燃煤机组再热主汽门门轴漏气原因分析
2014-07-04 03:26陈胜国
电力安全技术 2014年2期
陈胜国
(华能武汉发电有限责任公司,湖北 武汉 430415)
华能武汉发电有限责任公司有2 台600 MW、4 台300 MW 燃煤机组。新安装的机组和运行一段时间后的机组,其再热主汽门门轴部位很容易漏汽,会严重影响机组的经济运行。正常情况下,在机组挂闸后,高压油进入油动滑阀,关闭油动滑阀,在门轴的端面形成一个密闭的腔室,同时高压油进入再热主汽门执行机构,再热主汽门开启,再热蒸汽进入再热主汽门,在密闭腔室内形成压力,将门轴向摇臂端顶动,使球形垫片接触严密,避免再热蒸汽沿门轴向外泄露。
1 原因分析
根据多年检查经验和分析,产生再热主汽门门轴部位漏汽的主要原因如下。
(1)再热主汽门的球形垫片接触不好,球形密封不严,产生漏汽。
(2)油动滑阀门线不严,在门轴端部的蒸汽从油动滑阀泄走,门轴端部压力建立不起来;在门开启时,由于门轴端部压力不够,无法向摇臂端移动,球形垫片无法接触而产生漏汽。
(3)门轴运行时间长、间隙小、摩擦力大,端部压力克服不了摩擦力,无法向摇臂端移动,球形垫片无法接触而失去密封作用,因而漏汽。
(4)由于厂家制造加工工艺不到位,新投产的机组各部套加工尺寸存在偏差,门轴靠摇臂端的台阶和键槽容易先接触,造成球型垫片无法接触而产生漏气。
2 解决措施
针对以上原因,在停机检查或机组大修期间,必须做好以下工作。
(1)再热主汽门球型垫片正反两面密封面必须研磨。在密封面处涂红丹,装复门轴,整体检查球型垫片接触情况,要求连续均匀无断点。
(2)油动滑阀阀芯研磨涂红丹检查,阀线连续均匀无断点,同时盘根填满,盘根压盖压死。
(3)再热主汽门各部套清理到位,保证各间隙符合设计要求,门轴在开启、关闭的过程中能自由左右窜动。
(4)对门轴各部位进行测量检查,并做好记录。球型垫片研磨好后试装配,在容易接触的部位(如台阶键槽)涂上红丹,检查是否有接触。若有接触应进行金属加工或自行就地打磨消除接触,以保证球型垫片接触严密,起到密封效果。
经过一段时间的运行,球型垫片密封面和门轴各部套都会有氧化皮结垢,致使密封效果变差,门轴间隙减小,从而产生漏汽。可以人为将门轴向摇臂端拉近,使密封面接触更好,进而消除漏汽。
运行机组漏汽时,也可用专用工具(见图1)将门轴拉向摇臂端,使球型密封环接触更紧,以消除漏汽。随后应拆下该专用工具,以免再热主汽门关闭时,门轴被拉住,再热主汽门关闭不严。
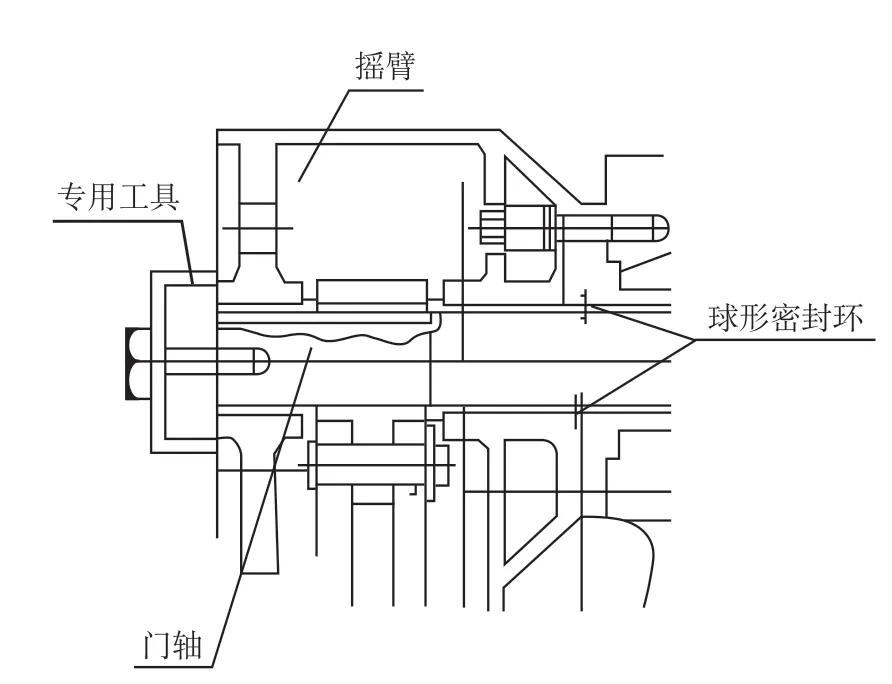
图1 专用工具的使用示意
专用工具能解决临时卡涩问题,但是经常操作会费时费力,而且操作人员在机组运行时进行此项操作存在一定烫伤的风险。因此需要设计改装专用工具,并实现自动化控制操作。可以在再热主门门轴上装一个油缸,利用高压油将门轴拉向摇臂,使球型密封环接触良好。
同时,卸载高压油时可以利用弹簧的作用力将其关闭,若再加上配套的检测传感装置就可以实现自动化操作。
猜你喜欢
粘接(2022年8期)2022-08-19
建材发展导向(2022年3期)2022-04-19
汽车维修与保养(2021年3期)2021-07-10
探索科学(学术版)(2020年4期)2020-07-12
中国设备工程(2017年14期)2017-08-01
进出口经理人(2017年6期)2017-07-07
发电设备(2016年6期)2016-12-23
现代机械(2016年6期)2016-12-20
低碳世界(2016年19期)2016-08-12
广西电力(2016年6期)2016-07-10