; workpieces logistics
1001-2265(2014)04-0116-03
10.13462/j.cnki.mmtamt.2014.04.031
2013-08-13
福建省自然科学基金计划资助项目(2012J01226)
冯培锋(1959—),男,山东东阿人,集美大学教授,博士,研究方向为快速成型,(E-mail)pffeng@163.com。
TH166;TG65
A
猜你喜欢
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26
中学生理科应试(2021年10期)2021-12-07
哈尔滨轴承(2021年4期)2021-03-08
中国特种设备安全(2019年7期)2019-09-10
新世纪智能(英语备考)(2018年11期)2018-12-29
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
小天使·五年级语数英综合(2016年12期)2016-12-09
制造技术与机床(2015年10期)2015-04-09
组合机床与自动化加工技术(2014年12期)2014-03-01