
型砂高温性能检测方法及其仪器的现状和发展
2014-07-11 04:01:24李远才凌宏江王文清支合一
铸造设备与工艺 2014年1期
万 鹏,李远才,凌宏江,王文清,支合一,薛 江
(1.华中科技大学材料成形与模具技术国家重点实验室,湖北 武汉 430074;2.无锡市三峰仪器设备有限公司,江苏 无锡 214151)
1 型砂高温性能的定义及重要性
根据实验温度的不同,型砂性能可分为常温性能(室温)、热性能(30 ℃~400 ℃)、高温性能(800 ℃~1600 ℃)和浇注条件下的性能[1],型砂高温性能指的是型砂在高温情况下的性能,主要有高温抗压强度、残留强度、热膨胀、热变形、冲击载荷膨胀、约束载荷、溃散性、灼烧减量、发气性等。型砂常温性能的检测对保证铸件质量、降低铸件废品率起着重要作用;但却不能反映砂型在浇注时与金属液体发生的界面反应[2]。铸造过程实质上是高温金属液与铸型(主要是内壳表层)相互作用的过程,在这个过程中,最基础和最主要的是高温热作用,铸件缺陷尤其是铸件表面缺陷多数发生在金属液未凝固前的高温热作用阶段,在高温状态下,型砂的性能随着砂子的膨胀、黏土的收缩和有机物的燃烧分解的变化而变化,此时型砂所表现的性能即高温性能,其直接影响着铸件表面的形成。显然,测试型砂的高温性能要比测试常温性能更能接近和反映铸造的实际过程。在常见的32 种铸件缺陷中,据统计,与型砂高温强度和高温变形性能不良有关的缺陷就有15 种之多,例如夹砂、冲砂、胀砂、裂纹、粘砂、缩孔等等[3]。为预防上述缺陷的发生,在实验室条件下如实检测型砂在高温下的行为至关重要。
2 型砂高温性能检测方法的现状
美国铸造师学会[4]在铸造型砂的高温性能检测方面进行了大量的研究,制定了一系列型砂高温性能检测标准或暂行标准。主要检测的型砂高温性能有高温抗压强度、残留强度、热膨胀、热变形、冲击载荷膨胀、约束载荷、溃散性等。下面的计量单位已经由美制换算成了公制。
2.1 试样尺寸的选择和试样制备的方法
常用检测方法中用到的试样,其制备方法如下:实心试样采用φ28.6 mm×50.8 mm 的试样尺寸,将淬硬的钢制试样管(见图1)放到实心试样制样装置(见图2)上,把砂混制好,称量足够标准试样所需要的量,将砂装入试样管中,然后用3.18 kg 的重锤从66.7 mm 的高度向下打击三次,最后从试样管中取出试样;空心试样采用外径28.6 mm、内径12.7 mm、高度50.8 mm 的试样尺寸,将砂混制好,称量标准试样所需要的重量,将砂装入空心试样制样装置(见图3)中,然后用舂样机紧实并取出试样,通过调整冲头的高度来控制试样的硬度,从而保证其与铸造厂中使用的砂子硬度相同。

图1 钢制试样管

图2 实心试样制备装置
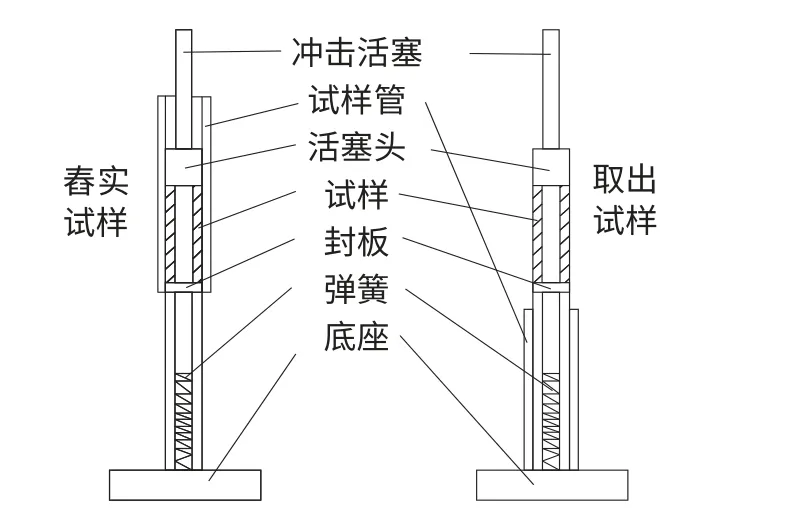
图3 空心试样制备装置
2.2 高温抗压强度
高温抗压强度是指型砂在高温下保温一段时间之后测得的即时强度,单位为MPa,反映了型砂在浇注时的性能。其测量方法如下:将实心圆柱形试样放在一个直径28.6 mm 的一面平一面凹的耐火垫片上,再将一个直径28.6 mm 的一面平一面凸的耐火垫片放在试样的顶端,两个耐火垫片的平面贴着试样;将组装的试样放在的炉子中加载的位置如图4 所示,炉子在试样放入中3 min 内要恢复到原先设定的温度,温度的波动不能超过设定值±1%;保温时间不低于12 min,在保温结束后,对试样进行加压直至断裂,加载的速率应控制在(15±1)s 内从0.2 MPa 加载到5.0 MPa;记录下最大负载值,并计算出最大压应力,通常取3 到5 个试样的平均值。在实验报告中也应同时记录下试验的温度、保温时间和砂的硬度。

图4 高温性能试验仪
2.3 残留强度
残留强度是指型砂在高温下保温一段时间之后冷却到室温的强度,单位为MPa,反映了型砂的落砂性能或者型芯的耐用性。其测量方法如下:选好试验温度,使实心试样在合适的炉子里进行保温,在适当的温度下进行保温并记录下保温时间、温度和气氛,然后把试样冷却到恰好室温以上并放入干燥器中;接着在室温下用高温抗压强度试验中的设备对该试样进行强度测试,测量3 到5 组数据取平均值。
2.4 热膨胀
热膨胀指的是试样在受到加热的情况下,每25.4 mm 试样膨胀的长度,单位为mm,反映了试样在浇注情况下自身的变形情况。热膨胀分为自由纵向膨胀、自由水平膨胀、平衡热膨胀、侧限热膨胀和空心试样的侧限热膨胀。垂直自由膨胀测量方法见图5,将实心试样放在经过改进的炉子当中,用融凝石英棒从炉子顶部插入,这个石英棒被可以调整的弹簧和轴环悬挂住,使得石英棒没有任何重力施加在试样上;刻度为0.0254 mm 每分度的千分表安装在炉子外面,在试验开始时该表必须施加给试样的压力为113 g;试样放在耐火垫片上,顶端同样有一个耐火垫片,一起放入预先已设好温度的炉子中,悬挂有石英棒的弹簧放在上垫片;记录下千分表开始的读数,然后每隔一定的间隔进行记录,一直达到试样的膨胀极限(有些型砂在高温下会发生收缩,应如实记录下收缩发生时的温度和时间)。自由水平膨胀与自由纵向膨胀类似,但是试样是水平放置,实验开始前将千分表读数调整到零,自由水平膨胀测量装置见图6。平衡热膨胀可以采用水平或者竖直的方式放置试样,实验时在炉子中以5.56 ℃/min 的速度从室温开始升温,每隔一定时间记录下温度与膨胀量。侧限热膨胀可以选择水平或是垂直方式放置,将试样放在一个内径28.6 mm,长度76.2 mm 的石英管或是机械加工制成的石墨管中,以自由膨胀试验中的方式记录试验结果。空心试样的侧限热膨胀和前面侧限热膨胀所述的检测方法一样,可以采用水平或者竖直的方式测量。
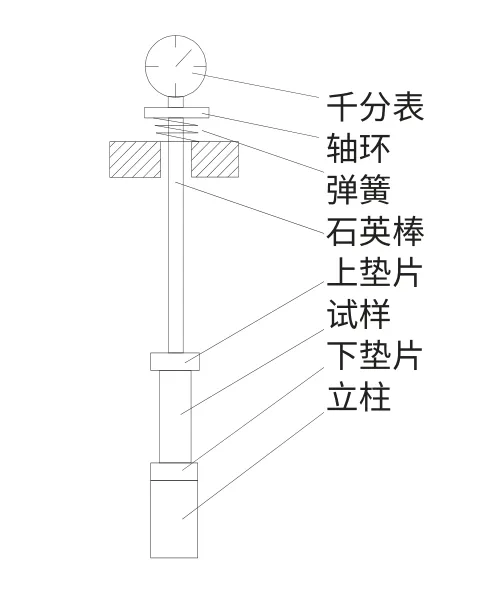
图5 自由纵向膨胀的测量示意图
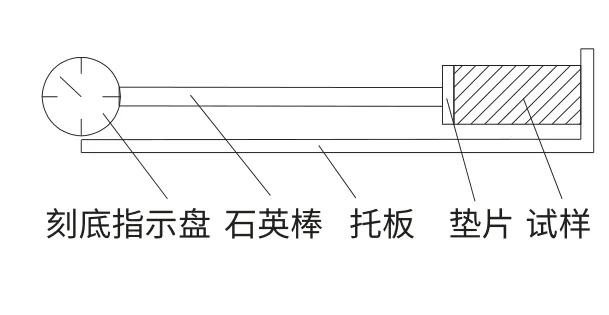
图6 自由水平膨胀测量示意图
2.5 热变形
热变形表示试样在高温下保温一段时间之后,加压直至断裂,每25.4 mm 试样膨胀的长度,单位为mm. 热变形反映了试样在浇注时受到外力作用发生变形而不致断裂的能力。热变形可以与高温抗压强度一起测量,需要一个测量精度为0.0254 mm的千分表或记录仪,千分表或记录仪需要对加载敏感,这样仪器能显示出在崩溃速率超过加载速率一瞬间的变形。采用实心试样,将试样组合放入保持在所希望的测试温度的炉子中。在保温阶段完成时,将记录仪或是千分表对准在工作位置,试样收到压缩载荷。当试样断裂时,从记录仪或是指示器读出极限热变形。记录仪能绘制出试样的应力—应变曲线。或者,可以在实验过程中每隔一段时间同时读出的加载值和变形值来绘制该曲线。应力—应变曲线与极限变形值需要随着加热炉加载系统的移动而加以校正。记录这些结果并以每英寸长度试样热变形的尺寸来表示。最好在测定造型材料在一系列温度内的变形特性,并且每次试验应记录下曝热时间、气氛和温度。画出型砂的热变形和平衡热膨胀与温度的关系曲线。两条曲线之间夹的区域与型壁裂纹缺陷有关。
2.6 冲击载荷膨胀
冲击载荷膨胀是指试样在额定载荷下在突然加热到高温时产生的每25.4 mm 试样膨胀的长度,单位为mm.该试验可以在空气或是“试样自身形成的气氛”下进行。近来的试验表明,惰性气体如氮气与氦气有较好的效果。试验方法为:采用实心圆柱形试样进行试验,需要一个能在规定温度下工作的炉子进行试验,这个炉子应具备测量并维持规定载荷能力,并且能够以测量底部支柱0.0254 mm 以内位移的能力。将试样冲击紧实使得其湿型硬度与铸造厂中的一致,然后放在一个凹形耐火圆盘上,再将一个凸形耐火圆盘放在试样的顶端,迅速将试样放入炉子当中并将规定的载荷施加到试样上,并记录千分表上的初始值。如果该炉子装备了变形记录仪则通过转动记录仪滚筒将指针转到起点位置来测量试样长度的变化。这两项工作都必须在5 s 内完成,然后,立即启动秒表,每15 s 读一次数,直到读数不变或者维持5 min. 研究表明,铸铁用砂在982 ℃下受到0.069 MPa 载荷时的情况与型壁断裂损失密切相关。在实验中,保持0.069 MPa 载荷,记录下试样在(23±0.5)s 时候的冲击载荷膨胀。结果用每英寸的试样长度膨胀英寸数表示,测量两组数据取平均值。实验结果需要记录下额定的载荷、温度、湿型硬度和气氛。冲击载荷膨胀越大,型壁浇铸时损失的量就越大。
2.7 约束载荷
约束载荷是指试样在高温下,为了保持试样的长度不变,所需要施加的载荷大小,单位为MPa,反映了型砂在受约束的情况下产生内应力的大小。要控制试样的长度不变,试样的热变形必须吸收其热膨胀。当使用982 ℃的实验温度时,约束载荷的试验结果与由膨胀引起的型壁浇铸时损失有很好的相关性。实验过程为:将组装好的试样放入炉子后,用立柱以0.069 MPa 的载荷夹紧试样。立即记录千分表的读数。如果用变形测量仪来测量试样的长度,那么旋转记录仪表盘来显示指针在初始的位置。该操作所需要的时间不超过5 s,然后立即启动秒表,用一个手动装置来调整载荷并保持试样的长度变化恒定(维持在±0.0254 mm 以内)。记录施加的载荷(以磅每平方英寸为单位)和加热的时间,温度,湿型硬度和气氛。用于铸钢的型砂的试验温度应为982 ℃,其湿型硬度与铸造厂使用的一样,约束载荷需要在(30±1)s 时记录,取10 次读数的平均值。当使用铸铁型砂材料进行试验时,试验的流程和铸钢型砂的试验流程大致相同,不同的是,受限载荷的记录频率改为15 s 一次,持续3 min.然后改为30 s 读一次,持续2 min,合计进行5 min.将载荷读数之和除以读数次数,即为约束载荷,做两次试验取平均值来作为型壁破损的指标。受限载荷的平均值越高,则型壁破损就越大。
2.8 溃散性
溃散性指的是在不同的温度和气氛下,在恒定的压力下试样屈服所需要的时间的长短,单位为s.测量方法如下:采用实心试样进行试验,开始测试前把试样从制样管中取出放在一个适当烘干板上,按照和车间实际生产一样的硬化周期对试样进行处理,把硬化好的试样在大气条件下冷却至室温,然后放入干燥箱中直到进行试验为止。把试样放在一个凹形耐火圆盘中,再将一个凸形耐火圆盘放在试样的顶端,放入维持在所希望的温度的炉子中,立即施加并且维持所希望的载荷直至试样发生屈服,以加载到屈服发生的时间间隔秒数被定义为溃散性。试验结果中,记录下载荷,温度,气氛与湿型硬度,试验温度与载荷取决于实际车间生产中铸型材料所处的环境,实验结果测量三次取平均值。
2.9 条件热稳定性
以上测量方法主要针对湿型砂,而树脂砂由于采用有机高分子材料作为黏结剂,在与液态金属接触期间,发生剧烈的变化,这与湿型砂有着很大的不同,因此对于树脂砂来说,热稳定性的检测是非常重要的[1]。条件热稳定性,又称为高温持续时间,指的是树脂砂在一定温度和载荷下保持自身强度的持续时间,反映了型砂抵抗金属热作用和机械作用的能力,在一定程度上指明树脂黏结剂的热分解速度和树脂砂的强度。条件热稳定性的测量方法为:采用φ28.6 mm×50.8 mm 的实心圆柱形试样,对试样施加0.3 MPa 的载荷并迅速放入维持在1000 ℃的炉膛中,然后开始计时直到试样崩溃,从加载到试样崩溃所经历的时间即为条件热稳定性,单位为s[5].
2.10 目前我国型砂高温性能的检测标准的现状
目前我国尚无完整的型砂高温性能国家标准,GB/T 2684-2009 的《铸造用砂及混合料试验方法》[6]中提及了灼烧减量和发气性的测量方法,虽然对高温力学性能的测量有所提及,却并未指出标准的测量方法。而一些相关的行业标准,例如JB/T 3828-1999《铸造用热芯盒树脂》[7]和JB/T 7526-2008《铸造用自硬呋喃树脂》[8]并未提及高温性能的测量,在JB/T 8583-2008《铸造覆膜砂》[9]中也只提及了灼烧减量和发气性的测量,仅在熔模铸造行业有专门的高温性能的行业标准,如JB/T 2980.1-1999《熔模铸造型壳高温热变形试验方法》[10]、JB/T 4153-1999《型壳高温透气性试验方法》[11]和JB/T 2980.2-1999《熔模铸造型壳高温抗弯强度试验方法》[12]。
3 型砂高温性能检测仪器的现状
3.1 国外检测仪器的现状
美国Dietert 公司的NO.785 型高温性能试验仪(见图4)主要检测的性能有抗压强度及变形、受限热膨胀和残留强度。该仪器采用电动液压加载,试样尺寸是φ28.6 mm×50.8 mm,使用温度从室温到1510 ℃,可以在1565 ℃下短暂运行,压力范围从0 到6.89 MPa,测量精度为0.0254 mm.该仪器具有一个高耐火玻璃观察窗用来观察试样并且用彩色滤光片来保护眼睛。可以配置一个盖子,用来隔绝空气,产生“试样自身形成的气氛”。
日本的7534 高温型砂试验仪主要检测的性能有抗压强度及变形、高温持久时间、热膨胀和残留强度。该仪器采用电动液压加载,试样尺寸是φ28.6 mm×50.8 mm,使用温度为室温到1550 ℃[1].
瑞士GF 公司的PHT 型高温试验仪主要检测的性能有抗压强度、无阻碍线膨胀率和膨胀力。该仪器采用手动液压加载,试样尺寸是φ11 mm×20 mm,试验温度为室温到1200 ℃,变形测量范围是0 mm~5 mm,分辨率为0.05 mm[1].
前苏联的热稳定性测试仪主要检测的条件是热稳定性(高温持久时间),该仪器采用2 kg~4 kg 的固定载荷,试样的尺寸是外径φ30 mm,内径φ10 mm,高50 mm[1].
美国辛普森公司42114 热变形测试仪(见图7)专门测量标准横向型砂试样在天然气加热下产生的热变形,试样尺寸为标准横向试样尺寸,尺寸为25.4 mm×25.4 mm×203.2 mm .刚开始加热时,样品开始膨胀并向上弯曲,继续加热,黏结剂可能软化,型砂试样会渐近的或者突然的向下松弛,当黏结剂被烧损后,试样最终会断裂。试样断裂所需的时间标志着黏合剂的热强度,通过试样热变形与时间的关系曲线,可以得到热膨胀、热脆性、燃烧率和热塑性的信息。整个测试过程中,热变形被测量并显示在彩色显示器上,变形曲线可以打印出来或存储在机器的内部存储器中。
美国辛普森公司42115 高温抗压测试仪(见图8)主要测量热抗压强度、热变形、受限热膨胀。该仪器通过气动方式加载,测定热抗压强度时,仪器会产生并显示完整的应力-应变曲线,在曲线上显示了最大的抗压强度,最大强度下的最大变形以及最大变形,显示屏还实时显示砂试样的强度和变形。

图7 热变形测试仪

图8 高温抗压测试仪
3.2 国内检测仪器的现状
国内投产的型砂高温性能测试仪主要有两种,其主机基本是一样的,只是在二次仪表上有所区别,一种是SQW-1 型以记录仪为测量仪器,另一种SQW-2 型用微型计算机控制试验的全部过程[13]。一款属于第二型的SQW-A 型砂高温强度试验仪见图9,该仪器主要是供科研单位,高等工科院校和工厂试验测量无机非金属材料、造型混合料高温性能,可在室温到1400 ℃范围试验。测量高温下试样的热膨胀、高温抗压强度、试样的热膨胀力、固定载荷下试样的热变形、残留强度和常温抗压强度。将φ30 mm×50 mm 圆柱体试样放在加热炉中上、下试验立柱之间进行试验,所受的载荷及产生的变形量通过荷重传感器及电感位移计转换成电参量,输入到计算机,计算机进行数据处理、存储以及输出数据结果报告。

图9 SQW-A 型砂高温强度试验仪
除了已经投产的型砂高温性能测试仪之外,国内一些院校也自行研制了一些用于检测型砂高温性能的仪器。
姜立贵等[14]研制的多功能型砂型壳高温性能测试仪主要测量型砂抗压强度、动载变形、热膨胀、型壳的抗弯强度和恒载变形。该仪器主机大致可分为五部分:恒载测力部分;炉体部分;水冷部分;动载测力部分;工作台升降部分。电气控制分为强电控制部分和弱电控制部分。强电包括调压变压器、交流接触器等。弱电包括各种传感器等。
罗吉荣等[15]研制的SHH 型型砂高温力学性能测试仪结构见图10,所用试样为22.36 mm×11.18 mm×200 mm 长条形试样,采用单位面局部加热,四支点对称加载方式进行高温抗弯试验,固定载荷250 g.试验时,先将加热炉预升温至1300 ℃并保持恒温,然后将试样装夹在上下支架之间使位移计和压力计处于工作状态并调零;再将加热炉炉门打开,将试样的上方包在炉体内,启动加载电机通过杠杆使试样在受热的同时缓缓受压,直至试样破裂,测量试样在高温下的挠度和和耐热冲击的时间。最后由微机系统采集、存储和处理实验数据,并打印出结果。
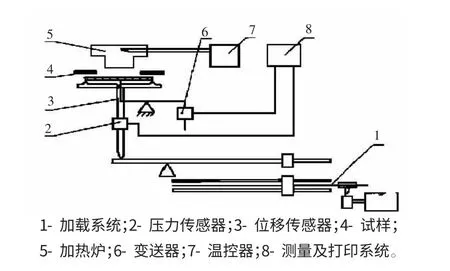
图10 SHH 型型砂高温力学性能测试仪
李立新等[16]研制的型砂高温性能检测系统主要检测型砂的常温抗压强度、高温抗压强度、试样热变形、残留强度和热膨胀力。该仪器通过直流电机进行加载,加热炉采用碳硅管加热,炉温由热电偶进行测量,温度信号由A/D 转换器转换成数字量输送给计算机。炉体温度采用计算机控制,通过程序实现PID 调节,根据工艺要求实现不同的升温速度和恒温时间。在实验过程中,型砂试样载荷的变化由压力传感器转换为电信号传给计算机,并由计算机记录载荷变化曲线。试样变形量的测量采用电感式位移传感器。采用高性能工业控制用计算机配以高速数据采集,并对测试过程的信号放大、热电偶冷端补偿等进行研究,使仪器测试精度和使用性能大为提高。
3.3 国内外检测仪器的对比
从数据的精度以及使用性能来看,以上几款型砂高温性能检测设备,前面4 款以及姜立贵等研制的多功能型砂型壳高温性能测试仪由于研制年代比较久远,因此控制部分较为复杂,测量部分比较笨重甚至需要自己读数,也没有数据处理方面的能力,所以在精度和使用性几点上与其他几款相差甚远。
从加载的方式来看,大多采用电动的方式加载,因为电动的方式最为简单,也容易和控制系统连接;瑞士GF 公司的PHT 型采用的手动液压的方式加载,这种方式也比较简单,但是受人为因素影响比较大;前苏联的热稳定性测试仪采用固定载荷(砝码)加载,而42114 热变形测试仪采用的是试样的自重产生的弯曲应力,这两种方式虽然能够表现试样在某一方面的性能,但是却因为无法控制载荷,因此有一定的局限性;42115 高温抗压测试仪采用的是气动加载,气动系统要实现高精度稳定的控制会比电动系统要困难一些。
从应用的角度来说,后面三款检测型砂高温性能的仪器还未投入生产,大多处于研制阶段或者仅供院系自用。从这里可以看出,我国在型砂高温性能仪器的应用方面还亟待加强,特别是专门针对树脂砂,能够完整检测出树脂砂高温力学性能的高温性能仪器,目前还属于空白阶段。
3.4 国内外一些相关的专利
国内外研究型砂高温性能设备上的专利主要有以下几个:
专利号为CN200820192997.5 的铸造型砂用高温形变测量仪[20]见图11,该专利介绍了一款铸造型砂用高温形变测试仪。结构如图1,包括上支架4 和下支架2,试样3 放在上支架4 和下支架2 中间,其特征是:上支架4 上装有一个电加热炉5,下支架的中间装有顶杆1,顶杆上装有位移传感器8,位移传感器8 与处理器7 连接。所述的电加热炉5 与一个温度控制器6 连接。本实用新型具有结构简单、检测方便的优点,它可以在模拟铸造浇铸现场环境的情况下测量铸造型砂材料在这一阶段内所产生变形量的全部过程,从而检测其高温性能。

图11 铸造型砂用高温形变测量仪
专利号为CN201110134002.6 的一种激热试验仪[21]见图12,包括炉体,在炉体1 内设有加热腔2,在炉体上贯穿设有导烟孔3,且导烟孔3 的下端与加热腔相通,导烟孔3 上端置于炉体的外部,在炉体1 的一侧设有炉门4,在炉门4 的中心开有窥视孔5,在加热腔2 底部的上表面设有辐射板6,在辐射板6 下端面设有硅碳棒7。该发明具结构简单、设计精妙、使用方便,能够用来检测出型砂在高温烘烤下脱皮开裂的时间,从而判断出型砂的抗夹砂能力。
专利号为CN91203224.3 的型砂高温强度试验仪的加热加压装置[22]见图13,该专利介绍了一种型砂高温强度试验仪的加热加压装置的改进结构用来测定铸造用型(芯)砂的高温强度,由于采用空心试样,同时在下压头上加工出T 型通气孔,使高温炉气可以通过该孔进入试样的空心部分,以达到内、外同时加热的目的,因而试样内、外温度较均匀,可以测出型砂实际的高温强度。
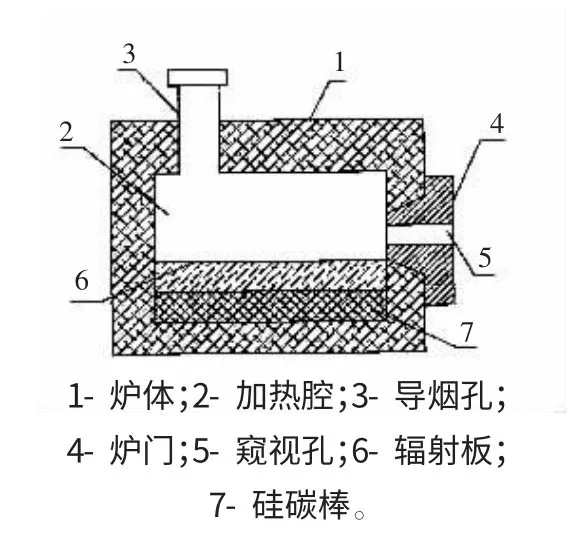
图12 激热试验仪
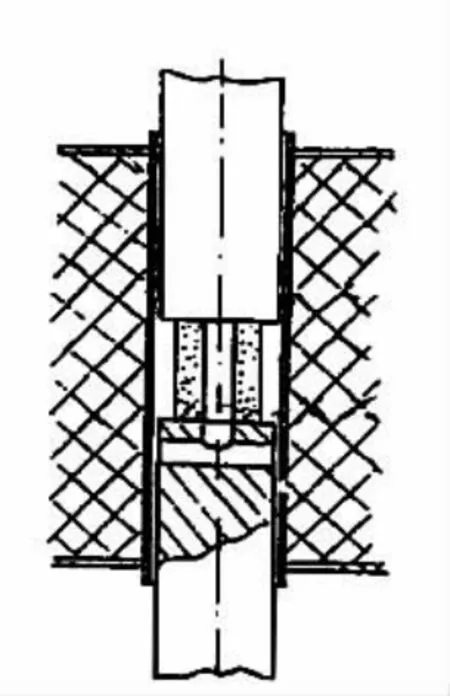
图13 型砂高温强度试验仪的加热加压装置
专利公开号为US20130243029 的热变形测试仪[23]见图14,包括一个支持试样的平衡环,一个控制试样上下移动的驱动器,一个热的表面。这个表面与试样接触,并施加额定的压力或者压力分布。这个表面维持额定的温度或者温度分布。砂试样由于与热表面接触而产生的的纵向变形通过测量平衡环的移动来确定,水平方向的位移通过带有刻度的摄像头来测量,试样的温度梯度也能在试验中测量。
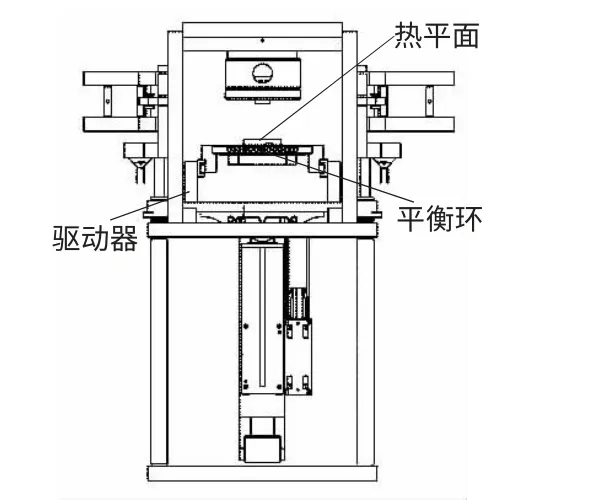
图14 热变形测试仪
专利公开号为SU1195233A1 的测量型砂热变形仪器[24],该专利介绍了一款用于型砂热变形检测的设备,包括一个位移传感器和连接在电位计的热电偶,试样放置在熔凝的石英管中。通过加热试样测量型砂的热变形。
4 型砂高温性能检测仪用试样
美国铸造师学会[4]规定的型砂高温性能检测仪用试样有两种试样,一种是实心试样,另一种是空心试样。其实心试样的标准尺寸是φ28.6 mm×50.8 mm,同时φ50.8 mm×50.8 mm 也是可行的;而空心试样的尺寸是外径28.6 mm、内径12.7 mm、高度50.8 mm.而我国仅在GB/T 2684-2009《铸造用砂及混合料试验方法》[6]中提及了常温性能检测的试样为φ50 mm×50.8 mm,并未提及高温性能检测用试样的尺寸。
根据国内外型砂高温性能检测仪的应用情况来看,φ28.6 mm×50.8 mm 或φ30 mm×50 mm 的圆柱形试样最为常见。但是这种试样比较适合湿型砂,对于树脂砂来说,由于树脂砂采用有机高分子材料作为黏结剂,这与湿型砂有着很大的不同,这种试样尺寸不适合树脂砂[18];美国辛普森公司42114 热变形测试仪和罗吉荣等研制的SHH 型型砂高温力学性能测试仪均采用的标准抗弯试验,采用这种试样可以测得树脂砂的一部分性能,但是却不能测得树脂砂完整的高温力学性能;瑞士GF 公司的PHT 型高温试验仪和前苏联的热稳定性测试仪都是采用减少加热厚度的方法来解决未热透的问题,瑞士GF 公司的PHT 型高温试验仪采用的是φ11 mm×20 mm 的试样尺寸,而前苏联的热稳定性测试仪采用的是外径φ30 mm 内径φ10 mm 高50 mm的试样尺寸,这种方法比较恰当,但是需要进一步研究最适合树脂砂的高温性能试样尺寸。
5 开发新型树脂砂型砂高温性能检测设备的建议
从目前型砂高温性能检测方法和设备的现状来看,目前我国尚无专门针对型砂高温性能特别是树指砂高温性能的系统检测方法和专门的仪器,为此对开发新型树脂砂高温性能检测仪器提出以下设想。
1)树脂砂在高温下的性能与湿型砂有很大的区别,与湿型砂相比,树脂砂有一些追加的检测项目,但是目前我国尚无专门针对树脂砂高温性能的仪器,因此应当对目前型砂高温性能检测设备进行改造或者设计出专门针对树脂砂的高温性能检测设备。
2)目前型砂高温性能检测设备的驱动系统大部分为电动,由于试样进入炉膛需要高速,加载需要很高的精度,同时达到这两个要求比较困难,因此大多数仪器都是采用了两套驱动装置,一套高速的用于升降炉膛,另外一套高精度的用于加载。如果能够借鉴目前最新的常温材料力学性能检测设备,采用高速高精度的驱动装置,自动将试样送至炉膛并且进行精确地加载,将会简化控制系统的结构,并且使仪器的结构更为简单紧凑。
3)型砂的高温性能一般都是将压力、时间、位移和温度中的一个或者几个值限定,然后测量其他的一个或几个值的变化。由于传感器可以公用,不同的性能测量只需要更改程序就行了,因此未来的型砂高温性能检测设备应该能在一台仪器上同时检测多个数据。
4)未来的型砂高温性能检测设备如果能集成专家库,根据用途和型砂种类自动确定设计实验方案,并且对测量的试验结果进行辅助分析,详细指明型砂的性能的好坏并且对可能发生的缺陷进行预测,并对使用者提出建议,将会对仪器使用者提供很大的帮助。
[1]王文清,罗吉荣,叶升平,等.树脂砂高温性能测试技术的研究[G]//全国铸造生产过程控制技术专题学术讨论会论文,1987.
[2]胡彭生.型砂[M].上海:上海科学技术出版社,1994:654.
[3]吴剑.提高铸件质量须注意检测型砂高温性能[J].理化检验,1993,29(1):64.
[4]Des Plaines lllinois.Foundry sand handbook[M].the American foundrymen society,1963.
[5]李远才,童杏林,刘洋,等.树脂砂热稳定性的研究[J].铸造技术,2004. 25(4):240~241.
[6]GB/T 2684-2009 铸造用砂及混合料试验方法[S].北京:中国标准出版社,2009.
[7]JB/T 3828-1999 铸造用热芯盒树脂[S].北京:中国标准出版社,1999.
[8]JB/T 7526-2008 铸造用自硬呋喃树脂[S].北京:中国标准出版社,2008.
[9]JB/T 8583-2008 铸造覆膜砂[S].北京:中国标准出版社,2008.
[10]JB/T 2980.1-1999 熔模铸造型壳高温热变形试验方法[S].北京:中国标准出版社,1999.
[11]JB/T 4153-1999 型壳高温透气性试验方法[S].北京:中国标准出版社,1999.
[12]JB/T 2980.2-1999,熔模铸造型壳高温抗弯强度试验方法[S].北京:中国标准出版社,1999.
[13]向青春,吴云,赵静. 铸造型砂性能检测及控制的发展状况[G]//首届全国现代铸造装备与技术交流大会论文集,2010.
[14]姜立贵,孙万柏.多功能型砂型壳高温性能测试仪的研制[J].铸造设备研究,1995(6):32-35.
[15]陈肖飞,罗吉荣,宋象军.树脂砂高温性能试验仪及其应用[J].热加工工艺,2002(6):58-59.
[16]李立新,李增民,谭建波,等.型砂高温性能检测系统的研制[J].铸造技术,2003(1):24-25.
[17]李末银. 铸造型砂用高温形变测量仪: 中国,CN200820192997.5[P].2009-10-14.
[18]张年生.一种激热试验仪:中国,CN201110134002.6[P].2012-10-28.
[19]清华大学. 型砂高温强度试验仪的加热加压装置:中国,CN91203224.3[P].1991-11-27.
[20]WESTERN MICHIGAN UNIVERSITY RESEARCH FOUNDATION:US,THERMAL DISTORTION TESTER:US,20130243029[P].2013-9-19.
[21]GRUZMAN VYACHESLAV M,LYUKHANOV ANATOLIJ A,ROMANOV MIKHAIL.APPARATUS FOR MEASURING MOULDING SAND TEMPERATURE DEFORMATION:SU,1195233A1[P].1985-11-30.
猜你喜欢
今日农业(2022年16期)2022-11-09 23:18:44
今日农业(2022年15期)2022-09-20 06:55:48
纺织标准与质量(2022年2期)2022-07-12 06:12:50
纺织标准与质量(2022年2期)2022-07-12 06:12:44
环球时报(2022-06-20)2022-06-20 17:06:23
科学与财富(2021年33期)2021-05-10 11:56:08
铸造设备与工艺(2020年4期)2020-10-15 13:05:38
铁道通信信号(2018年10期)2018-12-06 09:34:48
基层中医药(2018年8期)2018-11-10 05:32:06
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
