
锻压设备实现低速锻冲方式合理性探讨
2014-07-01 09:30赵升吨崔敏超孟德安
锻压装备与制造技术 2014年6期
赵升吨,陈 超,崔敏超,孟德安,景 飞,张 宇
(西安交通大学 机械工程学院,陕西 西安710049)
0 引言
锻压设备是指利用锤头、砧块、冲头或通过模具对坯料施加压力,使其产生塑性变形,从而获得所需形状和尺寸的工件的成形加工设备。锻压设备主要包括成形用的锻锤、液压机、螺旋压力机、机械压力机和伺服压力机等。随着我国钢铁、有色冶金、航空航天、铁路高速机车、船舶、核电、风电和军工等行业的发展,高性能工件的需求量越来越大,对锻压设备的要求也越来越高。锻压设备已成为工业领域必不可少的成形设备,在加工生产中的作用越来越重要。
锻压加工的工件材料的塑性抗力及质量与锻压时的应变速率密切相关。在锻压加工过程中,材料的应变速率越小,塑性越好,变形抗力越小,越有利于产品的顺利成形。能够实现低速锻冲的锻压设备的滑块在下死点附近停留时间长,保压时间长,有利于提高工件的锻压质量,减小工件对模具的冲击,提高模具的使用寿命。如果锻压时的速度过快,会使工件产生较大的塑性抗力,容易使工件产生裂纹,不利于工件的加工成形,同时会使设备产生振动,加剧锻压设备和模具的磨损,产生较大的冲击噪声,污染工业生产环境。以拉延工艺为例,如果滑块的速度过高,将会引起工件破裂。表1 为拉延工艺的合理速度范围,进行拉延工艺的压力机的滑块速度不应超过表中数值。

表1 拉延工艺合理速度范围[1]
锻压设备在锻压时的低速特性影响着工件的质量,因此工件在塑性变形时要求设备能够低速运行。但为了提高生产率,节省加工时间,工业生产又要求设备的滑块在空程和回程时具有较高的速度,缩短锻压设备在非锻压阶段的运行时间。既有低速锻冲特性,同时又能高速空程和回程运行的性能已成为衡量一台锻压设备优良的重要指标之一。
为了指导工程人员合理选择锻压设备,同时也为了促进锻压设备的发展,本文以螺旋压力机、液压机、机械压力机和伺服压力机等为例对锻压设备实现低速锻冲方式的合理性进行了探讨。
1 螺旋压力机低速锻冲特性
螺旋压力机是指通过一组以上的螺母螺杆传动机构在机架内旋转产生加压力的压力机械的总称。可分为两种,一种是向螺母螺杆传动机构上施加扭矩而产生静压的螺旋压力机,一种是通过电机带动飞轮旋转储蓄能量,并在锻压时将能量集中释放用于工件成形的螺旋压力机[2]。通常所讲的螺旋压力机是指后者,这种螺旋压力机用螺杆和螺母作为主要传动机构,通过螺旋传动带动飞轮转动,通过控制电机的正反转将飞轮的正反向回转运动转变为滑块的上下往复运动,并通过滑块带动模具锻打工件,使工件产生塑性变形。
螺旋压力机的工作过程主要有空程向下运动、工件塑性变形和回程向上运动。螺旋压力机在空程向下阶段储蓄能量,将电机输出的能量转化成传动机构和工作机构的动能,在锻压工件过程中一次性释放,完成锻压工作。如图1 所示,螺旋压力机在工作时,电动机带动飞轮旋转储存能量,同时通过螺母螺杆机构带动滑块向下运动,当滑块接触工件时,飞轮将被迫减速或者停止,飞轮旋转所储蓄的能量将转变为冲击能,该能量通过螺母螺杆机构传递给滑块,从而使滑块锻打工件,使工件发生塑性变形。锻打结束后,电动机反转,带动飞轮反向旋转,通过螺母螺杆机构带动滑块上升,回到初始位置。
螺旋压力机在锻压加工中具有十分重要的地位,根据调查,目前螺旋压力机是我国应用最为广泛的模锻设备,占全部模锻设备的37%,超过蒸空模锻锤(31.4%)及热模锻压力机(3.4%)的总和[3]。
螺旋压力机工作行程长,没有固定的下死点位置,也没有严格的行程限制。对于较大的工件,螺旋压力机可以进行多次打击成形,并且可以单打、连打和寸动,因此在设备缺乏的情况下,可以利用小设备干大活。螺旋压力机实际锻冲工件的行程可控可调,模具安装和更换都很方便。
螺旋压力机的滑块速度较低(约0.5m/s,仅为锻锤的1/10),非常适于锻造一些对变形速度非常敏感的铝铜等合金材料。但是螺旋压力机在空程上、下时,螺杆和飞轮一起加速,惯性质量大,因而加速时间长,加速行程占滑块总行程的绝大部分,使滑块每分钟行程次数难以有较大提高,导致螺旋压力机的机械效率和生产率较低。一台好的锻压设备,其滑块在空程和回程时应具有较高速度,缩短非锻压阶段的运行时间,以提高生产率,节省加工时间。但螺旋压力机空程和回程速度慢,因此螺旋压力机并不能有效满足工业生产对低速锻冲设备的要求。

图1 螺旋压力机结构示意图
2 液压机的低速锻冲特性
液压机是一种利用液体的压力能,通过油缸驱动滑块做往复直线运动,依靠静压作用使工件发生变形的锻压设备。液压机的基本工作原理是帕斯卡原理,它通常由本体(本机)、操纵控制系统及液压泵站三大部分组成。
液压机的压力与速度可以在大范围内方便地进行无级调节,而且可按工艺要求在某一行程作长时间的保压。液压机容易获得最大压力和大的工作空间,并且能获得大的工作行程。其适应性强,可以在行程的任意位置施加全压,适合要求工作行程大的场合,适于压制大型工件和较长较高的工件。
液压机需要复杂的液压管路和泵站等,对液压元件的精度要求比较高。液压机的高压液体存在泄漏的风险,不仅浪费了压力油,增加生产成本,还会污染环境,甚至引发生产事故。
目前的巨型压力机主要以液压机为主,当前最大的液压机是中国二重生产的8 万吨级模锻油压机。巨型模锻液压机是象征重工业实力的国宝级战略装备。美国F15、F16、F22、F35 战斗机的钛/铝合金机身框架、起落架、发动机涡轮盘;美国波音747-787 客机的钛合金起落架构件;俄国苏27、苏33、T50战斗机的钛合金结构件;欧洲空客A320-380 客机的钛合金结构件;乌克兰GT25000 舰用燃气轮机直径1.2 米涡轮盘等,都需要用巨型压机模锻成形。
液压机在工作时可实现无级调速,速度范围宽,能够满足低速锻冲的要求,适合用于要求在大压力工作情况下实现低速锻冲的场合。液压机的滑块运行速度比较低,一般为1~200mm/s,滑块每分钟的行程次数仅为几次至几十次,效率较低,导致液压机生产率低,在要求生产率高的场合,容易被行程次数更高的机械压力机所代替。
3 机械压力机的低速锻冲特性
机械压力机是一种利用机械传动机构将电动机的旋转运动转换为滑块的直线往复运动,对坯料进行成形加工的锻压机械。机械压力机工作可靠,运行平稳,在锻压领域应用广泛。根据统计,工业生产中使用的机械压力机在数量上约占各类锻压机械总数的一半以上。机械压力机几乎可以进行所有的锻压工艺,如板料冲压、挤压、模锻和粉末冶金等。
机械压力机的运动部分主要有传动系统和工作机构组成。传动系统主要包括带传动和齿轮传动,它的作用是将电动机输出的运动和能量传递到工作机构,以带动工作机构运动。工作机构的主要作用是将传动系统的旋转运动变为滑块的往复直线运动,从而带动模具完成锻压工作。
机械压力机的工作机构由很多种,不同的工作机构具有不同的低速锻冲特性。下面将重点对公称压力为4000kN、滑块最大行程为180mm 的机械压力机中的曲柄滑块机构、肘杆机构、串联四连杆机构和椭圆齿轮传动机构等进行仿真和分析。
3.1 曲柄滑块机构
很多机械压力机的工作机构采用曲柄滑块机构。如图2 所示,曲柄滑块机构主要由曲柄、连杆和滑块组成。曲柄旋转时,连杆作摆动和上下运动,从而带动连接在连杆下端的滑块作上下往复直线运动[1]。曲柄滑块机构因结构可靠、生产效率高、操作简便成为传统机械压力机最主要的工作机构。
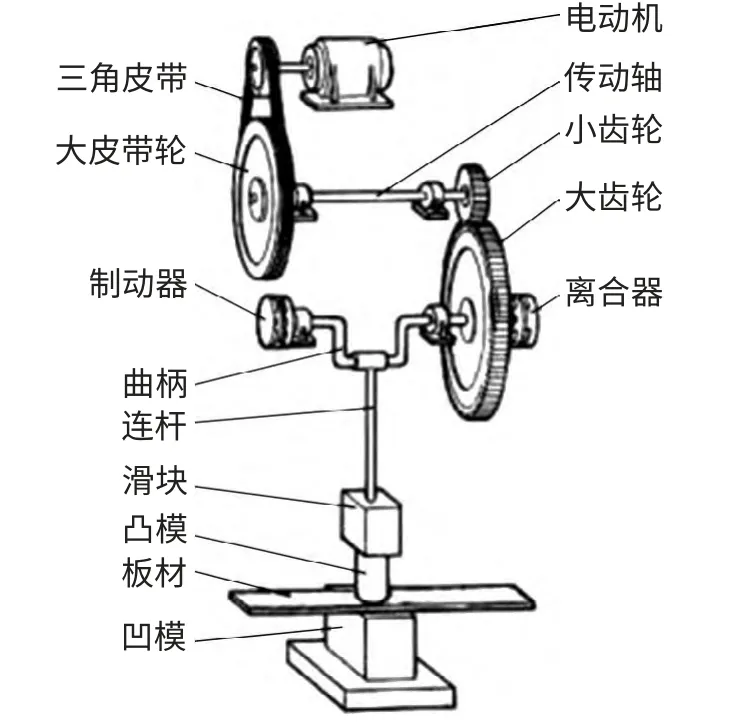
图2 曲柄-滑块机构运动示意图
按照滑块结点位置可将曲柄滑块机构分为结点正置的曲柄滑块机构和结点偏置的曲柄滑块机构,其中结点偏置的曲柄滑块机构还分为正偏置和负偏置机构。结点偏置的曲柄滑块机构有利于改善曲柄压力机的受力状态和运动特性,从而提高锻压精度,适应不同的工艺要求。平锻机多采用正偏置机构,而热模锻压力机和冷挤压机多采用负偏置机构。如图3 所示,该机构为节点正置的曲柄滑块机构。
曲柄滑块机构中滑块的位移方程为:

图3 曲柄滑块机构运动示意图

曲柄滑块机构中滑块的速度方程为:

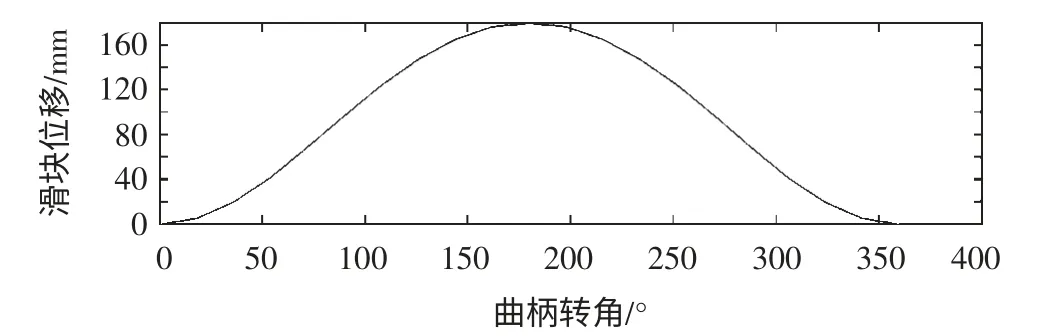
图4 滑块位移曲线

图5 滑块速度曲线
根据以上分析,做出如图5 和图6 所示的滑块位移和速度曲线。曲柄滑块机构在工作过程中的位移和速度总是按照正弦曲线的规律变化,在锻压过程中运行的速度、加速度较大,使得滑块速度变化规律不理想,公称压力行程较小,在下死点附近的低速锻冲特性差。曲柄滑块机构的工作曲线不能满足实际生产对低速锻冲的要求。此外,曲柄滑块机构的增力效果不明显,导致曲轴上所需的输出扭矩比较大,传动机构的尺寸要求比较大,结构笨重,生产效率低。
3.2 肘杆机构

图6 肘杆机构
如图6 所示,肘杆机构由上肘杆、下肘杆、连杆和曲轴四部分组成,肘杆机构在冷挤压机和精压机中使用较多。由于冷挤压件的工艺要求,冷挤压机的上模在接触工件之前应降低速度,使模具和工件接触时的挤入速度降低,保持低速锻冲,以减少冲击,提高模具的使用寿命。在挤压的过程中,挤压速度应尽量保持均匀,防止有较大波动,一般认为较好的挤压速度在0.1~0.4m/s 范围内。精压工艺的特点是工件变形量小,但精度要求高,因此要求精压机工作速度平稳,工件加压保压时间长,以利于工件的金属流动。
肘杆机构中滑块的位移方程为:

肘杆机构中滑块的速度方程为:

其中
绘制如图7、8 所示的肘杆机构中滑块的位移和速度曲线,并对两条曲线进行分析。采用肘杆机构可增加机械压力机滑块的公称压力行程。该机构的滑块在下死点附近具有较低的锻压速度,在下死点附近停留的时间长,可有效延长保压时间。由于具有低速锻冲的特性,工件的锻压质量明显提高。该机构还可降低工件对上、下模具的冲击,延长模具使用寿命。

图7 肘杆机构中滑块位移曲线

图8 肘杆机构中滑块速度曲线
3.3 串联四连杆机构
串联四连杆机构在拉延压力机中应用较多。一般低碳钢钢板的允许拉延速度为18~20m/min,在拉延作业过程中压力机的滑块速度不能太高,并应保持基本均匀,否则会引起拉延件破裂[4]。实际生产中的双动拉延压力机,由于受到板料拉延速度的限制,其滑块每分钟行程次数,较同一生产线的单动压力机为低,因而成为板冲生产线提高劳动生产率的主要障碍。为提高双动拉延压力机的每分钟行程次数,提高滑块的空行程速度,同时又能保证拉延压力机的低速锻冲特性,很多拉延压力机采用了串联四连杆机构作为其主要工作机构。
如图9 所示,串联四连杆机构一般采用三组四连杆机构串联。串联四连杆机构的主动曲轴和从动摇杆间有较大的减速比,当多个四连杆机构串联在一起,且均在共线位置附近工作时,减速效果可以逐级叠加,因此整个串联四连杆机构可以获得很大的减速比。
串联四连杆机构中滑块的位移方程为:

图9 串联四连杆机构

其中:

串联四连杆机构中滑块的速度方程为:

其中:

绘制如图10、11 所示的串联四连杆机构中滑块的位移和速度曲线,并对两条曲线进行分析。串联四连杆机构的滑块具有良好的低速锻冲特性,并且在下死点附近停留的时间长,具有较好的保压效果,有利于工件的成形。较低的锻压速度也减少了工件与模具之间的冲击,有利于保证工件成形质量,延长模具使用寿命。但串联四连杆机构结构复杂,杆件较多,需要占据较大的安装空间。

图10 串联四连杆机构中滑块位移曲线
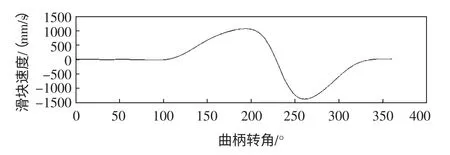
图11 串联四连杆机构中滑块速度曲线
3.4 椭圆齿轮传动机构
普通齿轮传动中,齿轮节圆相互啮合,两齿轮保持滚动接触,齿轮间的传动比不能改变。椭圆齿轮传动机构的节圆是椭圆形状,在传动过程中两椭圆回转中心距离保持不变,并保持滚动接触[5]。椭圆齿轮传动机构的传动比为变数,具有产生变速运动的性能,可以协调工作机构的运动状况。将椭圆齿轮传动机构应用到机械压力机上,使机械压力机曲轴在不同转角处的角速度可以变化,以实现低速锻冲和快速空程运行的要求。
图12 为椭圆齿轮传动机构的传动原理图,两个椭圆齿轮的大小相同,从动椭圆齿轮与压力机的曲轴相连。椭圆齿轮传动机构连接的滑块的运动速度主要取决于椭圆的偏心率ε 和曲轴的安装角θ(θ 是指被动椭圆齿轮的椭圆长轴所在直线与曲柄R 之间的最小夹角)。椭圆齿轮传动机构的滑块的速度是可变的,在空程向下和回程向上时具有较高的速度。当滑块接近工件时,滑块的速度较低,低速锻冲特性好,工件成形质量高。

图12 椭圆齿轮传动机构
但是,椭圆齿轮的加工制造难度比较大,成本高。椭圆齿轮运转时存在偏心,导致惯性力大,不适合用于对转速要求较高的锻压设备上。采用了椭圆齿轮传动机构的锻压设备造价一般比较高,结构笨重,不利用维护保养。在椭圆齿轮的加工难度没有得到降低之前,这种机构难以用在现有的机械压力机上。
以上四种机械压力机的低速锻冲特性采用的电机都是不能变速的交流异步电动机,所以要实现急速锻冲特性,必须依靠工作机构杆系的不同组合来实现。
下面要讨论的伺服压力机,可通过电机的变速和杆系的变速两种方式及其组合来实现。
4 伺服压力机的低速锻冲特性
传统机械压力机采用的是交流异步电机、离合器、制动器、齿轮减速系统和曲柄滑块机构等的机械传动方式。因为交流异步电机启动电流是额定电流的5~7 倍,并且交流异步电机不能频繁启停。为满足每分钟启停十几次或几十次的冲压工作的要求,机械压力机必须带有所谓的心脏部件——离合器和制动器。因为有离合器和制动器,机械压力机要多消耗20%左右的离合与制动能量。此外,离合器和制动器还需要更换磨损过度的摩擦材料,因此使用和维护费用比较高。机械压力机采用了离合器等,存在飞轮空转时消耗的能量,造成严重的能量损耗。采用交流异步电机的机械压力机结构笨重,性能较差,生产率低,不能满足工业生产中对模锻设备的节能化、伺服化、精密化的要求。
伺服压力机是指采用伺服电机进行驱动控制的压力机。伺服压力机不同于普通的机械压力机,其去掉了传统机械压力机中的核心部件——气动摩擦离合器,传动系统简单,消除了离合器结合过程中的能耗,伺服电机可随滑块停止而停止,节能效果显著。伺服压力机的锻压能量可以实现伺服控制,可以在需要的范围内数字设定滑块工作曲线,有效提高伺服压力机的工艺范围和加工性能。锻压参数可实现实时记录,易于实现压力机的信息化管理。伺服压力机操作简单可靠,生产率高。
目前国外常见的伺服压力机种类很多,其中,最低公称压力为40kN,最高公称压力可达25000kN[6]。目前日本生产的伺服压力机占据了较大的市场份额。如图13 所示,日本的AMINO 公司研制了25000kN机械连杆伺服压力机,是当时世界上公称压力最大的伺服压力机。AMADA 公司、AIDA公司等也先后研制了伺服压力机并有不错的市场表现。图14 所示为小松公司开发的800kN 任意曲线伺服压力机HCP3000。图15 所示为小松公司研制的H2F、H4F 系列伺服压力机。图16 所示为2002年小松公司推出的H1F 系列伺服压力机。
如图17 所示,伺服压力机的滑块运动曲线可根据需求进行设定。在锻压阶段,可以降低滑块的运动速度,实现低速锻冲工作要求。在回程阶段,可提高滑块运动速度,实现滑块对急回的工作要求,提高工作效率。伺服压力机的滑块具备良好的低速锻冲特性[7]。通过伺服控制,有利于提高锻件精度,延长模具寿命。

图13 25000kN 机械连杆伺服压力机

图14 HCP3000 型压力机简图
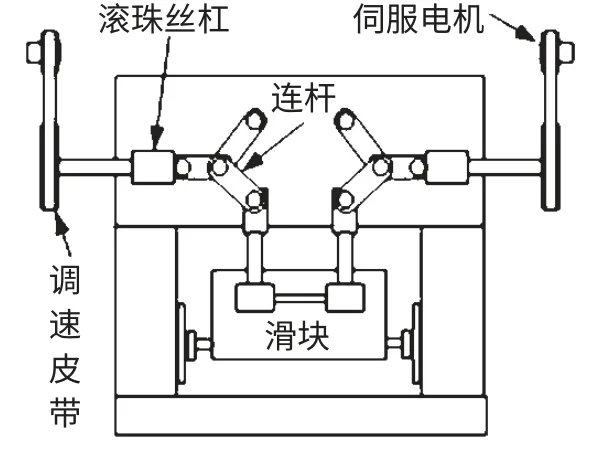
图15 H2F、H4F 系列压力机简图
随着伺服电机技术的发展和伺服电机价格的降低,伺服电机将越来越多地用于锻压设备领域。伺服压力机具有优良的低速锻冲和急回特性,将逐步替代传统机械压力机,成为新一代锻压设备的发展方向[8]。

图16 H1F 系列伺服压力机简图
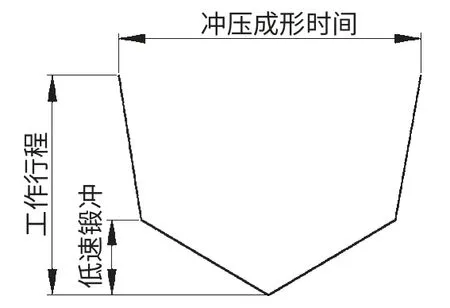
图17 伺服压力机滑块曲线
5 结论
(1)在锻压过程中工件产生塑性变形时要求锻压设备能够低速运行。同时为提高生产率,节省加工时间,又要求锻压设备的滑块具有较高的空程和回程速度,缩短锻压设备在非锻压阶段的运行时间。既具有低速锻冲特性,又具有高速空程和回程特性,已成为衡量一台锻压设备优良与否的重要指标之一。
(2)螺旋压力机的滑块速度较低,非常适合于锻造一些对变形速度敏感的铝铜等合金材料。但螺旋压力机的滑块在空程上、下时速度慢,耗费时间长,导致螺旋压力机机械效率和生产率较低。
(3)液压机在工作时可实现无级调速,速度范围宽,能够满足低速锻冲要求。液压机的滑块每分钟行程次数仅为几次至几十次,效率较低,导致液压机生产率低,在要求生产率高的场合,往往容易被行程次数更高的机械压力机所代替。
(4)机械压力机的工作机构由很多种,不同的工作机构具有不同的低速锻冲特性。曲柄滑块机构的低速锻冲特性较差;肘杆机构和串联四连杆机构的低速锻冲特性较好,但这些工作机构需要占据较大的安装空间;椭圆齿轮机构具有较好的低速锻冲特性,但椭圆齿轮的加工制造难度较大,耗费成本高。
(5)伺服压力机的滑块具备良好的低速锻冲特性,其运动曲线可根据不同工件的加工需求进行设定。在空程和回程阶段,可提高滑块的运动速度,提高工作效率。伺服压力机将逐步替代传统的机械压力机,成为新一代锻压设备的发展方向。
[1]何德誉.曲柄压力机[M].北京:机械工业出版社,1981.
[2]王 敏,方 亮,赵升吨,等.材料成形设备及自动化[M].北京:高等教育出版社,2010.
[3]孙友松,李明亮,魏 航.螺旋压力机发展综述[J].锻压装备与制造技术,2005,40(2):18-21.
[4]李名尧.椭圆齿轮传动的压力机[J].锻压装备与制造技术,2003,38(3):16-18.
[5]吴序堂.非圆齿轮及非匀速比传动[M].北京:高等教育出版社,1983.
[6]孙友松,张宏超.金属板材加工设备发展新动向——2004 上海国际金属板材加工设备展览会[J].锻压技术,2004,29(4):1-4.
[7]赵升吨,何予鹏,王 军.适用低速锻冲塑性加工设备合理性的探讨[J].机械工人,2005,7:25-28.
[8]赵升吨,张宗元,张贵成,等.回转头压力机交流伺服直驱方式的研究[J].锻压装备与制造技术,2013,48(6):19-22.
猜你喜欢
重型机械(2020年3期)2020-08-24
设备管理与维修(2019年22期)2019-12-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
婚姻与家庭·性情读本(2017年1期)2017-02-16
中南大学学报(自然科学版)(2016年2期)2017-01-19
锻压装备与制造技术(2016年3期)2016-06-05
铁道通信信号(2016年10期)2016-06-01
中国塑料(2015年9期)2015-10-14
油气田地面工程(2014年5期)2014-03-09
