
铅蓄电池生产污染防治技术政策研究
2014-07-10 06:02:38中国环境科学学会朱忠军沈阳环境科学研究院张正洁中国科学院高能物理研究所
资源再生 2014年3期
文 / 中国环境科学学会 杨 乔 朱忠军 沈阳环境科学研究院 张正洁 中国科学院高能物理研究所 陈 扬

我国重金属污染中,最严重的是铅污染。我国的工业化和城市化进程带动了铅的消费,我国在2004年超过美国成为全球最大的铅消费国。2000~2009年,中国铅表观消费年均增速14.4%,2009年达到368万吨。期间实际消费年均增速为21%,2009年为333万吨。中国汽车、通信、金融、电力、交通、电动自行车等行业的快速发展,促进了铅蓄电池产业的迅速成长,中国成为全球最大的铅蓄电池生产国和出口国。目前,电动自行车与摩托车、汽车等机动车相比,具有经济、便捷、环保等特点,在我国已成为鼓励发展的“绿色产业”。 中国近年铅蓄电池产量情况,如图1所示。
由图1可知,我国铅蓄电池近十年来呈快速增长趋势。虽然近年来铅蓄电池行业污染事故频发,但从产品性能、应用范围等方面考虑,尚无被替代的可能。可以预计,铅蓄电池在十二五期间仍将保持快速发展的趋势,2015年产量预计可达到24000万千伏安小时(kVAh),平均增长率达到16.7%。
近年来,我国血铅事件和重金属污染事件频繁发生,给国民经济和社会发展带来的环境危害越来越得到各界的重视。为此,国家环境保护部联合几大部委进行了肃铅专项行动,专项整治初步效果明显。随着国家绿色经济发展战略方针相关产业政策的调控及各级政府治理环境强有力的措施,特别是通过国家对铅蓄电池生产许可证制度的实施,铅蓄电池行业90%以上的企业具备了工业废气、废水治理设施和措施,实现了达标排放;职业病的防护防治也完全符合国家有关法律法规的要求。目前,行业获证企业的环保排放达标率已由十年前的5%提高至90%,行业逐渐走上了“清洁化”的生产之路。

图1 中国近年铅蓄电池产量增长情况(万kVAh)
一、我国铅蓄电池生产相关领域的污染控制存在的主要问题
铅蓄电池作为一类“资源循环型”能源产品,自2000年以来产业正在蓬勃发展。但是,铅蓄电池行业的环保投入与行业发展需求以及全球环保要求差距较大。整体上,行业的环保配套政策、行业准则与制度还不尽完善,滞后于产业的发展,有些已出台的政策不太适应全行业的发展。具体体现在以下几方面。
1. 对铅蓄电池生产过程中产生的污染重视不够。近年国家陆续出台了《水污染防治法》《大气污染防治法》《固体废物污染环境防治法》《环境空气质量标准》《大气污染物综合排放标准》《铅蓄电池厂卫生防护距离标准》《铅作业安全卫生规程》《工业企业设计卫生标准》和《使用有毒物品作业场所劳动保护条例》等一系列的法律和法规,但是一些企业缺乏环境遵法的意识,没有很好地贯彻、落实和实施国家相关的法律和法规。
2. 企业环保资金投入不足。在一些企业中,特别是中小企业宁可缴纳排污费,也不愿意投资治理,道理很简单,缴纳排污费有人认账,弄好了还可以返回一部分,但如果投资治理,初期投入不说,每年的治污设备运行费可能比上缴的排污费更多。特别是一些承包企业和租赁企业,很少考虑污染治理设备投资问题,而是以牺牲环境为代价来换取一己之利。
3. 环保设施管理不善。有些企业虽然投入了一些环保设施,也经过技改达到了排污标准,但由于放松管理,一段时间以后环保设备利用率不高或维护不当,“跑、冒、滴漏”现象严重,尘毒的处理效果不佳。更有甚者,有些企业为了降低运行成本,环保设施没有运行,检查时开,不检查时停。
4. 尘毒点的设备工装落后、密封性差,环保设施简陋,造成尘毒的泄露污染。
5. 对铅污染的信息公开程度不够。无论是企业的员工还是社会相关公众,很难准确知道一些污染给自身和周边环境带来的不利影响,更不知该如何有效地进行预防。
6. 生产区域与社会居息群体以及公共设施安全防护距离不够。没有很好地执行GB11659~1989《铅蓄电池厂卫生防护距离标准》,由此而引发了社会居息群体与企业的铅污染纠纷。
7. 铅蓄电池工厂整体专业设计的缺失。目前铅蓄电池工厂设计基本上缺乏统筹的思想,土建找建筑设计单位设计,而工艺设计都是企业自己完成或根本就不去设计,只是看到别的单位如何自己照搬而已。
8. 国内铅蓄电池行业还处在从纯手工到半自动过渡的阶段,如果能有全套设计再加上流水线式的自动生产设备,铅蓄电池生产对环境的影响可以减少60%~80%。但是要实现这样的目标,单靠企业单打独斗的研发力量明显不足,将来铅蓄电池产业面临良好地发展空间与不可忽视的挑战,一边是巨大的市场需求,另一边是不容忽视的环保污染问题,蓄电池行业如何规范、健康、协调地可持续发展,是我国铅蓄电池行业亟待解决的问题。
二、技术政策研究的基本思路、技术路线和研究方法
1. 基本原则
(1)将在对国内外相关领域的管理和铅污染防治现状以及铅污染防治技术及方法进行充分的调研和分析的基础上,提出内容框架及关键问题。
(2)将在对国内外铅污染防治技术进行对比分析的基础上,结合我国国情及具体工程实践,使制定的技术政策更具有科学性和可操作性,满足该领域污染控制和环境管理要求,并推进铅污染防治管理水平与国际接轨。
(3)将结合铅蓄电池生产行业和重大环境问题有针对性的提出污染防治的总体技术路线和思路,结合行业和技术特点,充分体现最佳可行技术/最佳环境管理实践(BAT/BEP)。
(4)充分体现以人为本、预防为主、防治结合、全过程控制的原则。并根据国内外发展情况提出可行的资源综合利用率高、污染物产生量少的清洁生产技术和工艺;
(5)推进优先采用国家鼓励发展的工艺技术,淘汰落后的生产技术、工艺、设备,并通过技术政策的实施,引导企业技术进步。
2. 技术路线
基于本项目的工作内容和拟定的工作原则、工作方法,本技术政策制定工作分为准备、调研、评估、技术政策编制、报批等五个阶段,技术路线如图2所示。
3. 研究方法
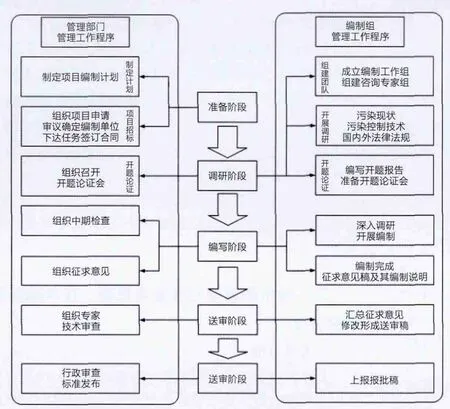
图2 技术政策制定工作实施技术路线图
在编制方法方面,课题组将在对国内外相关领域的管理和污染、治理现状以及污染防治技术及方法进行充分的调研和分析的基础上,提出内容框架及关键问题。课题组也将在对国内外铅蓄电池生产污染治理技术进行对比分析和研究的基础上,结合我国国情及具体工程实践,使制定的技术政策更具有科学性和可操作性,满足该领域污染控制和环境管理要求。
在具体工作层面,将结合涉铅蓄电池生产和再生污染行业和重大环境问题有针对性地提出污染防治的总体技术路线和思路,充分体现以人为本、预防为主、防治结合、全过程控制的原则,并根据国内外发展情况提出可行的资源综合利用率高、污染物产生量少的清洁生产技术和工艺;鼓励优先采用国家鼓励发展的工艺技术,淘汰落后的生产技术、工艺、设备,并通过技术政策的实施,引导企业技术进步。
三、铅蓄电池生产污染防治技术政策基本框架
铅蓄电池生产行业污染防治技术政策基本框架主要包含总则、清洁生产、大气污染防治、水污染防治、固废处置与综合利用、鼓励研发的新技术、新材料、新产品及运行管理等七部分内容。下面对重点内容分述如下:
1. 总则方面
(1)铅蓄电池生产及再生行业应加大产业结构调整和产品优化升级力度,合理规划产业布局,加强行业准入管理。进一步提高产业集中度和规模化水平,优化存量,加快淘汰低水平落后产能,控制污染物排放总量。建设项目设计阶段,应按照或参照相关国家标准和规范要求,设计有效防止泄露物质、消防水、污染雨水等扩散至外环境的收集、导流、拦截、降污等环境风险防范设施。
(2)铅蓄电池生产及再生行业应遵循生命周期和全过程管理原则,采用原辅料源头控制、过程减排、末端治理相结合的全过程清洁生产;推行以重金属污染物减排为核心,以污染预防为重点,以生产清洁化、设备密闭化、操作机械化、计量精准化、水循环利用以及有效的污染防治技术为支撑,以风险防范为保障的综合污染防治技术路线。
(3)全面实施清洁生产审核,加大关键共性技术的公关力度,加快成熟使用技术的推广应用,积极推进源头减量替代,突出生产过程控制,强化再生利用规范,努力促进铅蓄电池电池生产及再生行业绿色发展。
2. 清洁生产方面
(1)生产原料的运输、储存和备料等过程应采取负压或密闭措施,防止物料扬撒,原料、中间产品和成品严禁露天堆放。
(2)加强铅蓄电池产品的生态设计,逐步减少或淘汰铅蓄电池中有毒有害物质的使用,其中镉含量不得高于0.002%(电池质量百分比,下同)、砷含量不得高于0.1%。
(3)铅蓄电池生产过程中的熔铅、铸板及铅零件工序应在封闭车间内进行,熔铅、铸板过程中产生烟尘的部位,应保持在局部负压条件下生产,并与废气处理设施连接。根据产品类型的不同,采用连铸连轧、连冲、拉网、压铸或者一台熔铅炉为两台以上铸板机集中供铅重力浇铸板栅制造技术。铅合金配制与熔铅过程鼓励使用铅减渣剂,以减少铅渣的产生量。
(4)铅蓄电池生产铅粉制造工序应采用全自动密封式铅粉机。和膏工序(包括加料)应使用自动化设备,在密封状态下生产;涂板及极板传送工序应配备废液自动收集系统;生产管式极板应使用自动挤膏机或封闭式全自动负压灌粉机。
(5)铅蓄电池生产分板及刷板(耳)工序应设在封闭的车间内,采用机械化分板刷板(耳)设备,保持在局部负压条件下生产;包板、称板、装配、焊接工序应采用自动化设备,并保持在局部负压条件下生产。
(6)铅蓄电池生产供酸工序应采用自动配酸系统、密闭式酸液输送系统和自动灌酸设备;淋酸、浸渍、灌酸、电池清洗工序应配备废液自动收集系统并送至相应处理设施。
(7)铅蓄电池生产鼓励采用内化成工艺,逐步淘汰极板槽化成工艺;该工序应设在封闭的车间内,配备硫酸雾收集装置并与相应处理设施连接。
3. 大气污染防治方面
(1)铅蓄电池生产过程的铅烟、铅尘、酸雾应采取负压收集,严格控制废气无组织排放。
(2)铅烟、铅尘应采用两级以上处理工艺,铅烟鼓励采用袋式除尘、静电除尘或袋式除尘加湿法(水幕或湿式旋风)等除尘技术;铅尘鼓励采用布袋除尘、静电除尘、滤筒除尘等技术;酸雾应采用物理捕捉加碱液吸收的逆流洗涤技术或酸雾收集回流等技术。
(3)鼓励采用高密度小孔径滤袋、微孔膜复合滤料等新型织物材料的布袋除尘器及其他高效除尘设备。
4. 水污染防治方面
(1)含重金属(铅、砷等)的生产废水应按照国家相关标准的规定,在其产生的车间或生产设施进行分质处理或回用,污染物排放应稳定达到国家相关标准要求。鼓励生产过程废水全部实现循环利用。
(2)含铅、砷等重金属的生产废水,按照其水质及处理要求,可采用化学沉淀法、生物法、吸附法、电化学法、膜分离法、离子膜反渗透等单一或组合工艺进行处理。
(3)生产区地面冲洗水、渣场渗滤液应进行统一收集,达标处理后排放或实施循环利用。厂区内洗衣废水和淋浴水应按含铅废水处理,不得与生活废水混合处理。生产厂区内的初期雨水应进行收集并处理。
5. 固体废物处置与综合利用方面
(1)铅蓄电池生产过程产生的含铅废物,包括废极板、铅泥、铅尘、铅渣、废水处理后产生污泥、除尘系统净化回收的含铅烟尘(灰),防尘系统中废弃的吸附材料、含铅废旧劳保用品(废口罩、手套、工作服)等,其中属于危险废物的应在厂区内建设暂存设施,并定期交由有危险废物经营许可证的单位进行安全处置。
(2)生产原料及固体废物储存场所地面、涉及重金属污水的池体及管网须做好防渗,鼓励采取主动防渗漏措施与被动防渗漏措施相结合方法,从源头到末端全方位采取控制措施,防止污染土壤及地下水。
6. 鼓励研发的新技术、新材料、新产品
(1)鼓励开发减铅、无镉、快速内化成等技术,并进行推广应用。
(2)加快研发和推广新型结构(卷绕式、管式等)密封铅蓄电池等动力电池、新型大容量密封铅蓄电池、超级电池等高效能、低污染铅蓄电池生产技术。
(3)鼓励研发新型板栅材料及电解沉积板栅制造技术、先进铅膏配方工艺技术。
(4)鼓励研发低污染、低能耗、全自动的铅蓄电池生产的工艺技术和设备,鼓励研发含铅废气、废水及废渣中重金属高效去除及回收处理工艺和设备,鼓励研发污染物的快速监测技术。
(5)鼓励研发生产差别化、功能化、高性能、绿色环保型新产品。
7. 运行管理方面
(1)企业应按有关规定安装废水流量计,总铅、pH值等废水污染物在线监测装置和铅尘/铅烟在线监测装置,鼓励与环保部门的监控系统联网;其中总铅在线监测装置安装在车间或车间处理设施排放口,实时监控铅等重金属排放。定期或不定期对企业周围空气、水、土壤的环境质量状况进行监测。
(2)企业应建立、完善环境污染事故应急体系,建设硫酸、废水处理、废气处理的事故应急处理设施,包括事故围堰、应急池、双阀门控制设施等。应加强输料泵、管道、阀门等设备的经常性检查更换,杜绝生产过程中跑、冒、滴、漏现象。企业应增强社会责任意识,加强环境风险识别,制定环境风险管理制度和重金属污染事故应急预案并定期演练。
(3)铅蓄电池生产企业应建立环境管理台账,企业所在地的环境保护行政主管部门应加强对企业污染排放状况、污染治理设施运行情况、企业环境行为信息公开和日常污染防治管理制度执行情况的监督检查。
[1].《电池工业污染物排放标准》编制组 《电池工业污染物排放标准》编制说明. http:/www.zhb.gov.cn/gkml/hbb/bgth/201102/t20110212_200598.htm.
[2].《铅蓄电池污染防治技术政策编制组.铅蓄电池污染防治技术政策及编制说明(征求意见稿). http:/www.mep.gov.cn/gkml/hbb/bgth/201211/t20121108_241639.htm.
猜你喜欢
小学科学(学生版)(2020年10期)2020-10-28 07:52:12
中国化肥信息(2020年7期)2020-03-19 01:54:02
当代陕西(2019年7期)2019-04-25 00:22:18
领导决策信息(2018年26期)2018-10-12 02:18:26
中国军转民(2017年6期)2018-01-31 02:22:28
汽车维修与保养(2017年1期)2017-05-15 02:40:16
汽车维修与保养(2016年1期)2016-09-07 08:33:04
汽车维修与保养(2016年12期)2016-03-14 06:37:10
汽车维修与保养(2016年11期)2016-02-21 08:04:06
都市丽人(2015年5期)2015-03-20 13:33:49
