
火焰加热封头装置的探讨及实施
2014-07-01 23:36韩峰
机械工程师 2014年4期
韩峰
(东方电气〈广州〉重型机器有限公司,广州511455)
火焰加热封头装置的探讨及实施
韩峰
(东方电气〈广州〉重型机器有限公司,广州511455)
以某产品封头的内壁堆焊进行说明,介绍了一种适用于多种尺寸封头堆焊时的火焰加热器的设计方案,为进一步的工装设计提供了思路。
封头内壁堆焊;可调节火焰加热器;设计方案;实施
1 产品结构和工艺要求
核电产品中的容器都有圆形或椭圆形封头,需要对内壁进行不锈钢或镍基堆焊,工艺要求在堆焊时需要对堆焊面进行预热及堆焊完成后进行后热等热处理。由于要对整个封头的球形内壁进行堆焊,而焊机机头只能实现上下、左右二维运动,因此,需要封头作旋转运动,从而形成球形分布的焊道。所以,在堆焊工位的布置时,(如图1)需要将封头固定在焊接变位器上,使其随着变位器的工作台旋转和前后转动。

图1 内壁堆焊工艺方案
由于焊接变位器工作台旋转使得封头绕着轴线转动,而对封头加热的火炬却不能随着变位器的平台转动,而且要对封头进行均匀加热。
为了满足工艺要求,需要设计和制造相应的工艺装备,下面仅以某产品封头内壁堆焊预热、后热的工艺装备设计方案为例进行说明:
该工件内径为φ2 076 mm,最小壁厚115 mm,高度为1 417 mm,质量为5 100 kg,内壁需要堆焊不锈钢。根据工件重量选择使用20 t·m的焊接变位器。堆焊时的工件表面温度分布尽可能均匀,要求火炬离工件外壁的距离应保持一致,同时根据火炬加热时的覆盖范围,可增减火炬的数量。
2 工装方案确定
从拟定的工艺方案,我们可以看到封头与裙座、加热火炬固定在支撑架上,虽然随着工作台翻转,但不随着转动,以达到工件旋转、对工件外壁进行均匀加热的目的。
2.1 工装设计方案中需要解决的问题
1)加热器的固定方式。加热器不随工作台旋转。
2)连接燃气的方式。工作台旋转时,进入变位器的燃气管道不会随着工作台旋转,否则燃气管道将会缠绕在一起,最终将管道损坏。
3)根据加热工件尺寸变化,可调整范围。
2.2 解决方案
在进行工装方案设计时,将以上问题划分成每一个小的模块,通过分别解决每个模块,从而实现每个模块的功能,最终使整体方案得以实现。
1)加热火炬支撑架的固定装置要承受加热器支架和加热器的重量,不能随着工作台旋转,但要随着变位器翻转(如图2),能够翻转的极限位置为0°~90°。
2)燃气管道相对于地面是静止的,虽然随着加热火炬的支撑架作摆动,但自身不随着工作台转动,并将燃气送到工作台表面上的燃烧器。
设计方案为:外接管道与截止阀相连接,燃气通过管道进入缓冲器,最后经过分配器将其输送到各个燃烧器。为了防止管道在变位器翻转时变形,在管道与主轴内孔之间安装了一块固定板,支撑着燃气管道。
3)燃烧器需要布置在支撑架上,保持与封头外壁有最佳的距离,使燃气得以充分燃烧,但由于使用固定的支撑架,不能满足产品尺寸和结构在一定范围内的变化,所以在支撑架的设计时,考虑可以变化的形式。设计方案为:采用连杆机构作为可以变化尺寸和结构的支撑架,通过变化连杆的长度及转动角度,使其连杆与加热的容器保持最佳的距离(如图3所示)。
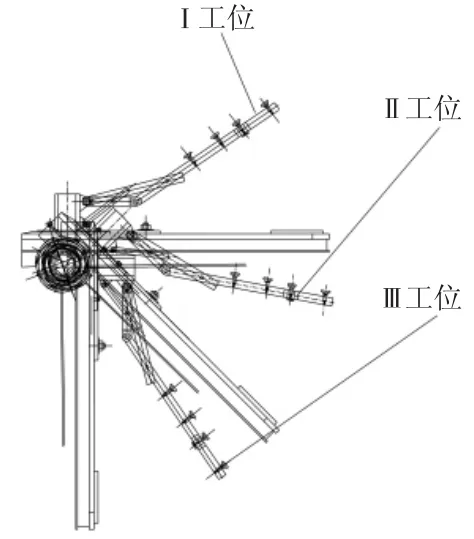
图2 翻转工位

图3 连杆机构
3 工装设计
根据以上的设计方案,进行部件受力分析和详细设计。
1)工件处于极限位置时,即工作台面垂直于水平面,主轴处于水平状态;当工作台处于水平位置时,主轴处于垂直状态。也就是说,主轴的轴承要适应这两种状态,故轴承选用既能承受径向力,又能承受轴向力的圆锥滚子轴承。参考机床的系统原理,进行了如下的设计:
在方案中,轴承支撑套通过紧固螺栓副与变位器的工作台相连接;主轴通过定位件与变位器固定,在主轴与工作台之间通过轴承,保证了主轴不随工作台转动。
2)由于工作台中心的轴套内壁不能承受外力,需要选用轴承座将轴承受到的外力转移到工作台上,故需要设计特殊的轴承座。
3)主轴除了能够支撑燃烧器外,还要能够使燃气管道从中间通过,故选用厚壁无缝钢管作为主轴。详细结构如图4所示。

图4 主轴
4)利用连杆机构支撑燃烧器,通过工件的变化,调整连杆的位置(如图5)。为了保证连杆机构能够灵活运转,选用支撑燃烧器的杆件为外径φ48 mm的钢管,在钢管上设置了插销孔,用于调整燃烧器位置。在支撑管的两侧设置板件作为连杆件,并通过插销与钢管相连。

图5 连杆机构支撑燃烧器
5)利用波纹软管将燃烧器与分配器连接起来,通过调整支撑杆件使得整个装置能够满足产品的工艺要求。当工件外表面的直径变化时,可将调整位置销轴抽出,先将支撑管调整到与工件外表面适宜的位置,然后将调整位置销轴插入连接杆中,使得燃烧器的位置保持在最佳状态。
6)整体装配后,由于燃烧器的燃烧,整个区域内温度较高,输送天然气的管道不能受到影响,故采用耐热的不锈钢波纹软管将燃烧器与分配器连接起来(如图6)。
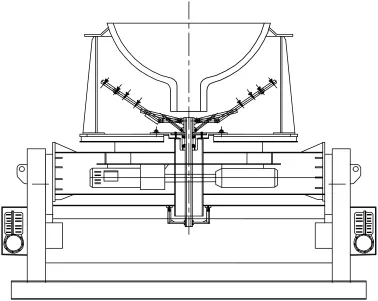
图6 燃烧器与分配器连接
4 应用效果及评价
1)该装置已用于某产品上下封头的内壁不锈钢材料的堆焊中,并取得了显著的效果,每堆焊一个封头可以减少10%天然气的用量。
2)由于减少了加热时间,特别是在焊接过程中,能够保证稳定的层间焊接温度,减少了停歇时间,工作效率比原方案提高了20%。
[1] 黄锡恺,郑文纬.机械原理[M].北京:人民教育出版社,1981.
[2] 戴曙.金属切削机床设计[M].北京:机械工业出版社,1981.
(编辑:立 明)
TG 455
B
1002-2333(2014)04-0202-02
韩峰(1963—),男,高级工程师,从事机械加工和非标准设备的设计工作。
2013-12-02
猜你喜欢
橡塑技术与装备(2022年1期)2022-01-20
建材发展导向(2021年14期)2021-08-23
石油化工设备(2021年4期)2021-07-21
橡塑技术与装备(2018年18期)2018-09-22
现代交际(2017年19期)2017-10-23
大型铸锻件(2015年5期)2015-12-16
云南畜牧兽医(2015年4期)2015-02-28
中国塑料(2014年5期)2014-10-17
当代畜禽养殖业(2014年5期)2014-08-31
当代畜禽养殖业(2014年2期)2014-08-22
