低熔点适形铅挡块的制作方法与误差分析
2014-07-02 01:45河南省商丘市第一人民医院放疗科河南商丘476100
转化医学电子杂志 2014年6期
安 安 (河南省商丘市第一人民医院放疗科,河南 商丘 476100)
·基础与转化医学·
低熔点适形铅挡块的制作方法与误差分析
安 安 (河南省商丘市第一人民医院放疗科,河南 商丘 476100)
目的:探讨低熔点适形铅挡块的制作方法及误差产生的原因,提出完善质量保证和质量控制的方法.方法:模拟定位机上拍患者定位片,医生勾画靶区后利用热丝切割机切割形状后制作铅挡,然后在模拟定位机下进行拍片验证,合格后方可实施治疗,结合验证结果,对挡块出现不同的误差进行分析和评价.结果:每个挡块之间都存在不同程度的误差,制作的每一个环节都直接影响成模的质量,避免这些环节出现差错,才能使误差降到最小.结论:用低熔点铅制作适形铅挡是目前常规放疗中行之有效的好方法,它不仅符合放射治疗计划的设计要求,而且提高了放射治疗的精确度.但需要做好质量控制,才能保证挡块的质量.
低熔点铅;放射治疗;质量控制
0 引言
肿瘤放射治疗的根本目标,不论是根治性放射治疗还是姑息性放射治疗,在于肿瘤区域的靶组织能够受到足够的放射治疗剂量,而周边正常组织和器官应尽可能避免受剂量,以便提高肿瘤的局部控制率,减少正常组织的放射治疗并发症[1].应用低熔点适形铅挡的主要目的是将规则的射野变成不规则的射野,使射野形状与靶区形状的投影一致,从而保护射野内的某些重要组织和器官[2].目前我们常规照射采用的照射野一般都为规则野,不能保护射野内正常组织免受治疗剂量照射.而纯铅的熔点比较高(327℃),制作挡块较困难,一般只用作放射野标准挡块使用,而且不能对每个患者制作特定形状的挡块,并且挡块固定困难,因此只能用于光野和照射野相吻合的摆位,不能制作根据CT和模拟定位机所划定靶区设置与正常组织形状相吻合的挡块,准确性和重复性都较差,而且摆位费时.用低熔点铅制作则克服上述这些缺点,并且很容易实现适合患者个体化的挡块,利用这种合金配合热丝切割机切割泡沫印模,加工成各种不规则形状的挡块,加上双面胶带或蝶形螺钉固定在有孔托盘上,可以方便自如的用于固定角和旋转角度治疗,并且提高了摆位的准确性、重复性和工作效率.放疗结束后,这种合金可回收重新制作使用[3].
1 材料和方法
1.1 实验材料 热丝切割机;低熔点铅(low meltingpoint lead,LML),标记好中心的有机板(以下称托盘),8 cm左右的高密度泡沫,3 m双面胶带,5 mm蝶形螺钉;温控熔铅炉;挡块验证托架及模拟定位机,XHA600C加速器.
1.2 实施步骤
1.2.1 资料设计 利用在医生XR片、体表轮廓或TPS勾画出的射野轮廓设计出铅模轮廓图.
1.2.2 输入资料 利用数字化仪将轮廓图输入电脑.
1.2.3 标记中心 将轮廓的中心线输入,使中心线在泡沫上相应位置留下切痕,以此定位用.
1.2.4 切割 利用热丝切割机切割出所需厚度(通
常为8 cm)泡沫印模(以下称泡沫).
1.2.5 确定定位线 连接两相对切痕,便可在泡沫的底部得到十字线,为铅模的中心.
1.2.6 浇铸钱验证 选一张的托盘,按方向将泡沫的底部十字线与托盘的中心十字重合,放在验证托架源托距(STD)处,资料放在设计距离处验证,[我科标准:定位片取源片距(SID)为 135 cm、体表轮廓或TPS取100 cm],合格后方可进行下一步.
1.2.7 泡沫在托盘上的定位、固定 另取一张托盘,将泡沫底部十字线与托盘的中心重合,将一张透明胶片置于二者之间,用3 m双面胶固定,在托盘的适当位置钻孔并垂直镶上蝶形螺钉.
1.2.8 浇铸 将铅浇入泡沫内.
1.2.9 拆模、修磨、再固定 将挡块内表面的飞边、毛刺修整打磨掉,再固定时要注意挡块的方向及左右.
1.2.10 挡块成品的复核与验证 复核包括患者的姓名、住院号、挡块的方向、左右、中心线是否重合及是否固定牢固.经下面几步验证,合格后方可实施照射.
1.3 挡块验证及评价 验证由以下三步完成:①托架验证:包括浇铸前验证及挡块成品验证.②验证片(XR)验证:在模拟定位机下完成.③证实片验证:在治疗机下完成.
评价标准:在等中心(SAD=100 cm)距离处,挡块摄片中的内轮廓与资料中遮挡内轮廓线偏差若在±3 mm范围内,视为合格.
2 结果
从我科2013-07~12制作的挡块中连续抽取 80块作为研究对象,经过上述验证过程,比较了按中心十字线、野外轮廓线重合两种情况下铅块内投影线与资料中勾画的轮廓线在形状、大小、位置等方面的误差,发现所有铅块均存在或多或少的误差,但 85%在误差允许范围内.误差主要分为位置误差和形状误差两种情况.位置误差是指验证时挡块投影线与资料中的轮廓重合,但二者中心十字线不重合.主要表现为:⑴一侧多挡,另一侧少挡;⑵整体旋转.可能由以下原因引起:①托盘的十字中心线不准确;②泡沫的十字定位线不准确;③将二者固定时的十字线没有重合.形状误差是指验证是按中心十字线重合出现以下几种情况:⑴挡块的形状与资料上的轮廓相似,但整体对称性多挡或少挡.可能由以下原因引起:①STD、SID之一或二者同时设置不准确;②泡沫的切割间隙过大.⑵局部多挡或少挡,可能由以下原因引起:①泡沫的切割间隙不均匀,有的地方宽,有的地方窄;②低熔点铅的浇铸温度过高,对泡沫内表面的侵蚀不均;③泡沫或托盘底面不平整或切割时泡沫放置不垂直,我们按这几种情况进行了统计分析,结果见表1.
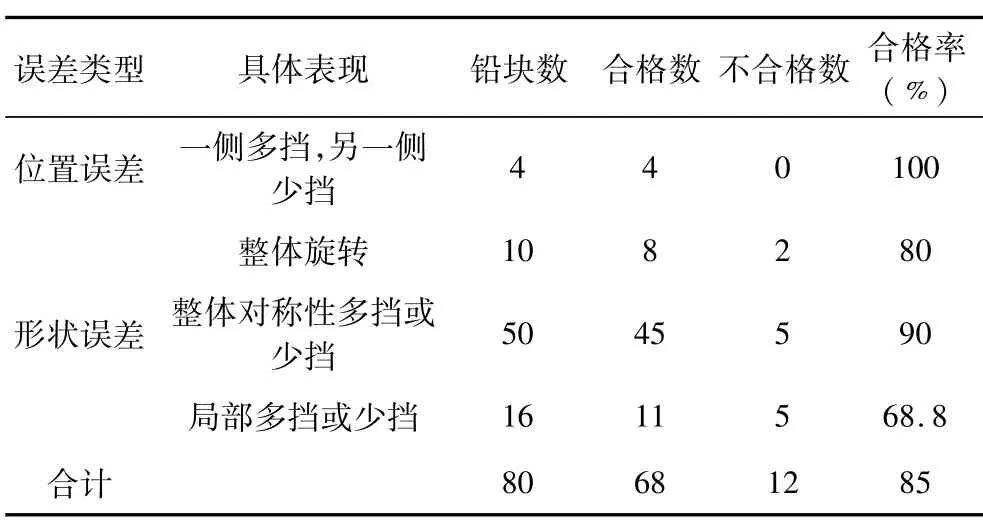
表1 低熔点适形铅挡块成模误差分析
3 讨论
在放射治疗中,照射野的形状主要取决于肿瘤扩散的范围(临床灶以及周边可能侵润的部分).考虑给予肿瘤组织足够照射的同时,要尽可能的避免对周边正常组织器官的照射,这些限制条件要求为每位患者设计较为复杂的照射野,而利用低熔点适形铅挡技术,可以较容易实现适合患者个体化的要求,是成熟、有效的经典配合手段.与现在较流行的多叶光栅(MLC)技术相比,它的适形程度更高,不存在漏射及穿射半影,费用却十分低廉.由于不需要在患者体表上划线,只需要标示射野中心,因此挡块的成模质量在很大程度上左右着照射质量.低熔点铅挡块技术的改进,无非是怎样尽量减少误差或把误差控制在允许范围内.铅挡块的制作需要多道工序,重视挡块制作过程中的每一个环节对提高挡块的成模质量有着非常重要的意义.
[1]石 梅.肿瘤放射治疗学新进展与发展设想[J].解放军医学杂志,2010,35(5):481-484.
[2]于长华,王万伟,魏荣荣.低熔点铅挡块在常规和适形放疗应用中的质量保证[J].西部医学,2008,20(3):532-533.
[3]赵毅辉,艾春红,罗晓东,等.传统模具与新型模具制作适形铅挡块的比较分析[J].江西医学院学报,2009,49(10):99-102.
[4]陈 军,高宗毅,孙念章,等.低熔点铅挡块的制作方法及误差控制[J].北京生物医学工程,2002,21(2):150-151.
Making method and error analysis of low melting-point lead block
AN An
Department of Radiotherapy,First People's Hospital of Shangqiu,Shangqiu 476100,China
AIM:To investigate making method of low meltingpoint lead block and find causes of error,in order to improve the quality assurance and quality control.METHODS:The patient positioning chip shot were taken on the simulator machine,doctors drew the outline target shape and used hot wire cutting machine to shape,made lead block,and then verified in a simulated film positioning machine,to be implemented after passing treatment,combined with verification results to make different error analysis and evaluation of the block.RESULTS:Between the blocks there were different levels of error,affected by every aspect of the quality of molded,avoiding these areas errors,could make the error to a minimum.CONCLUSION:Making conformal lead block with low melting-point lead is a good way in conventional radiotherapy,which not only meets the design requirements for radiation treatment planning,but also improve the accuracy of radiotherapy,and only quality control could ensure the quality of the block.
low melting-point lead;radiation therapy;quality control
R815
A
2095-6894(2014)06-018-02
2014-09-15;接受日期:2014-09-30
安 安.主管技师.研究方向:肿瘤放疗技术.Tel:0370-3255268 E-mail:64534801@qq.com
猜你喜欢
医疗装备(2022年20期)2022-11-10
地震工程与工程振动(2022年3期)2022-07-21
环球市场(2021年33期)2021-12-17
陶瓷学报(2021年1期)2021-04-13
装备制造技术(2020年11期)2021-01-26
四川建筑(2020年1期)2020-07-21
中国医学物理学杂志(2020年6期)2020-07-10
中国医学装备(2019年1期)2019-02-14
江苏农业科学(2017年10期)2017-07-21
中国医学装备(2017年4期)2017-04-20