
深冲用3004铝合金带材工艺研究
2014-07-01 23:36林琳田野葛义勇
机械工程师 2014年4期
林琳, 田野, 葛义勇
(东北轻合金有限责任公司,哈尔滨150060)
深冲用3004铝合金带材工艺研究
林琳, 田野, 葛义勇
(东北轻合金有限责任公司,哈尔滨150060)
通过三向力学性能、深冲性能、显微组织检测等手段,分析了3004铝合金回复与再结晶过程,研究了退火温度对3004铝合金深冲性能的影响,确定了3004铝合金开始与终了再结晶温度,从而获得满足性能要求的3004铝合金带材的退火温度。
3004铝合金;再结晶;各向异性
0 引言
3004铝合金属于Al-Mg-Mn系,主要合金化元素是Mn和Mg,它具有较高的强度、耐蚀性和优良的加工成形性,被广泛应用于包装、运输、灯具等行业,其中绝大部分是以深冲带材供货。深冲带材要求较低的各向异性和制耳率,因而需要综合考虑材料各项性能指标。某用户长期在我公司订购灯具用0.22 mm厚3004铝合金带材,要求其抗拉强度为180~230 MPa,伸长率不小于6%。
在实际生产过程中,可以通过控制退火温度对板带材进行退火处理来达到上述力学性能指标,但在用户的冲制加工过程中,仍然会发生冲制缺陷,尤其是带材制耳率偏高,严重影响了灯具行业的发展。本文系统研究了退火温度对3004铝合金板带材力学性能及深冲性能的影响,以确定出合理的热处理工艺,满足用户使用要求。
1 试验方案
1.1 试验材料
选择半连续水冷铸造的断面尺寸为300mm×1070mm的3004铝合金扁铸锭,化学成分见表1。
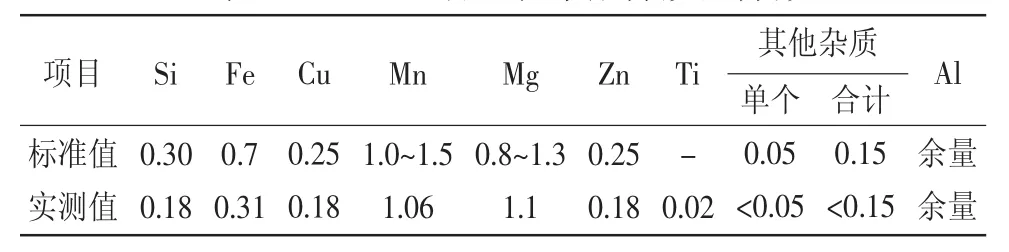
表1 3004铝合金化学成分质量分数 %
1.2 试验内容
冷轧后成品退火前切取试样,分别在200℃、220℃、240℃、260℃、280℃、300℃、320℃、340℃、360℃、380℃、400℃、420℃、440℃温度条件下进行试验室小样退火处理,退火后检测与轧制方向成0°、45°、90°的三个方向(以下简称三向)力学性能、制耳率以及各退火温度条件下的显微组织。根据三向力学性能、制耳率绘制退火软化曲线及制耳率与退火温度变化曲线,综合显微组织检测结果,确定满足用户使用要求的3004铝合金板带材生产工艺。
1.3 试验过程
3004铝合金扁铸锭经均火、铣面后进行热轧,热轧成品厚度为8.0 mm,进行坯料软化退火,然后进行冷轧至成品厚度(0.22 mm),对冷轧至成品厚度的3004铝合金取样进行试验研究。
2 试验结果与分析
2.1 试验结果
2.1.1 三向力学性能试验结果
0.22 mm厚3004铝合金带材试验室退火小样力学性能随退火温度变化曲线如图1所示,三向力学性能偏差随退火温度变化曲线如图2所示。

图1 0.22 mm厚3004铝合金带材在不同退火温度条件下的三向力学性能

图2 0.22 mm厚3004铝合金带材在不同退火温度条件下的三向力学性能偏差
2.1.2 深冲性能试验结果
0.22 mm厚3004铝合金带材深冲性能检测结果如图3所示,深冲后宏观形貌如图4所示。

图3 0.22 mm厚3004铝合金带材在不同退火温度条件下的制耳率

图4 0.22 mm厚3004铝合金带材深冲后典型温度下的宏观形貌
2.1.3 显微组织检测结果
0.22 mm厚3004铝合金带材不同退火温度下典型显微组织如图5所示。

图5 0.22 mm厚3004铝合金带材典型退火温度下的显微组织
2.2 试验结果分析
从图1可见,在260℃以下温度进行退火处理时,3004铝合金带材三向力学性能随退火温度变化不明显,抗拉强度与屈服强度略有下降,伸长率略有上升,此时材料处于回复阶段;在260~320℃之间进行退火处理时,3004铝合金带材三向力学性能中抗拉强度与屈服强度随着退火温度的升高急剧下降,而伸长率急剧升高,此时材料处于再结晶阶段;在320℃以上温度进行退火处理时,3004铝合金三向力学性能中抗拉强度、屈服强度与伸长率均趋于平缓变化不大,此时材料处于完全再结晶及晶粒长大阶段。由此三向力学性能软化曲线,我们可以初步认定260℃为3004铝合金开始再结晶温度,320℃为3004铝合金完全再结晶温度。同样由图1可知,在280~300℃之间温度下退火,材料的力学性能指标能够满足用户使用要求。
由图3可知,在200~440℃退火过程中,制耳率随退火温度升高呈现先下降后升高的变化趋势,在300℃、360℃出现了低点,在300℃出现最低点为轧制过程中产生的轧制织构与再结晶过程中产生的再结晶织构相匹配出现的各向异性最小值,而360℃应该为完全再结晶后再结晶织构的内部出现的相对平衡点。由图2与图4可以佐证在300℃退火条件下,3004铝合金本身各向异性达到最小值。图2表示3004铝合金带材三向力学性能三向差值随退火温度变化的曲线,由曲线可以看出,在300℃退火条件下,三向力学性能差值相对达到最小值,此时3004铝合金各向异性最小。图4表示3个不同退火温度条件下深冲的宏观照片,在200℃条件下退火深冲后呈现与轧制方向成45°的4个制耳;在400℃条件下完全再结晶温度下退火后深冲呈现与轧制方向成0°、90°的4个制耳;在300℃条件下退火后深冲呈现与轧制方向成0°、45°、90°的8个制耳,同时由于此时轧制织构与再结晶织构的平衡,制耳较小,同样证明了在300℃退火条件下为3004铝合金各向异性最小值。
如图5(a)可以看出,在200℃退火后材料内部呈现纤维状轧制组织,当退火温度升高到300℃时,材料内部开始呈现均匀细小的再结晶组织,如图5(b),到320℃时材料内部完全呈现出均匀细小的再结晶组织,如图5(c),当温度继续升高的400℃时,材料内部晶粒组织异常长大,如图5(d),此时材料各项性能开始恶化。从材料显微组织检测结果进一步证明了320℃为3004铝合金完全再结晶温度,材料显微组织检测结果同样证明了材料各向异性的检测结果。
根据资料记载,在回复阶段(即260℃以下)温度退火的材料中,存在大量位错杂乱排列形成的复杂空间网络,他们纠集缠结在一起成为胞状亚结构,此时材料处于加工硬化状态,具有较高的强度。经过260℃退火后,缠结的位错逐渐构成形变边界,此时,强度略有下降,塑性略有升高。随着退火温度升高,晶内的位错不断向胞壁处迁移,而胞壁处的位错规则化也进一步发展,位错不断地调整和排布,当规则化完成之后,形变胞演变成清晰的亚晶,为晶粒的形核创造了有利条件。在再结晶过程中(即320℃)退火后,晶内是位错缠结形成的位向差很小的亚晶组织,但同时有许多二次相质点(Mn、Fe)Al6相和Mg2Al3相析出,分布于晶内及晶界上。这些质点对晶界起到一种“钉轧”作用,严重阻碍了位错和晶界的迁移,因此也就阻止了晶粒的长大,从而推迟了再结晶过程,形成了细小的再结晶晶粒,同时也起着“弥散强化”作用,这也是3004铝合金强度高于相同状态下3003铝合金的主要原因[1-4]。
综合力学性能指标与各向异性分析结果,确定300℃为生产无耳3004铝合金带材的退火温度。
3 结论
对于冷加工率大于75%的0.22 mm厚3004铝合金带材而言:1)3004铝合金带材开始再结晶温度为260℃,再结晶终了温度为320℃;2)在300℃温度下退火,3004铝合金带材各向异性达到最小值;3)在300℃温度下退火,3004铝合金带材各项性能指标满足用户要求,此温度为生产无耳3004铝合金带材的退火温度。
[1] 范雅铭.退火温度对3004铝合金板材组织和性能的影响[J].轻合金加工技术,2003,31(8):19-21.
[2] 伊春芝,刘淑晶;徐奔,等.3004铝合金H32状态带材工艺研究[J].轻合金加工技术,2004,32(12):24-26.
(编辑:启 迪)
TG 316
A
1002-2333(2014)04-0065-03
林琳(1986—),女,助理工程师。
2014-02-08
猜你喜欢
中国钢铁业(2022年8期)2022-12-21
中国钢铁业(2022年7期)2022-12-21
中国钢铁业(2022年6期)2022-09-03
宝钢技术(2022年3期)2022-07-12
中国钢铁业(2022年4期)2022-07-06
上海金属(2016年3期)2016-11-23
光学精密工程(2016年4期)2016-11-07
大型铸锻件(2015年1期)2016-01-12
船海工程(2015年4期)2016-01-05
上海金属(2014年3期)2014-12-19
