液膜阻尼应用于深孔钻削颤振控制的理论研究*
2014-07-18 11:56:18李耀明段晓奎
组合机床与自动化加工技术 2014年4期
李耀明,段晓奎
(1.中北大学 机械与动力工程学院, 太原 030051;2.山西省深孔加工工程技术研究中心, 太原 030051)
液膜阻尼应用于深孔钻削颤振控制的理论研究*
李耀明1,2,段晓奎1,2
(1.中北大学 机械与动力工程学院, 太原 030051;2.山西省深孔加工工程技术研究中心, 太原 030051)
基于液膜阻尼的工作原理,设计了一套液膜阻尼器,用于抑制深孔机床钻削颤振。通过对钻削系统瞬时动态钻削力的推导和动力学模型的分析,得出了安装液膜阻尼器后系统的动力学方程。最后通过MATLAB仿真,对比振动时域图,表明液膜阻尼减振器能有效的抑制深孔机床的钻削颤振。
液膜阻尼;钻削颤振;MATLAB
0 引言
金属切削加工时,在工件和刀具之间常常发生强烈的相对振动,这种现象称为颤振。钻削颤振是“机床—刀具—工件”之间构成的闭环切削系统的动态不稳定现象,属于自激振动。钻削颤振在深孔加工过程中会产生一系列不良影响[1],主要表现为:①影响加工孔的表面质量;②影响生产效率;③影响刀具寿命,降低刀具的耐用度;④颤振会产生极大的噪声,污染工作环境,危害操作者的健康。所以,研究如何减小、甚至消除深孔加工中的颤振是十分必要的。
液膜阻尼技术是从20世纪70年代开始发展起来的一门阻尼减振技术,跟新兴的智能材料电流变液[3-4]和磁流变液[5]相比较,具有结构简单、零件少、重量轻、稳定性高、减振性能良好等优点,得到了广泛的应用。尤其在孔的精镗[6]和精磨[7-8]方面取得了不错的效果。但是,由于深孔加工的封闭性和特殊性,液膜阻尼的应用和研究进展缓慢。
针对深孔加工过程中存在的问题,作者提出在钻杆处采用液膜阻尼技术,来消耗钻削过程中钻杆发生颤振时产生的能量,从而达到抑振的效果。
1 液膜阻尼的工作原理
液膜阻尼系统的工作原理图如图1所示。从注入孔向阻尼套和钻杆之间的间隙内注入液体,让间隙充满液体。在深孔加工过程中,当钻杆发生径向振动时,形成间隙的两个表面相互接近,挤压间隙内的液体,从而形成挤压液膜。形成的挤压液膜会产生阻碍阻尼器间隙变化的阻尼力。这种阻尼力的实质[9]是纯液体摩擦,它能够消耗钻杆产生的振动能量,减小其振动振幅,从而改善系统的动态性能,提高孔的加工质量。

图1 液膜阻尼工作原理图
2 液膜阻尼器在抑制深孔钻削颤振中的应用
结合液膜阻尼的工作原理和实际加工的条件,设计了应用于深孔加工中的液膜阻尼器,结构如图2所示。

1.钻头 2.钻杆 3.端盖 4.防尘圈 5.斯特封 6.o型圈 7.中心支撑 8.密封圈 9.阻尼套 10.阻尼液
图2 液膜阻尼器原理图
阻尼套内表面与钻杆外表面形成间隙,间隙内充满液体;阻尼套外部与支撑架相连,防止阻尼器移动。阻尼器两端采用斯特封密封,同时外侧使用防尘圈,起防尘和密封的作用。径向采取O型圈密封,外侧涂抹密封胶,防止液体外泄。当钻杆发生颤振时,通过液膜阻尼产生的阻尼力来达到减振目的。图3所示为液膜阻尼器在深孔机床上的位置。
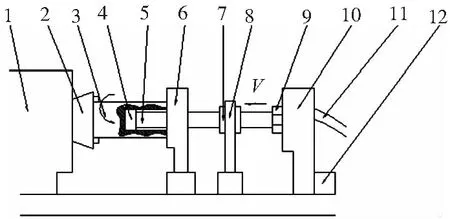
1.主轴箱 2.工件夹具 3.工件 4.钻头 5.钻杆 6.输油器 7.液膜阻尼器 8.中心支撑 9.钻杆夹头 10.钻杆主轴箱 11.排屑口 12.排屑箱
图3 液膜阻尼器安装示意图
3 钻削颤振产生机理及系统动力学模型分析
3.1 颤振产生机理和瞬时切削力的推导
钻削过程中,刀具总会重复切到前一次切削过的表面,由于材质及存在硬质点的问题,刀具在切削到前一次表面留下的振纹时,由于切削厚度的变化,刀具的切削力和振动位移的相位差会产生相应的变化,从而形成颤振[10]。如图4所示。

图4 相邻的切削轨迹图
图中x(t0)和x(t)分别为上一次和这一次刀具的切削轨迹。y0为两次切削轨迹展开之后的距离,瞬时切削厚度用y(t)表示。
假设:
x(t)=Acosωt
(1)
式中:ω为振动频率。
假设工件的回转周期为T,则在x方向上,上一次的切削厚度为:
x(t0)=x(t-T)-y0=Acos(ωt-φ)-y0
(2)
式中:φ=Tω,表示为相邻切削轨迹的相位差。
瞬时切削厚度y(t)为:
y(t)=x(t)-x(t0)=Acosωt-Acos(ωt-φ)+y0
(3)
又:

(4)
(5)
则t时刻的动态切削力为:

(6)
式中:b:切削宽度,单位:mm;
kd:切削宽度系数,单位:N/mm;
3.2 系统动力学模型分析
深孔机床上安装液膜阻尼减振器后,系统的动力学模型如图5所示。
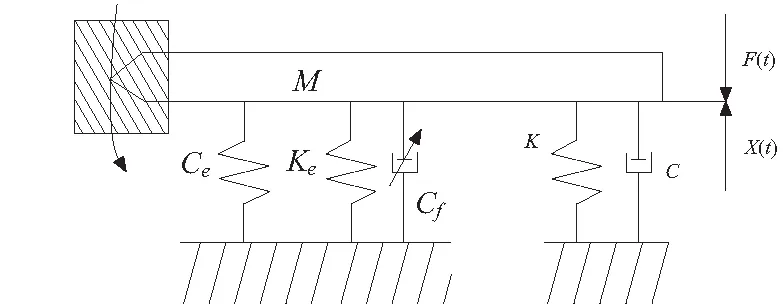
图5 动力学模型
系统的动力学方程可表达为:
(7)
将式(6)代入式(7)中。可得:
+[k+ke+bkd(1-cosφ)]x(t)=0
(8)
式中:c:机床的等效阻尼系数;
ce:液膜的粘度系数;
cf:阻尼器的等效阻尼系数;
k:机床的等效刚度;
ke:阻尼器的等效刚度;
分析运动方程(8)可知:系统的阻尼系数和刚度系数有三部分构成:①机床内在的等效阻尼和刚度;②液膜阻尼器的等效阻尼和刚度;③由再生颤振引起的钻削过程中的等效阻尼和刚度。其中ce相对于其他阻尼系数可忽略不计。且钻削系统的阻尼系数随着液膜阻尼器的阻尼系数变化。
4 MATLAB仿真与分析
利用现有的数值、实验测定的数值和MATLAB软件求解系统动力学方程,可得系统的振动时域图,如图6所示。横轴代表时间,单位ms;纵轴代表振幅,单位mm;
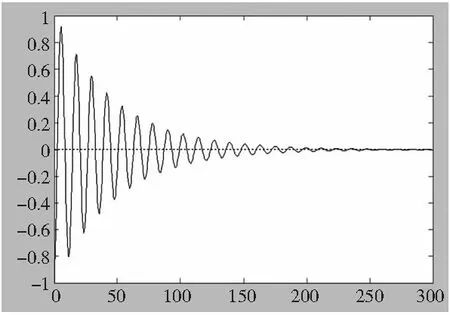
(a)未安装减振器
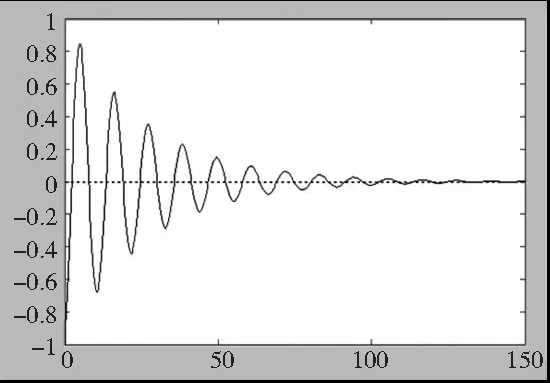
(b)安装减振器
从图中可以看出:安装液膜阻尼减振器之后,机床的振动比没有安装减振器的振动要平缓得多,而且趋于平稳所需的时间也大大减少。这就说明液膜阻尼减振器对于抑制机床的颤振有良好的效果。
5 结束语
(1)根据液膜阻尼的工作原理,设计了液膜阻尼减振器,用来抑制深孔机床在加工过程中产生的钻削
颤振。对于液膜阻尼在抑制深孔加工机床颤振方面的设计和应用研究工作有一定的参考价值。
(2)将液膜阻尼减振器安装在深孔机床上,推导出了瞬时动态钻削力并对整个系统进行了动力学模型的建立和分析。最后,通过MATLAB仿真表明液膜阻尼减振器能很好地抑制钻削颤振。
[1] 王峻.现代深孔加工技术[M].哈尔滨:哈尔滨工业大学出版社,2005.
[2] 吕海波.基于智能材料和结构的切削颤振在线控制[D].兰州:兰州理工大学,2006.
[3] 赵如意,关世玺.电流变液减振器在抑制深孔切削颤振上的研究[J].制造技术与机床,2010(10):73-76.
[4] 胡耀斌,张春良.基于ERF的切削颤振控制建模与仿真的研究[J].制造技术与机床,2010(6):61-65,68.
[5] 孔天荣,梅德庆,陈子辰.磁流变智能镗杆的切削颤振抑制机理研究[J].浙江大学学报,2008,42(6):1005-1009.
[6] 赵永成,马飞,闫长罡,等.精镗孔时液膜阻尼减振效果的研究[J].中国机械工程,2002,13(21):1827-1829.
[7] 于天彪,巩亚东,江早,等.挤压液膜阻尼在精密孔磨削中的应用[J].机械工程学报,2003(12):114-117.
[8] 于天彪,江早,巩亚东,等.精密孔挤压液膜阻尼器减振效果研究[J].东北大学学报,2002,23(11):1052-1055.
[9] 邵强.精镗孔液膜阻尼技术研究[D].大连:大连铁道学院,2001.
[10]袁忠于.深孔钻削加工的振动分析及仿真[D].兰州:兰州理工大学,2005.
(编辑 赵蓉)
Research on Deep Hole Drilling Chatter Control Based on Film Damper
LI Yao-ming1,2,DUAN Xiao-kui1,2
(1.School of Mechanical and Power Engineering, North University of China, Taiyuan 030051, China;2.Shanxi Deep-hole cutting Research Center of Engineering Technology, Taiyuan 030051,China)
Designed a model of film damper based on film damp working principle,and applied to suppress deep hole drilling chatter.By analysis of the dynamic model of cutting system and deduced the instantaneous expression of dynamic drilling force,it is obtained the dynamic equation after film damper installation.Finally,through MATLAB simulation,comparing time-domain graph ,show that the film damper can effectively suppress the deep hole machine chatter.
film damp; drilling chatter; MATLAB
1001-2265(2014)04-0057-03
10.13462/j.cnki.mmtamt.2014.04.015
2013-09-28;
2013-10-30
国家自然基金资助项目(51175482);国家国际科技合作专项资助项目(2013DFA70770)
李耀明(1977—),男,吉林四平人,中北大学副教授,博士,研究方向为先进制造技术、数控加工技术,(E-mail)lym@nuc.edu.cn。
TH166;TG52
A
猜你喜欢
舰船科学技术(2022年21期)2022-12-12 08:04:32
沈阳航空航天大学学报(2022年5期)2022-02-03 02:38:54
中山大学学报(自然科学版)(中英文)(2021年3期)2021-05-26 09:26:20
水电站设计(2020年4期)2020-07-16 08:23:40
九江学院学报(自然科学版)(2015年2期)2015-11-12 03:35:09
科技视界(2015年27期)2015-10-08 14:50:16
制造技术与机床(2015年10期)2015-04-09 07:06:06
汽车科技(2014年6期)2014-03-11 17:45:36
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:59
振动、测试与诊断(2014年1期)2014-03-01 01:13:50