
PCM 法制备泡沫铝复合件的研究与展望
2014-07-11 04:01张树玲王录才
铸造设备与工艺 2014年1期
侯 飞,张树玲,王录才
(太原科技大学材料学院,山西 太原 030024)
泡沫铝是一种在铝基体中包含许多孔的新型功能结构材料,其特殊的多孔结构决定了其具有密度低、孔隙率高、比表面积大的特性,与许多普通金属材料相比,还具有电磁屏蔽、隔热、吸能、吸音、减震等优良特性,由于其众多的优良特性,被广泛地应用于航空航天、船舶、汽车等领域[1-4]。
泡沫铝依据孔结构的划分可分为两种:一种是闭孔泡沫铝,其气孔互不连接,独立的分散在金属基体中;另一种是通孔泡沫铝,其气孔相互贯通,形成立体网状结构[4-7]。PCM法是生产闭孔泡沫铝的一种方法,它是由德国不莱梅研究所发明的,由于这种方法能够生产形状复杂的泡沫铝产品而越来越受到关注。
欧美日等一些发达国家对泡沫铝合金的制备研究起步较早,已能生产出泡沫铝合金零件,在船身的建造、汽车的制造上已有应用,一些公司甚至实现了泡沫铝生产的批量化和工厂化,其产品质量达到了相当高的水平[8]。斯洛伐克的Neumancompany,德国的FrauhoferInstitute和奥地利的Mepura公司都已经成功生产出了泡沫铝合金产品[6]。这些都是我们国内目前无法企及的[4]。
国内现在也有越来越多的科研院所例如太原科技大学[9]、东南大学[5]等都开展了对泡沫铝的研究工作并取得了初步的进展。
1 PCM 法的制备工艺
PCM(PowderCompactingmelting)法也称粉末冶金熔体发泡法,就是将发泡剂(发泡剂一般使用二氢化钛或其他氢化物)和金属粉末充分混合后,进行压制,制成所需形状的、密实的金属基体,然后将所得到的预制体加热,当加热到金属类粉末熔点以上的温度时,发泡剂就会受热发生反应,产生气体,由于内外的压强差驱动熔融状态下预制体的膨胀,这样就在金属内部形成了许多孔洞,当冷却后就可以得到具有闭孔结构的泡沫金属产品[4,10]。基于PCM法可以制备出泡沫铝填充件和三明治结构的复合材料。PCM法制备泡沫金属的工艺流程图如图1所示。
2 PCM 发制备泡沫铝填充件复合结构
泡沫铝填充件复合结构是将其他材料的中空毛坯内部填充泡沫铝而形成的复合体。比较典型的有两种:一种是管状填充件如图2,一种是三明治复合结构件,如图3所示。
最简单的方法是将可发泡的预制体放在中空毛坯中,然后进行加热。预制体受热发泡,直到把毛坯充填满。这种方法的缺点是,只有毛坯材料的熔点比发泡预制体的熔点高很多的情况下才可以使用,例如:发泡预制体的材料是铝而管件是钢的时候[11]。影响泡沫铝填充件复合结构制备的主要因素为:预制体制备方式、增粘剂的种类与加入量、发泡温度、冷却方式、加热方式等。
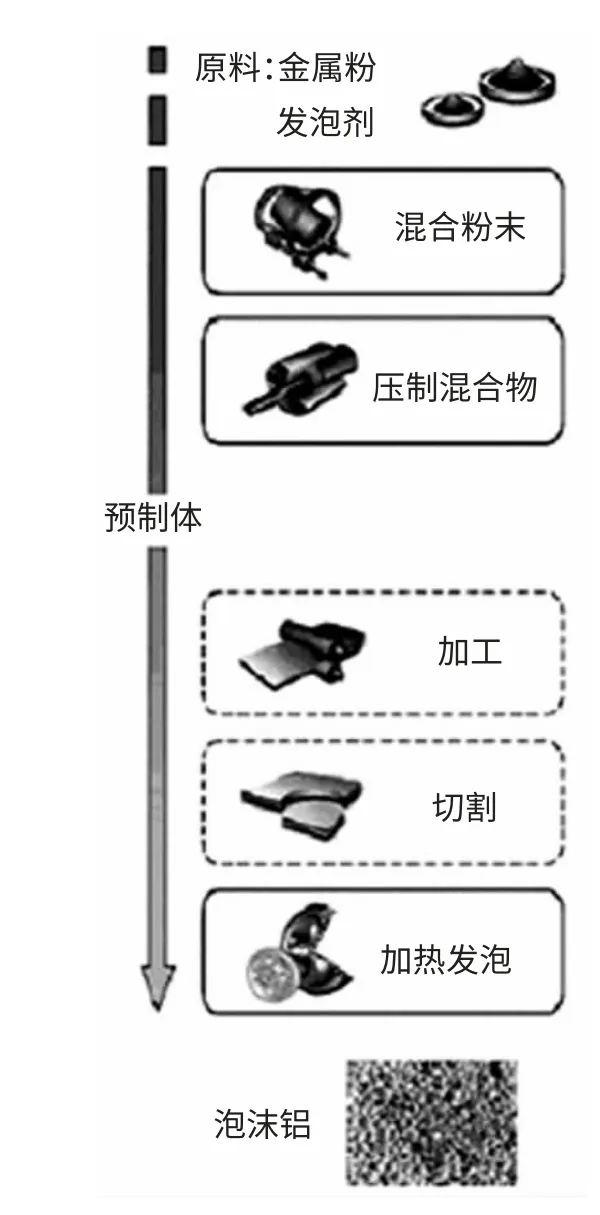
图1 PCM 法发泡工艺
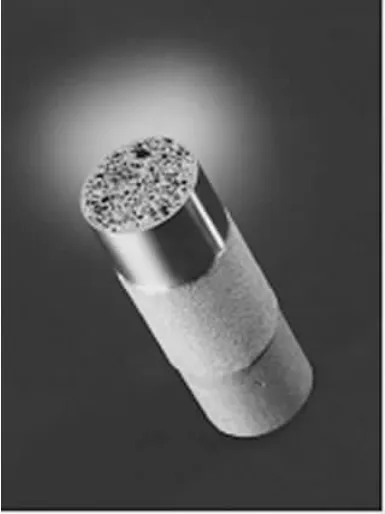
图2 管状填充件
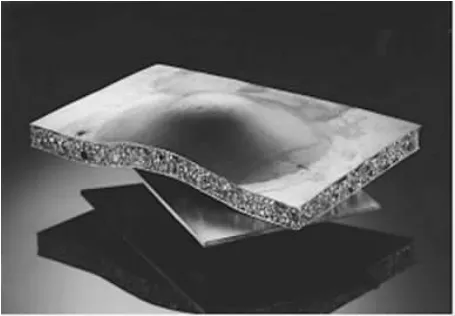
图3 三明治结构件
2.1 预制体制备方式的影响
预制体试样的制备方式有三种,分别是冷压法、热压法和挤压法。太原科技大学的研究人员通过对比研究预制体试样在不同加热温度(760℃、790℃、820℃)下的发泡行为发现:只采用冷压法制备的预制体在各温度下都不能发泡;采用热压法制备的预制体试样的发泡行为与加热速度有很大关系;采用挤压法制备的预制体试样均能发泡[12-14]。
东北大学王磊等人[15]发现:在压制模具充分润滑的状态下,400MPa的单轴向冷压缩完全能够制备出满足实验要求的前驱体材料并能够得到泡孔结构均匀和压缩性能相同的材料。
所以预制体制备方式的不同,其发泡效果也是有很大区别的。
2.2 增黏剂的影响
曹立等人[16,18]在采用PCM法制备泡沫铝的过程中,分别加入了碳纤维、SiC、粉煤灰等,对泡沫铝的熔体黏度、孔结构以及气泡的表面张力进行了研究,并且还对气泡的稳定性进行了探讨,分析了气泡稳定机理。结果表明,加入碳纤维的泡沫铝,气孔均匀性是最好的。对泡沫铝的SEM照片分析表明,碳纤维、碳化硅颗粒和粉煤灰颗粒能够均匀地分布在泡沫铝的孔壁上,在发泡过程中,大量的颗粒分散在熔融或半熔的铝液中,提高了熔体的黏度,从而增强了气泡的稳定性[17]。
林皓等[19]发现,将预制块在450℃进行不同时间的烧结处理,发现烧结2h后,预制块内部Mg颗粒体积变大2~3倍,颗粒之间更加紧密接触;Al和Mg颗粒在界面处发生均匀的相互扩散,Mg与Al颗粒表面的氧化物反应生成MgAl2O4尖晶石相,使二者之间形成新鲜金属的相互接触,增加熔体的连续性和致密性。这种方法是通过改变增黏剂Mg粉颗粒的大小从而改变了熔体发泡的效果。
使用不同的增黏剂,对气孔均匀性的影响也是不同的;对增黏剂的处理也会改变熔体发泡的效果。
2.3 发泡温度的影响
TiH2的热分解曲线见图4,其开始的分解温度在500℃左右,在600℃左右时开始大量分解,640℃左右达到最大值[20]。
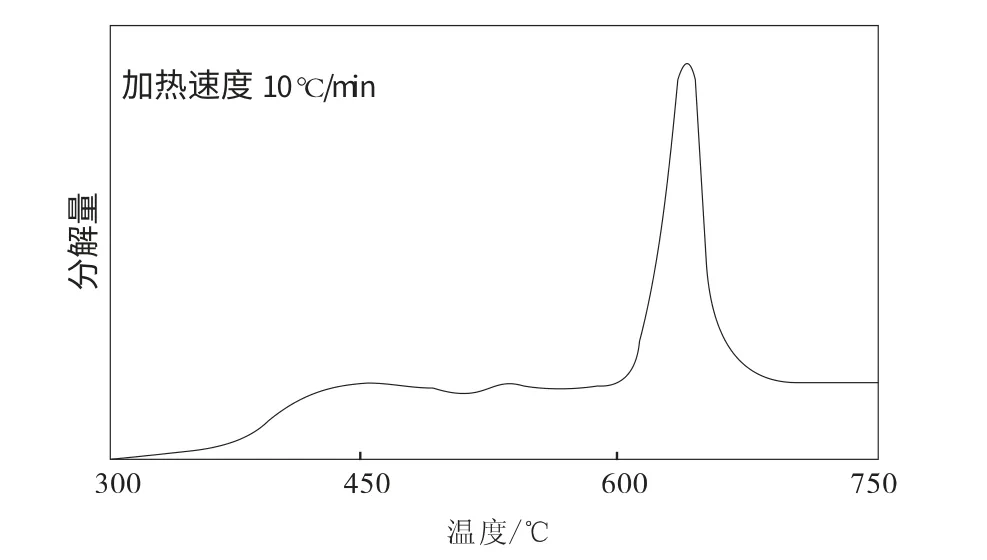
图4 TiH2 热分解曲线
太原科技大学王录才、王芳[21],等研究发现:发泡温度应控制在金属实体的熔点附近,发泡温度在660℃~720℃之间时,可以控制泡沫铝的孔结构。得出结论:发泡温度是影响粉体发泡法泡沫铝孔结构的主要因素之一,选择合适的发泡温度对形成良好的孔结构非常重要[14]。
2.4 冷却方式的影响
常用的冷却方式有雾冷、风冷和水冷三种。水冷这种冷却方式的冷却速率最高,但是进入模具中的水会对未冷却的泡沫铝产生破坏性的影响;风冷的冷却速度最低,由于冷却速率过低,不能及时停止正在演化的液态泡沫,从而增加了大孔、坏孔、塌陷的出现;雾冷的冷却速率是最合适的,有效地避免了上述两种方式的缺陷,能够保证得到较好的产品[14,22,23]。但是由于受到这三种冷却方式控制凝固速度的能力的局限,所以对发泡剂的用量要进行严格的控制,否则不能对孔的形貌进行掌控。高孔隙率的熔融泡沫铝,其导热能力较低,如果没有高效合适的冷却方式,就会延长泡沫冷却凝固的时间,孔结构的变化也就难以根据熔体泡沫化过程来方便控制[24]。
2.5 润湿性的影响
铝和增黏剂的界面结合方式以及结合状态直接影响了复合材料的一些性能和所需的搅拌时间,理想的界面结合不仅减少了所需的TiH2分散时间而且还能有效地提高材料的机械性能。常见的改善界面润湿性的方法有:添加合金元素(Mg或Ca等)、提高润湿过程中的温度和使用涂层技术等。虽然使用涂层技术的效果最好,但工艺复杂、成本高也是一个需要改进的问题。提高温度虽然是改善润湿性最简单方便的方法,但是由于在泡沫铝发泡过程受到温度严格的控制,所以首先在工艺方面就有了很大的局限性。添加合金元素是目前改善界面润湿性最常用的技术手段,加入合金元素,一种是通过降低液态金属的表面张力和液-固界面能,降低润湿角的同时改善了润湿性;另一种是通过活性元素直接或间接的参与界面反应来影响润湿过程的[25]。
3 泡沫铝三明治复合结构的制备
3.1 泡沫铝三明治复合结构的制备方法
制备泡沫铝三明治复合结构件的主要方法有:粉术冶金法(PCM法)、胶粘法等。
3.1.1 粉末冶金法
粉末冶金法制备泡沫铝三明治复合结构件的工艺大致分为三个步骤:混粉、压制和发泡成型。混粉就是将铝粉以及发泡剂粉末(如TiH2)按一定重量比混合,为了保证后期泡沫的均匀性,尽可能的混合均匀。压制的目的就是为了得到可发泡的三明治复合板,压制的过程是将混合均匀的金属粉末连同面板(粉末夹在面板中)一同放入特制的模具中,在较大压力的作用下(挤压或压缩)使其密实成型。发泡成型,将制得的可发泡的三明治复合板放入加热炉中进行发泡,处在面板中间的密实金属粉末在合适的温度就会融化膨胀,经冷却就可以得到最终的泡沫铝三明治结构复合件了。此法制备出的泡沫产品相对密度较低,一般为为20%~40%。在制备形状复杂的零部件,粉末冶金法有其独到的优势。其原理如图5[26].
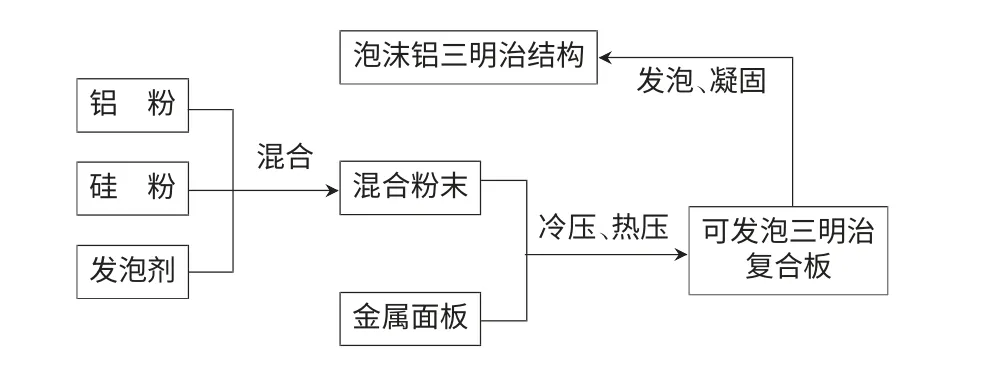
图5 粉末冶金法原理图
太原科技大学王录才教授[22]、东南大学梁晓军[27]等人采用的工艺是将冷压预制块(芯)与钢面板热压制成一个可发泡的面板,然后在一定温度下加热发泡,获得泡沫铝三明治板,这种工艺方法制得的三明治板在板/芯之间还形成了良好的冶金结合。东北大学张敏[28]、祖国胤[29]等人采用的工艺是粉末与钢板轧制工艺,并且成功的制取了钢面板泡沫铝芯夹心结构。PCM法制备出的复合结构泡沫金属,通过控制发泡和压制工艺参数,可以实现孔径比较均匀的三明治式复合夹心铝板及其它复杂结构的制备[30]。
3.1.2 胶粘法
胶粘法是通过黏合剂将泡沫铝芯板与面板粘接起来制成三明治复合结构的方法,如日本的ShikeWire公司采用此法可以生产面板是非金属材料(大理石)的三明治结构。黏合剂通常采用明胶,由于其不耐高温的性质,所以在一些恶劣的环境条件下,通过该种方法制得的复合结构泡沫铝就会导致失效。另外,由于黏合剂本身就存在一个保质期问题,所以黏合部分的使用寿命是由黏合剂决定的,这也是此法受局限的地方。还有,胶粘AFS通常只能制备板状构件,这样使其应用领域受到很大的限制[30]。
3.2 泡沫铝三明治的性能
泡沫铝具有很强的吸收冲击能量的作用,当制成泡沫三明治结构的复合构件后,会很大程度地提高构件的抗冲击能力,并且构件的冲击吸收功随着冲击速度的增加而增加。因此,填充了闭孔泡沫铝的保险杠会大大增加汽车撞击时的能力吸收,从而提高汽车的安全性[34]。优良的刚度是泡沫铝三明治板材最大的有点。从图6可以看出,3mm厚铝板的刚度比相同重量的闭孔泡沫铝的刚度减少了5倍,而相同厚度的泡沫铝板比泡沫铝三明治的弯曲变形又大了80%.泡沫铝板材具有保持结构完整和各向同性的优点。由于其良好的耐燃性、防腐性和环保性等性能在动车上的应用也受到了高度重视[32]。特别需要指出的是,闭孔泡沫铝三明治的各项性能均比胞状铝三明治更加优越,尤其是在需要低成本高性能的场合[30,31]。
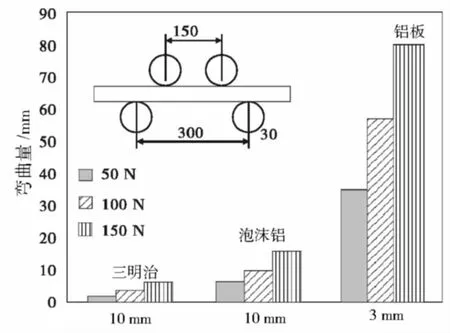
图6 三明治泡沫铝、泡沫铝板和铝扳的弯曲变形
4 存在问题及展望
1)发泡剂的处理及泡沫的稳定性还没有得到更好的解决办法,排液问题仍然困扰着PCM法制备复合结构泡沫铝的生产;PCM法泡沫铝孔结构(包括气孔孔缝隙、气孔大小、孔的形貌及其均匀性)还远不能实现精确控制。
2)复合结构泡沫铝及大规格、连续化泡沫铝生产工艺还需继续深入研究
3)如何合理选择基体材料和优化发泡过程,以强化和提高复合件中金属泡沫的物理性能是需要研究的新课题,也是满足不同使用场合的基础。
4)密度梯度泡沫铝复合结构的制备以及小孔径泡沫铝复合结构的制备。均匀细小的泡沫孔结构,能够有效的提高其能量吸收能力以及拉伸强度。
5)脆性相的影响。在泡沫铝的制备过程中,脆性相的产生直接影响了泡沫铝的机械性能,从而影响了泡沫铝复合结构件的机械性能。
[1]王芳,王录才.粉体发泡法泡沫铝制备工艺及性能的研究[J].铸造设备与工艺,2002(1):16-20.
[2]高峰.泡沫铝研究与应用进展[J].江苏冶金,2008(3):3-6.
[3]蒋晓虎,李志军,王辉,等.泡沫铝新型超轻多孔金属的制备方法与性能[J].湖南理工学院学报(自然科学版),2007(3):65-69.
[4]牛雪,王录才.泡沫铝合金发泡特性及压缩性能的研究[D]. 太原:太原科技大学,2009.
[5]刘斌,陈锋.泡沫铝的粉末冶金法制备工艺改进及其孔结构控制研究[J].东南大学学报(自然科学版),2005(2):257-260.
[6]魏莉.粉末冶金法制备泡沫铝材料的研究[D].沈阳:东北大学:2005.
[7]梁晓军,陈锋.泡沫铝芯三明治的粉末冶金制备及其性能研究[D]. 沈阳:东北大学,2004.
[8]John Banhart,M.F.Ashby,NA.Fleck.Metal Foams and PorousMetal Structures[A],In:International Conference on MetalFoams and Porous Metal Structures,Bermen,2003,VedagMIT.2006-2024
[9]钟秀琪.泡沫铝发泡行为与孔演变的研究[D].太原:太原科技大学:2007.
[10]李梅,王录才,王芳.粉体发泡发制备泡沫金属的影响因素[J].铸造设备研究,2005(2):52-54.
[11]John Banhart. Manufacture,characterisation and application of cellular metals and metal foams[J]. Progress in Materials Science,2001,(46): 559-632.
[12]王芳,王录才.不同压制方式所得预制品的发泡性质研究[J].铸造设备与工艺,2008(6):08-11.
[13]牛雪,王录才,王芳.PCM 法泡沫铝合金的研究现状[J].铝加工,2009,1(186):51-54.
[14]潘强,王芳,游晓红,等.PCM 法泡沫铝的研究及应用现状[J].铝加工,2011,4(201):9-14.
[15]王磊,姚广春,马佳,等.压制方式对闭孔泡沫铝泡孔结构的影响[J].东北大学学报,2010,31(3):406-410.
[16]Kennedy A R,Asavavisithchai S.The effect of ceramic additions on foam expansion and stability in compacted A1-TiH2powder precursors[C]Banhart J,Fleck N A,Morten-senA.Ed.Cellular Metals:Manufacture,Properties and Applications.America:MIT verlag,2003:147-152.
[17]艾金强,张淑玲,王芳,等.基于PCM 法泡沫铝孔结构影响因素分析[J].材料导报,2012,26(4):57-61.
[18]魏莉,曹立,朴慧京.泡沫铝熔体粘度的控制与气泡稳定性研究[J].沈阳理工大学学报,2009,28(1):6.
[19]林皓,罗洪杰,孙威,等.镁颗粒在烧结过程中的变化方式及其对泡沫铝制备的影响[J].科技导报,2013,31(5-6):33-36.
[20]耿亮,王录才,王芳,等.基于PCM 法泡沫铝制备工艺的控制及发展[J].铝加工,2010,3(194):12-16.
[21]王芳,王录才. 发泡温度对泡沫铝孔结构的影响及机理分析[J].太原重型机械学院学报,2003,24(1):70-71.
[22]王录才,陈玉勇,游晓红,等.三明治复合结构泡沫铝的制备及界面组织分析[J].粉末冶金技术,2010,28(6):434-438.
[23]王祝堂,张睿.泡沫铝性能及制备技术[J].轻合金加工技术,2011,39(10):10-22.
[24]张钱城,卢天健,何思渊,等.闭孔泡沫铝的孔结构控制[J].西安交通大学学报,2007,41(3):254-271.
[25]程涛,向宇,李键,等.泡沫铝异形件的制备技术与工艺[J].机械设计与制造,2010(6):259-261.
[26]刘斌,陈锋.泡沫铝的粉末冶金法制备工艺改进及其孔结构控制研究[J].东南大学学报(自然科学版),2005,(2):257-260.
[27]梁晓军,朱勇刚,陈锋,等.泡沫铝芯三明治板的粉末冶金制备及其板芯界面研究[J].材料科学与工会程学报,2005,23(1):77-80.
[28]张敏,祖国胤,姚广春,等.泡沫铝夹心板的制备及其界面结合机理的研究[J].功能材料,2006,2(36):281-283.
[29]祖国胤,张敏,姚广春,等.轧制复合粉末冶金发泡工艺制备泡沫铝夹心板[J].过程工程学报,2006,6(6):973-974.
[30]于青泉,王德庆.闭孔泡沫铝与铝及铝合金覆盖板的冶金结合[M]. 大连:大连交通大学,2009.
[31]赵龙,何德坪,单建.高孔隙率高比强泡沫铝合金三明治梁、柱性能及其研究[J].材料研究学报.2004,18(5):485-486.
[32]林永强.泡沫铝在高速动车组中的应用[J].电力机车与城轨车辆,2013,36(2):40-43.
猜你喜欢
湘潮(上半月)(2022年7期)2022-12-06
航天返回与遥感(2022年2期)2022-05-12
中老年保健(2021年2期)2021-08-22
出版人(2020年10期)2020-10-26
动漫界·幼教365(中班)(2020年8期)2020-06-29
中南大学学报(自然科学版)(2020年11期)2020-01-10
校园英语·上旬(2018年5期)2018-06-30
汽车文摘(2017年6期)2017-12-06
作文周刊·小学一年级版(2017年26期)2017-08-10
海外星云(2016年15期)2016-12-01
