
GB 713《锅炉和压力容器用钢板》标准修订情况介绍及内容要点分析
2014-05-15 11:36俞扬
压力容器 2014年4期
俞 扬
(江苏省特种设备安全监督检验研究院宜兴分院,江苏宜兴 214206)
1 GB 713《锅炉和压力容器用钢板》标准的修订背景
GB 713—2008《锅炉和压力容器用钢板》[1]标准(以下简称GB 713—2008)于2008年9月1日起实施。2012年7月1日,国家标准化管理委员会批准了GB 713—2008《锅炉和压力容器用钢板》国家标准第1号修改单[2](以下简称GB 713第1号修改单),并于2012年10月1日起实施。
欧洲标准 EN 10028—2009《压力容器用钢板》中提高了锅炉及压力容器用钢的技术要求,特别 是 EN 10028.2:2009[3]和 EN 10028.3:2009[4]中大大降低钢中 S,P元素含量,提高冲击功要求;在国内,锅炉容器行业对钢板的成分控制、性能水平等要求越来越高。随着国内钢厂冶金装备水平和产品开发实力的提高,新产品不断出现,在不同领域、关键设备等实现了应用,并取得了良好的效果,有的达到了国际先进水平。因此,对GB 713—2008进行修改势在必行[5]。2013年12月4日,国家标准化管理委员会向WTO/TBT通报了GB 713《锅炉和压力容器用钢板》(报批稿)[6](以下简称 GB 713(报批稿))。
2 GB 713(报批稿)修订的主要内容
从已发布的GB 713(报批稿)内容来看,标准修订的主要内容为:
(1)扩大钢板厚度范围;
(2)纳入新牌号:Q420R,07Cr2AlMoR和12Cr2Mo1VR;
(3)降低各牌号的S,P含量上限;
(4)提高各牌号的夏比V型冲击功指标;
(5)规定钢锭、电渣重熔坯压缩比;
(6)规定大单重钢板组批原则。
3 GB 713(报批稿)标准内容要点分析
3.1 钢板厚度范围的变化
近年来,承压设备的设计、建造在不断向高参数化方向发展[7],从而使材料规格也趋于大型化。GB 713(报批稿)适用的钢板厚度范围为:3~250 mm,相关牌号厚度变化见表1。
3.2 牌号表示方法
GB 713(报批稿)中牌号的表示方法与GB 713—2008保持一致,即碳素钢或碳锰钢和不含铬、钼的低合金高强度钢,用“Q+屈服强度+R”来表示。其中,GB 713第1号修改单中加入的17MnNiVNbR牌号,由于其屈服强度为420 MPa级且未有意添加铬、钼元素,所以在GB 713(报批稿)中,牌号改为:Q420R;钼钢、铬-钼钢的牌号表示方法与GB 713—2008保持一致,未作改动。
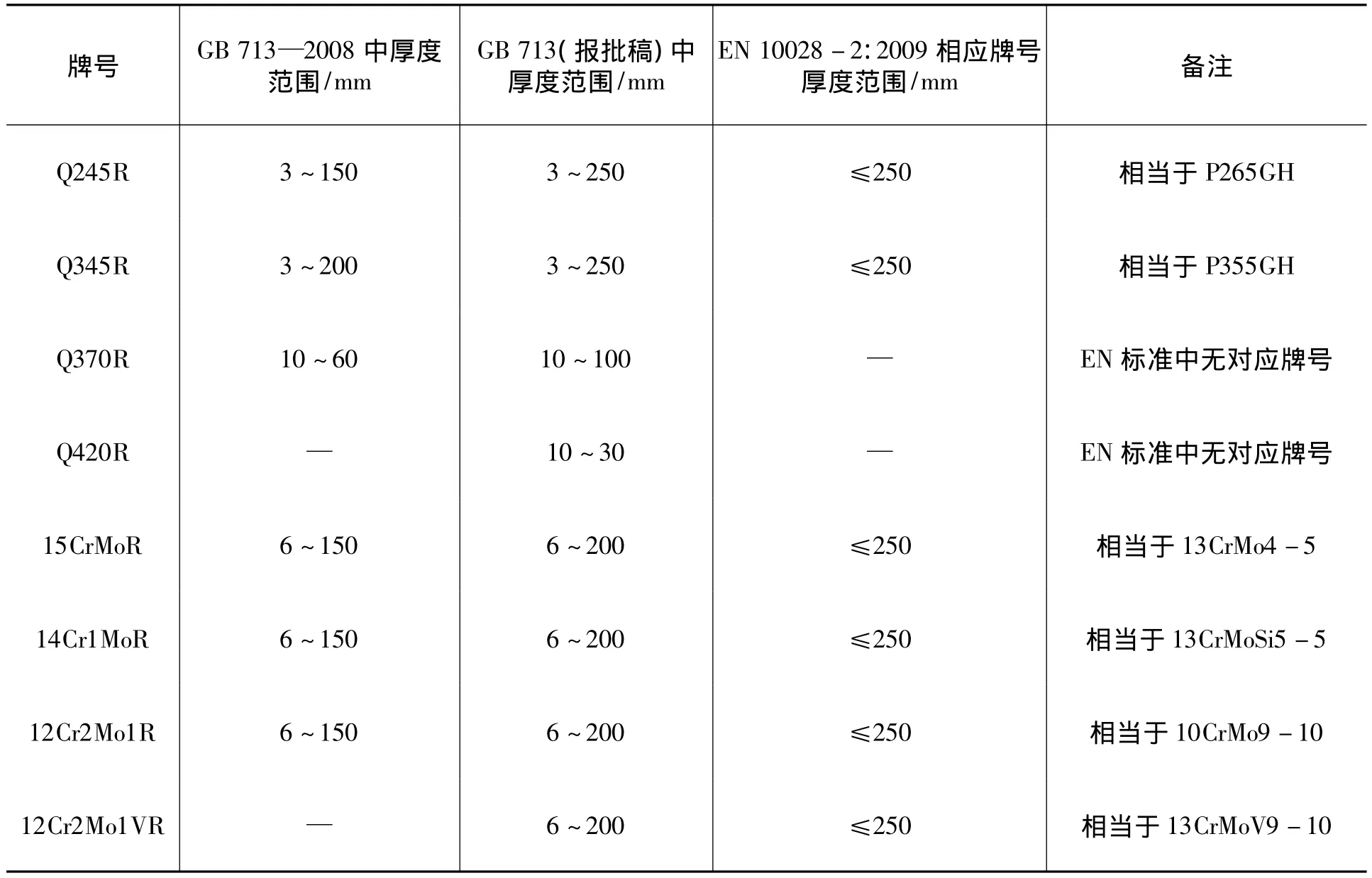
表1 GB 713(报批稿)标准中相关牌号厚度变化
3.3 厚度允许偏差的变化
GB 713(报批稿)增加了钢板厚度可按C类偏差供货的要求。GB/T 709—2006《热轧钢板和钢带的尺寸、外形、重量及允许偏差》[8]标准要求,厚度C类偏差为:固定负偏差为零,按公称厚度规定正偏差。按C类厚度偏差供货的钢板要求高于按B类厚度偏差供货的钢板。这也与GB 19189—2011《压力容器用调质高强度钢板》和GB 3531《低温压力容器用钢板》(报批稿)等标准要求相一致。删去GB 713—2008中“根据需方要求,经供需双方协议,可供应减小负偏差且公差不变的钢板”的要求。此项规定中的厚度偏差在GB/T 709—2006标准中未提出,钢厂不好组织生产,用户不好进行验收,操作性也不强。
3.4 牌号
GB 713(报批稿)中共纳入12个钢牌号,较GB 713—2008增加3个牌号。新纳入了武钢研制的600 MPa级正火型钢Q420R、抗H2S腐蚀压力容器用钢07Cr2AlMoR和舞阳钢厂研制的12Cr2Mo1VR钢。
GB 713(报批稿)中相关钢牌号简介如表2所示。

表2 GB 713(报批稿)中相关钢牌号简介
3.4.1 Q420R(17MnNiVNbR)
Q420R(GB713第1号修改单以17MnNiVNbR牌号加入)具有高强度、高韧性及良好的焊接性能,是汽车罐车罐体专用低合金钢。国外一般采用Rm≥610 MPa级的高强度钢,其罐体壁厚较小,自重系数相应降低,从而提高了槽车的容重比和运载效率,并为槽车向大型化发展奠定了基础。
由于原15MnVR和15MnVNR钢的冲击韧性和焊接性能均不理想,导致我国的液化石油气和液氨等槽车的罐体材料几乎全部采用16MnR钢,致使罐体壁厚较大,自重系数相应加大,容重比小,运载效率低。由合肥通用机械研究院提出,并与武汉钢铁(集团)公司等单位共同开发了600 MPa级的正火型17MnNiVNbR钢板,2009年,通过全国锅炉压力容器标准化技术委员会技术评审,明确了17MnNiVNbR钢板可以适用于移动压力容器的制造[11]。
3.4.2 07Cr2AlMoR
此牌号钢板为抗H2S应力腐蚀压力容器用钢板。在12Cr2AlMoV的基础上进行改进,去掉钒,一般添加适量稀土元素。稀土对钢中残留的有害非金属元素具有极大的亲和力,不仅可以进一步脱除钢材中残留的O,S,P等有害成分,而且还可以改变钢中的硫化物和氧化物的形态,在降低钢中夹杂物总数量的同时,也使钢中大块的条状硫化物改变成为球状和细小的硫化物,从而提高材料的韧性,并改善材料的焊接性能、提高钢材的耐腐蚀性能。在氢腐蚀环境中,钢材当中的夹杂物尺寸越小,其抗氢渗透的可能性越低[12]。此牌号在被列入 GB713(报批稿)前为07Cr2AlMoRE,由武钢集团公司和武汉市润之达石化设备有限公司联合开展研制,并经全国压力容器标准化技术委员会进行了技术评审,列为GB 150—1998《钢制压力容器》标准案例(案例编号:CC-P007-1),成功应用于一批大型塔器、塔盘和换热器产品。此牌号钢板产品可与已列入GB 150.2—2011《压力容器 第 2 部分:材料》[13]标准(以下简称 GB 150.2—2011)附录 A中08Cr2AlMo换热管配套使用,两牌号实属同一钢品种。
3.4.3 12Cr2Mo1VR
此牌号为改进型2.25Cr-1Mo-0.30V 中温用钢板,常用于重质油裂化和煤液化等工艺的设备(设计温度需达482℃)上。在传统的2.25Cr-1Mo抗氢钢中加入 0.25% ~0.35%V,同时调整其他微量元素,大幅度降低钢材中S,P等杂质和Sn,Sb等有害元素。比传统的2.25Cr-1Mo抗氢钢提高了强度和韧性、抗高温氢腐蚀性能、抗氢脆性能和抗回火脆化性能等。此牌号已列入GB 150.2—2011附录A中。
3.5 化学成分
近年来,冶金技术有了突飞猛进的发展,承压设备用钢材的纯净化程度不断提升。钢材的纯净化,不仅可以改善承压设备的制造工艺性(如焊接性),更重要的是能显著改善承压设备用钢材的使用性能,从而大大提高了承压设备的使用安全性[14]。GB 713(报批稿)以提高钢材的纯净度为基础,对标准化学成分作了相关规定。
3.5.1 降低相关牌号的 P,S含量,严格控制12Cr2Mo1VR的P,S成品化学成分允许偏差
随着国内冶金装备脱磷、脱硫能力的提高,GB 713(报批稿)参考了 EN 10028-2:2009和EN 10028-3:2009中大大降低 P235,P265,P355,P460钢中 S,P含量的要求,调整 Q245R,Q345R,Q370R 钢中 S,P含量范围。Q245R,Q345R钢中 S含量要求由 S≤0.015%降低到S≤0.010%,Q370R钢中S,P含量要求由原来的S≤0.015%,P≤0.025% 降低到 S≤0.010%,P≤0.020%。
GB/T 222—2006《钢的成品化学成分允许公差》表2中规定P,S元素的成品化学成分允许偏差均为“+0.005%”,而 P元素对 12Cr2Mo1VR的回火脆化敏感度很大,12Cr2Mo1VR一般用在高设计参数加氢反应器等重要装备上,所以必须严格控制P,S等元素的成品化学成分允许偏差。GB 713(报批稿)规定:“12Cr2Mo1VR钢成品化学分析允许偏差:这一规定与GB 150.2—2011附录A一致。
3.5.2 对化学成分表及相关规定作一定调整
对GB 713—2008化学成分表作了调整。将残余元素、Alt等元素含量、总量等要求纳入化学成分表中。原标准中,Q245R和Q345R在化学成分表中只规定 C,Si,Mn,P,S,Alt等元素成分。GB 713(报批稿)的化学成分表列出了包括Cr,Ni,Cu,Mo,Nb,V,Ti及其他元素在内的 14 项元素成分(见表 3)。Cr,Ni,Cu,Mo 元素为炼钢残余元素,另外,用文字规定了它们的含量要求;Nb,V,Ti为微合金化元素,化学成分表中规定了它们单个元素成分含量上限,在标准附加文字条款中也规定了它们的总量上限要求。Q245R和Q345R等钢可以利用微合金化元素Nb,V,Ti的碳氮化物的析出强化,使原始奥氏体晶粒充分细化,提高钢的韧性。

表3 Q245R和Q345R化学成分 %
由于板厚效应(钢板的 ReL或 Rp0.2和 Rm一般随钢板厚度增加而减小)的原因,GB 713(报批稿)对厚度大于 60 mm的 Q345R,Q370R和Q245R作出了调整C或Mn元素含量上限的规定,使上述三牌号的厚钢板的力学性能满足标准要求。
GB 713(报批稿)将规定碳当量(CEV)列为协议项目,与GB 713—2008相比,增加了对新纳入牌号Q420R的要求。对碳素钢和碳锰系低合金钢作碳当量要求与承压设备的建造过程有着密切联系。承压设备通常需要通过焊接来建造,确定承压设备安全性和焊接预热水平,以避免氢劣化,关键取决于精确的母体金属成分、碳当量(CEV),并取决于焊接金属成分[15]。在承压设备建造和焊接技术标准中,通常推荐焊接最低预热温度,而在这些标准中,碳素钢和碳锰系低合金钢的预热温度一般都比较低,所以,在钢材订货时对碳当量(CEV)作出协议要求,为重要承压设备的建造,特别是为制定焊接工艺(确定预热温度),提供了较为准确的基础数据。
3.6 制造方法
3.6.1 增加了炉外精炼要求
为进一步加强承压设备用钢的质量,确保承压设备本体安全,GB 713(报批稿)增加了钢材炉外精炼的要求。炉外精炼能提高钢的纯净度,我国压力容器专用钢板标准均已要求采用炉外精炼的冶炼技术。
3.6.2 增加了电渣重熔坯压缩比要求
GB 713(报批稿)扩大了钢板厚度范围。近年来,国内部分钢厂已采用电渣重熔坯轧制厚钢板。电渣重熔坯组织致密,成分均匀,在宽阔的温度区间内,具有良好的加工塑性,可以生产高性能特厚板,所以,相应允许更小的加工压缩比。
3.7 交货状态
GB 713(报批稿)对交货状态的相关技术要求,基本是针对锰钼和锰镍钼系低合金钢板与铬钼系和铬钼钒系中温用钢板提出的。
对部分铬钼系钢板的回火温度作了调整。调整15CrMoR和14Cr1MoR钢板的最低回火温度,由原来的620℃调整到650℃。15CrMoR和14Cr1MoR钢板中,含有较多中等碳化物形成元素,因此其回火抗力较大,所以,在回火工艺中,适当提高回火温度,能使得钢中贝氏体得到充分分解,得到较为理想的“铁素体+珠光体+少量细小弥散分布的回火贝氏体”组织。提高回火温度,也可改善碳化物的稳定性,增加稳定碳化物的析出量。碳化物的稳定性特别是钢中晶界处碳化物的稳定性决定了氢腐蚀反应的进程,所以适当提高回火温度还能提高钢板抗氢腐蚀的能力[16]。NB/T 47015—2011《压力容器焊接规程》中表5列出了焊后热处理推荐规范,其中Fe-4钢的最低焊后热处理温度为650℃,15CrMoR和14Cr1MoR钢板制压力容器建造过程中,一般都需进行多次焊后热处理,且标准规定焊后热处理的温度一般不得高于钢板的回火温度。钢厂实际生产过程中的回火温度也高于650℃,如15CrMoR钢板,有的钢厂采用740℃进行回火[17]。所以对以上两种铬钼钢板的回火温度的调整是合理的。
3.8 力学性能
随着国内各钢厂生产的锅炉和压力容器用钢的实物质量及性能水平的提高,参考EN 10028-2:2009标准要求,进一步提高国内锅炉和压力容器用钢的冲击功指标,从GB 713第1号修改单开始,标准提高了 Q245R,Q345R,Q370R,18MnMoNbR,13MnNiMoR,15CrMoR,14Cr1MoR,12Cr2Mo1R,12Cr1MoVR钢的冲击功指标,如表4所示。
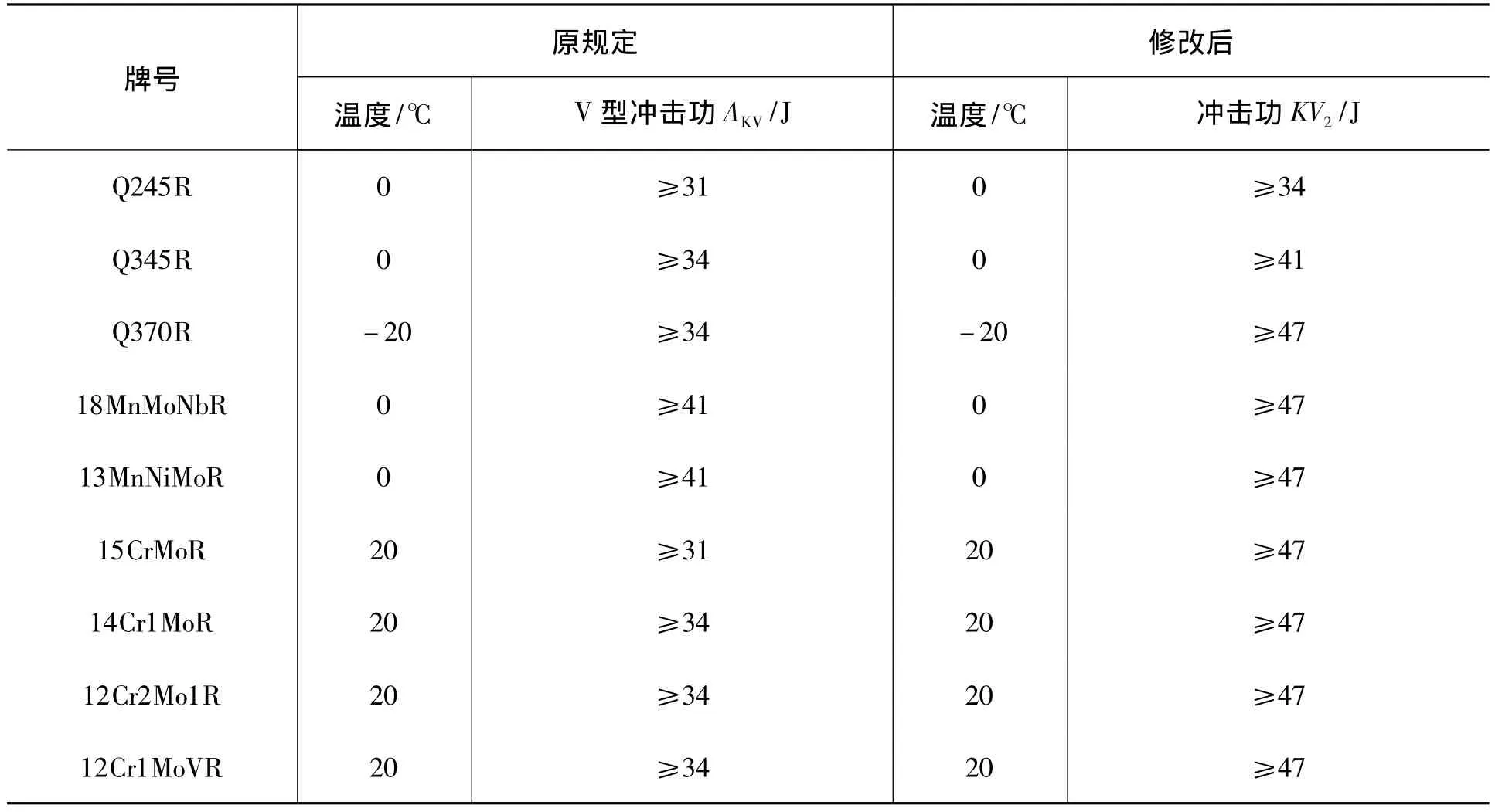
表4 标准修订前后相关牌号夏比(V型缺口)冲击吸收能量
3.9 增加了抗氢致开裂试验的规范性附录
碳钢或低合金钢在湿H2S环境(H2S浓度大于55 ppm,温度:0~150℃,尤以室温最为敏感,pH值较低)下可能发生氢致开裂现象。GB 713(报批稿)以规范性附录A的形式提出了抗氢致开裂(HIC)试验要求。如需方需要钢厂提供抗氢致开裂(HIC)钢板,则钢厂需按附录A要求进行抗氢致开裂试验,并明确级别。我国国家标准GB/T 8650—2006《管线钢和压力容器钢抗氢致开裂评定方法》修改采用了美国腐蚀工程师协会标准NACE TM0284—2003,标准给出了试验及评定的方法。GB 713(报批稿)规范性附录A中明确了试验评定的验收级别,与EN 10028-2:2009规范性附录D验收级别判定数据一致。
3.1 0 超声检测
GB 713(报批稿)中增加了按 GB/T 28297《厚钢板超声自动检测方法》标准进行钢板超声检测的要求。
3.1 1 其他附加要求
GB 713(报批稿)在附加要求中以协议项目提出:“可规定临氢用途铬钼钢板的附加技术要求”。临氢用途铬钼钢板一般用于重要的承压设备(如加氢反应器等设备)上,所以一般均在订货时提出附加要求。诸如:加严化学成分、为超纯净钢指定J和X因子、对晶粒度提出要求、硬度要求、指定步冷试验、附加高温拉伸试验以及指定低温条件下且经过焊后热处理(PWHT)后的冲击试验值等要求。
3.1 2 调整组批规则
3.12.1 规定大单重钢板组批原则
由于钢板厚度范围扩大,目前国内部分钢厂已供货重量超过30 t的超重钢板,而GB 713—2008中未明确单重超过30 t的钢板组批要求,参考GB 3531的要求,增加“单张重量超过30 t的钢板按轧制张组批”。
3.12.2 增加“正火后加速冷却加回火状态交货的钢板,按热处理张组批”的要求
随着连铸连轧工艺的发展,轧制张钢板一般都很长,受热处理设备限制,一张原轧制钢板不可能同时同炉进行热处理,即热处理工艺不完全相同,所以组织性能不可能完全相同。厚度大于60 mm的铬钼钢板正火后加速冷却加回火热处理,是为了保证经热处理后,厚板的心部能得到贝氏体和贝氏体回火组织,从而保证力学性能。为检验热处理效果,GB 713(报批稿)明确要求按热处理张组批更合理。
4 GB 713标准的发展趋势
从制定GB 713—2008标准开始,我国承压设备专用钢板标准就一直以国际标准(ISO 9328-2)和国外先进标准(如:EN 10028-2等国外标准)为参考采标对象。相关技术要求(如P,S含量,钢的纯净度指标等)已与国际和国外先进标准接轨。我国与国外标准之间的互认工作也有了最新进展。GB 150.2—2011标准列入了 ISO(EN)标准中的P265GH和P355GH两个钢板牌号,间接表达了我国压力容器行业将GB 713纳入相应国际标准的愿望[10]。2013版的ASME BPVC规范第II卷已经增补了新的材料牌号标准,将GB 713—2008的材料纳入了ASME规范,标准号为SA/GB 713,并提出了相应的附加技术要求[18]。随着全球经济一体化加速发展,我国承压设备专用钢板标准必将在国际范围内得到认可。
5 结语
(1)修订后的GB 713《锅炉和压力容器用钢板》标准扩大了钢板厚度范围、增加了新牌号、提高了钢板的韧性指标和冶炼的纯净度等要求,使标准的技术水平进一步得到提高;
(2)我国承压设备专用钢板标准进一步与国际和国外先进标准接轨,同时在国际范围内,已逐渐被认可。
[1] GB 713—2008,锅炉和压力容器用钢板[S].
[2] GB 713—2008,《锅炉和压力容器用钢板》国家标准第1号修改单[S].
[3] EN 10028 - 2:2009,Flat Products Made of Steels for Pressure Purposes Part 2:Non-alloy and Alloy Steels with Specified Elevated Temperature Properties[S].
[4] EN 10028 - 3:2009,Flat Products Made of Steels for Pressure Purposes Part 3:Weldable Fine Grain Steels,Normalized[S].
[5] 《锅炉和压力容器用钢板》国家标准起草组.《锅炉和压力容器用钢板》GB 713-XXXX送审稿编制说明[EB/OL].[2012 -11 -28]http://www.cmsi.org.cn/zxzx/201211/t20121128_192049.htm.
[6] GB 713—2008《锅炉和压力容器用钢板》(WTO/TBT报批稿)[EB/OL].[2013-12-04]http://members.wto.org/crnattachments/2013/tbt/CHN/13_4718_00_x.pdf
[7] 陈学东,崔军,范志超,等.我国高参数压力容器的设计、制造与维护[C]//压力容器先进技术——第八届全国压力容器学术会议.北京:化学工业出版社,2013.
[8] GB/T 709—2006,热轧钢板和钢带的尺寸、外形、重量及允许偏差[S].
[9] 全国压力容器标准化技术委员会.GB 150—89钢制压力容器(三)标准释义[M].北京:学苑出版社,1989.
[10] 王晓虎,秦晓钟.GB 713—2008《锅炉和压力容器用钢板》标准剖析[J].冶金标准化与质量,2011,49(3):1-6.
[11] 许强,王利,徐亮,等.汽车罐车罐体用 WH590(17MnNiVNbR)钢板的开发和试验研究[J].压力容器,2010,27(3):7 -12.
[12] 姚勇,高传清,贺优优,等.07Cr2AlMoRe稀土合金钢换热器的制造和检验[J].中国特种设备安全,2008,24(1):38 -41.
[13] GB 150.2—2011,压力容器 第2 部分:材料[S].
[14] 柳曾典.钢的纯净化是压力容器安全的重要保证[J].机械工程材料,1994,18(2):21 -23.
[15] EN 1011 -2:2001,Welding—Recommendations for Welding of Metallic Materials—Part 2:Arc Welding of Ferritic Steels[S].
[16] 陈晓,秦晓钟.高性能压力容器和压力钢管用钢[M].北京:机械工业出版社,2007.
[17] 戈兆文.NB/T 47015《压力容器焊接规程》的技术基础[J].中国特种设备安全,2013,29(1):53-55.
[18] 2013 ASME Boiler and Pressure Vessel Code-Ⅱ:Materials[S].
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24
防爆电机(2020年6期)2020-12-14
学生天地(2020年6期)2020-08-25
数学年刊A辑(中文版)(2020年2期)2020-07-25
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
制造技术与机床(2019年4期)2019-04-04
数学小灵通(1-2年级)(2018年9期)2018-11-19
中国铸造装备与技术(2017年6期)2018-01-22
凿岩机械气动工具(2017年1期)2017-05-17
