
双过程共用工作台叶片榫齿蠕动磨床控制系统的工作过程
2014-06-29 09:49:44夏筱筠王丽华丁晏龙
组合机床与自动化加工技术 2014年3期
夏筱筠,王丽华,丁晏龙,梁 毅
(1.中国科学院 沈阳计算技术研究所有限公司,沈阳 110168;2.中航工业沈阳黎明航空发动机(集团)有限责任公司,沈阳 110043)
0 引言
数控技术是关系到国家战略地位和体现国家综合国力水平的重要基础性产业,机床的数控化率是衡量一个国家制造业现代化程度的核心标志[1]。目前,在数控技术方面,尤其是高端数控技术方面,国际上对我国封锁较严,致使国产数控发展较为缓慢,严重制约了我国制造业的发展[2]。
目前国产数控系统不能实现磨床双轴双过程控制[3],原有数控系统只能实现单面磨床的控制,使其对叶片榫齿加工时因多次装卡产生定位误差,导致出现叶片榫齿对称度不好、叶片错齿等现象。针对上述问题,介绍了一种双过程共用工作台叶片榫齿蠕动磨床控制系统的工作过程。该系统以计算机为核心,利用数字化信号对机床多插补轴和双主轴加工过程进行控制。
1 双过程共用工作台叶片榫齿蠕动磨床控制系统加工的工件
此数控磨床的型号是312DK,加工的工件是用于飞机涡轮发动机的叶片榫齿。涡轮发动机叶片形状如图1 所示,虚线框内为要加工的叶根部分,叶根主要由榫齿构成。
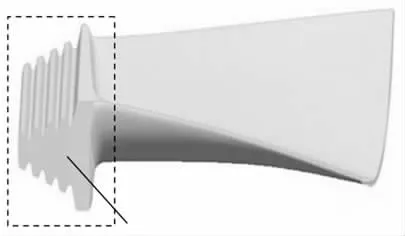
图1 叶片形状

图2 加工前后叶根部分的工件剖面图
加工前后,叶根部分的工件剖面形状如图2 所示。从图中可以看出,在加工前,叶根部分的形状近似梯形,加工后,变成由一个个榫齿组成的特定形状。叶片根部的榫齿加工在整个叶片制造中起着极为重要的作用,是叶面加工和叶片安装的工艺基准[4]。
2 蓝天NC110 数控系统与312DK 磨床
蓝天NC110 数控系统具有良好的人—机界面,操作简单方便。而且它提供的变量编程,使编程灵活快捷,具有非常好的柔性。蓝天NC110 高档数控系统控制叶片榫齿蠕动磨床312DK,除精度高、速度快外,还实现了砂轮修磨的自动补偿、冷却喷嘴的自动跟踪等功能。因此,NC110 数控系统与312DK 磨床共同构成了一个高精度、高速度和高自动化的数控磨床控制系统。
312DK 磨床由磨床主体、电气柜、交流稳压电源、主轴冷却装置、磨削冷却装置等几部分组成。
重点介绍以下组成部分:
(1)两个主轴
312DK 有两个砂轮(也称磨头),即上砂轮和下砂轮,也就是两个主轴。它的电机额定转速是7000转/分,经过砂轮驱动器P353 参数设置,减速为3000转/分。
(2)一个修磨轴
修磨轴电机是个交流电动机,额定转速为1500转/分,可以正转也可以反转。因为经常正反转,其轴承要求较高。采用轴向和径向轴承,其内部有润滑油脂润滑。
(3)两个喷嘴跟踪轴
喷嘴跟踪轴是用于磨削冷却跟踪上下砂轮的轴。由感应检测开关控制转动的圈数,每转一圈触发一次感应检测开关。它每转一圈移动0.5mm。
(4)主轴冷却装置
主轴冷却装置的主要作用是冷却两个主轴的电机,如果冷却压力低会造成主轴电机的损伤或损坏。除机床逻辑自动诊断外,操作者和维修人员也应当经常注意其冷却压力是否正常。
(5)磨削冷却装置
磨削冷却装置的主要作用是在砂轮磨削工件时冷却两个砂轮和工件。如果冷却压力低会造成工件粗糙度变坏,影响加工质量。除机床逻辑自动诊断外,操作者和维修人员也应当经常注意其冷却压力是否正常。
3 工作过程的实现
机床在加工过程中,通过对机床各差补轴进行差补运动控制,实现上下主轴分别对叶片榫齿上下表面进行第一次磨削粗加工,第一次磨削后上下主轴分别需要进行砂轮修整,修整后系统会自动把修整量累加刀补文件中,通过控制系统CPU 控制器运算后实现上下主轴分别对叶片榫齿进行第二次磨削精加工。因砂轮的自锐性,砂轮直径在不断变化,控制系统通过砂轮每次休整量变化自动调整喷嘴位置,保证工件不被灼伤。
加工过程中,主轴在二维平面的位置变化如图3所示。粗加工和修整砂轮的顺序按照图中标号①~⑧所示,整个过程结束后,主轴回到图示中的安全位置1,然后可以进行第二次磨削精加工。如要进行连续多次加工,重复此过程即可。
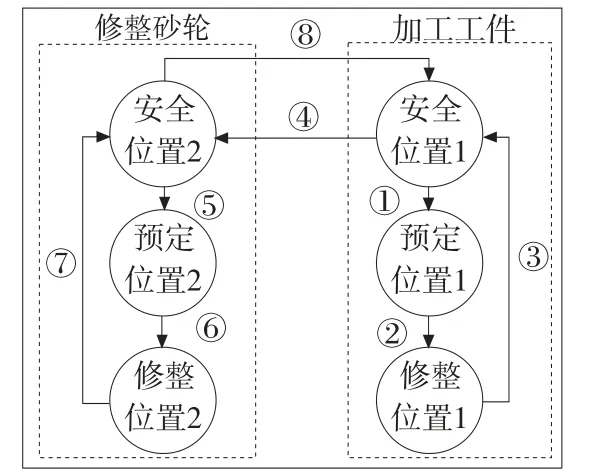
图3 主轴运动位置顺序图
3.1 加工工件过程
图4 表示加工工件的示意图,从图中可以看出,图4a 状态时,上下主轴(即上下砂轮)处于安全位置1,此时工件还没有被加工;图4b 状态时,上下主轴处于预定位置1,此位置距工件表面已经很近,实际加工时,我们取其值为1mm;图4c 状态时,上下主轴处于加工位置,即工件表面,此时正在加工工件;图4d 状态时,工件已经加工完成,上下主轴各自回到安全位置1。
在加工工件时,会用到主轴冷却装置和磨削冷却装置来冷却主轴电机、砂轮和工件[9]。
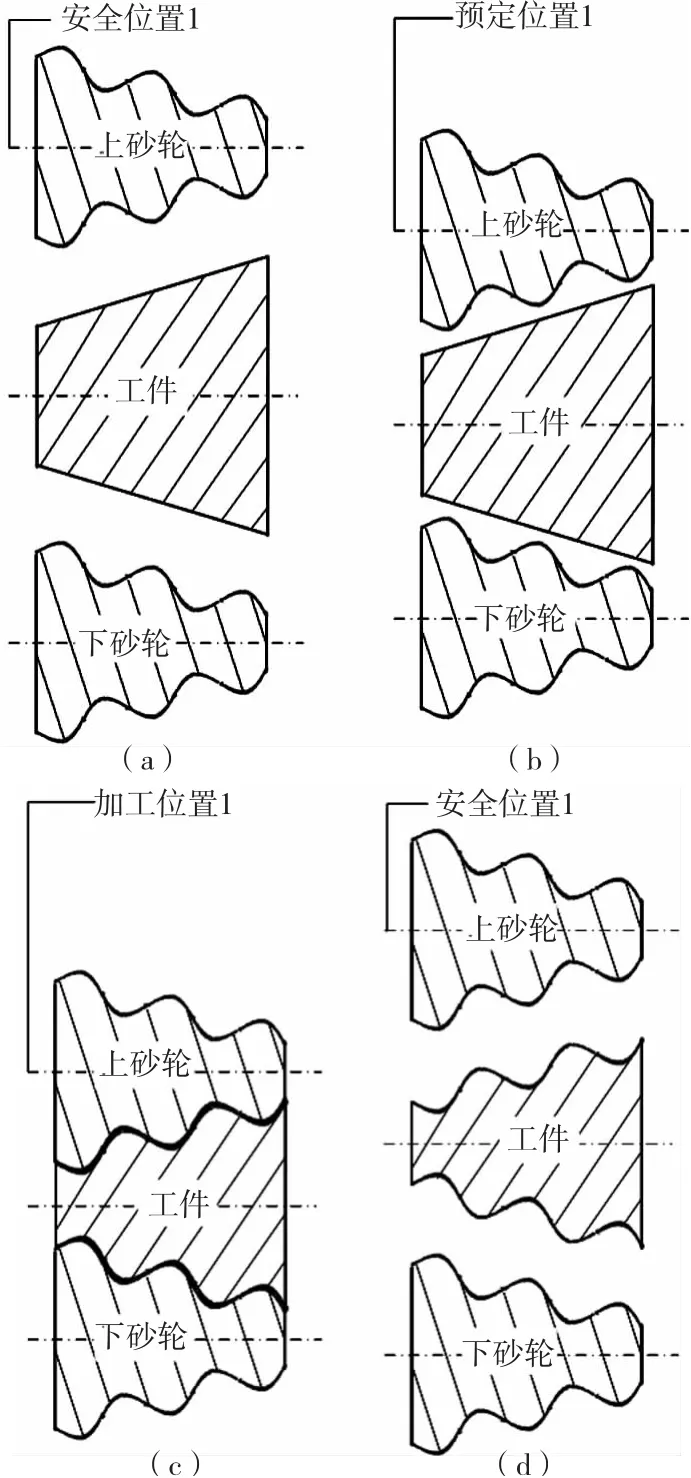
图4 加工工件示意图
3.2 修整砂轮过程
加工工件时,砂轮表面会被磨损,导致砂轮的直径在不断变小[5],因此,为了保证下一次加工工件的精度,必须对砂轮进行修整。实际生产中,采用金刚石滚轮修整法修整砂轮。金刚石的形状与成品的工件外形相一致,即叶片根部的榫齿形状。修整砂轮的过程与加工工件的过程相似。受砂轮切削力的影响,修整砂轮的过程与加工工件过程有所不同。区别在于,修整砂轮的顺序是先修整上砂轮,然后将金刚石反转,再修整下砂轮。修整砂轮时,金刚石滚轮的纵向位置固定不动,砂轮逐渐靠近滚轮,并且,砂轮和滚轮分别具有独立的旋转运动,并以相对的旋转线速度切入,以获得较大的切削力。正在修整时的相对位置及砂轮和金刚石滚轮的转向如图5 所示。
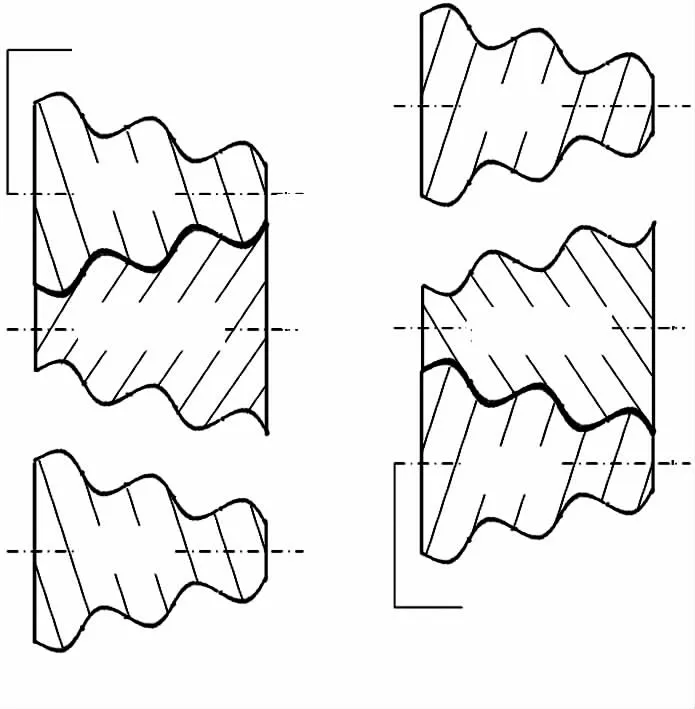
图5 正在修整的砂轮与金刚石的相对位置
同样,在加工工件时,也会用到主轴冷却装置和磨削冷却装置来冷却主轴电机、砂轮和金刚石滚轮。
4 结束语
本数控系统性能好、可靠性强。实现了磨床双主轴双过程控制,完成了叶片榫齿一次性装卡双面磨削一次成型,避免了原有单面磨床在对叶片榫齿加工时多次装卡误差产生的叶片榫齿对称度不佳、叶片错齿等现象,大大提高了加工效率。可实现的控制精度高、速度快、废品率低、产品质量一致性好。有效地保证了发动机的可靠性,减少了大量的体力劳动,节省了劳动时间。
该控制系统的实现,标志着我国高档数控技术水平的提升,对于替代同类进口产品、建立我国民族数控产业具有重要意义。
[1]王丽洁. 数控加工工艺与装备[M]. 北京:清华大学出版社,2006.
[2]吴义荣,林雨. 我国数控技术与产业的现状、发展趋势及对策[J]. 锻压装备与制造技术,2005,40(2):22 -25.
[3]雷绳明,大型数控双磨头立式磨床控制系统开发[D].硕士,北京工业大学,2006.
[4]傅蔡安,张明.叶片榫齿成形铣刀的错齿化设计与仿真分析[J].现代制造工程,2009(10):72 -75.
[5]周军.自动内圆磨床砂轮的修整和补偿[J]. 精密制造与自动化,1997(3):43 -44.
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26 00:35:02
失效分析与预防(2020年1期)2020-06-17 04:17:14
装备制造技术(2019年12期)2019-12-25 03:07:50
制造技术与机床(2019年3期)2019-02-27 07:14:22
制造技术与机床(2018年10期)2018-10-13 06:36:40
制造技术与机床(2017年7期)2018-01-19 02:29:59
制造技术与机床(2017年4期)2017-06-22 11:17:46
工业设计(2016年1期)2016-05-04 03:59:29
制造技术与机床(2015年12期)2015-01-28 06:46:21
断块油气田(2012年6期)2012-03-25 09:54:03
