
冷轧加工对工业纯钛板焊缝组织与性能的影响
2014-05-12 08:36吴晓东高维娜付文杰唐长斌吕利强
钛工业进展 2014年2期
吴晓东,高维娜,付文杰,唐长斌,戴 毅,李 辉,张 清,吕利强
(1.西部钛业有限责任公司,陕西 西安 710201)
(2.西安建筑科技大学,陕西 西安 710043)
冷轧加工对工业纯钛板焊缝组织与性能的影响
吴晓东1,高维娜1,付文杰1,唐长斌2,戴 毅1,李 辉1,张 清1,吕利强1
(1.西部钛业有限责任公司,陕西 西安 710201)
(2.西安建筑科技大学,陕西 西安 710043)
采用等离子弧焊将两张3.5 mm厚纯钛板对焊,然后在1 780 mm冷轧机上依次进行变形量为43%、50%的冷轧加工,且冷轧后均进行退火处理。对两个轧程的冷轧态及退火态焊缝试样进行了金相显微组织观察;对两个轧程退火态试样进行了室温力学性能及硬度测试;对退火态成品母材区和焊缝加工区进行了杯突试验和在3.5%NaCl水溶液中的阳极极化试验。结果表明,两次冷变形板材退火后焊缝加工区晶粒尺寸均比母材区略微细小,强塑性略好一些,维氏显微硬度也稍高一些;成品板材焊缝加工区的延伸率与母材相差不大,杯突值相近,具有与母材相当的工艺性能;成品板材焊缝加工区的阳极极化行为与母材无明显差异,二者在3.5%NaCl水溶液中的耐腐蚀性基本一致。
纯钛;等离子焊;冷轧;显微组织;极化曲线
0 引言
工业纯钛在氧化性及中性介质中具有优异的耐腐蚀性能,已经广泛应用于石油化工、制盐等各个领域[1-3]。有文献报道[4],工业纯钛经氩弧焊后焊缝处会存在熔池区、热影响区,这两个区域组织与母材组织有很大的不同,同时熔池区和热影响区会发生优先腐蚀现象。而等离子焊接具有能量密度高、线能量大、效率高等优点,用该方法焊接纯钛板,能够克服用单道钨极氩弧焊焊接时因为钨极距离熔池较近而可能发生的钨极熔蚀,使焊缝渗入钨夹杂物等缺点。
西部钛业有限责任公司板带厂卷材生产线采用片材拼焊技术制作钛卷材,因而在冷轧卷材产品中会有若干条变形焊缝,这些变形焊缝能否同卷材其他部位一起正常使用对卷材的使用率有着重要影响。本研究对焊缝加工区与母材区组织、性能进行研究,旨在为拼焊卷材的生产使用提供借鉴。
1 实验
1.1 实验材料
实验材料为3.5 mm厚工业纯钛板,牌号为TA1,其化学成分见表1。

表1 工业纯钛板材的化学成分(w/%)Table 1 Chemical composition of the CP TA1 sheet
1.2 实验方法
采用Nertamatic 450自动等离子焊接机,将两块退火态纯钛板焊接成一整张尺寸为3.5 mm×1 350 mm×1 520 mm的冷轧板坯。采用XXH2005 X射线探伤仪对焊接后的试样板焊缝进行无损探伤,并用金相显微镜观察母材及焊缝显微组织。经探伤检验合格的板坯在1 780 mm冷轧机上进行两个轧程的冷轧加工:第一轧程变形量为43%,板材厚度减至2 mm,轧后进行680℃ ×30 min/AC退火处理;第二轧程变形量为50%,得到厚度为1 mm的成品板材,轧后进行650℃ ×30 min/AC退火处理。
对两个轧程的板材焊缝加工区进行X射线无损探伤检验;对两个轧程的冷轧态及退火态焊缝试样进行金相显微组织观察;对两个轧程退火态试样进行硬度及室温力学性能测试;采用美特斯ETC1604杯突试验机,对退火态成品板材进行杯突试验,考察工艺性能;采用PARSTAT-2273电化学综合测试系统(参比电极选用饱和甘汞电极,辅助电极采用铂电极,腐蚀液为3.5%NaCl水溶液),对退火态成品板材进行阳极极化测试,考察耐腐蚀性能。
2 结果与讨论
2.1 焊缝无损探伤及金相组织
经X射线探伤检测,3.5 mm厚纯钛板坯焊缝、第一轧程冷变形后的焊缝加工区及第二轧程冷变形后的焊缝加工区均未发现缺陷,焊缝质量符合JB/T 4730.2标准Ⅰ级要求。
图1为纯钛板坯焊缝区的金相照片。从图1可以看出,纯钛经等离子焊接后,母材区、热影响区、熔池区金相组织有很大差异。与母材区相比,熔池区晶粒粗大,而热影响区晶粒尺寸介于母材区和熔池区之间。在纯钛焊接过程中,由于高温停留时间较长,所以熔池区组织明显粗大。从图中还可以看出,采用等离子弧焊的焊缝金相组织中没有杂质等缺陷,焊缝质量良好。

图1 母材区、热影响区及熔池区金相组织×100Fig.1 Metallographs of parent metal area,heat affected zone and pool area
图2和图3分别为43%、50%变形后板材焊缝加工区冷轧态及退火态金相照片。从图中可以看出,经过冷轧加工后,焊缝加工区(热影响区及熔池区)与母材区组织差别不大,晶粒全被破碎并呈现出纤维状(图2a和图3a);冷轧加工板材经过退火后,焊缝加工区与母材区晶粒全部等轴化,并且可看出焊缝加工区晶粒尺寸比母材区略微细小(图2b和图3b)。
2.2 维氏显微硬度
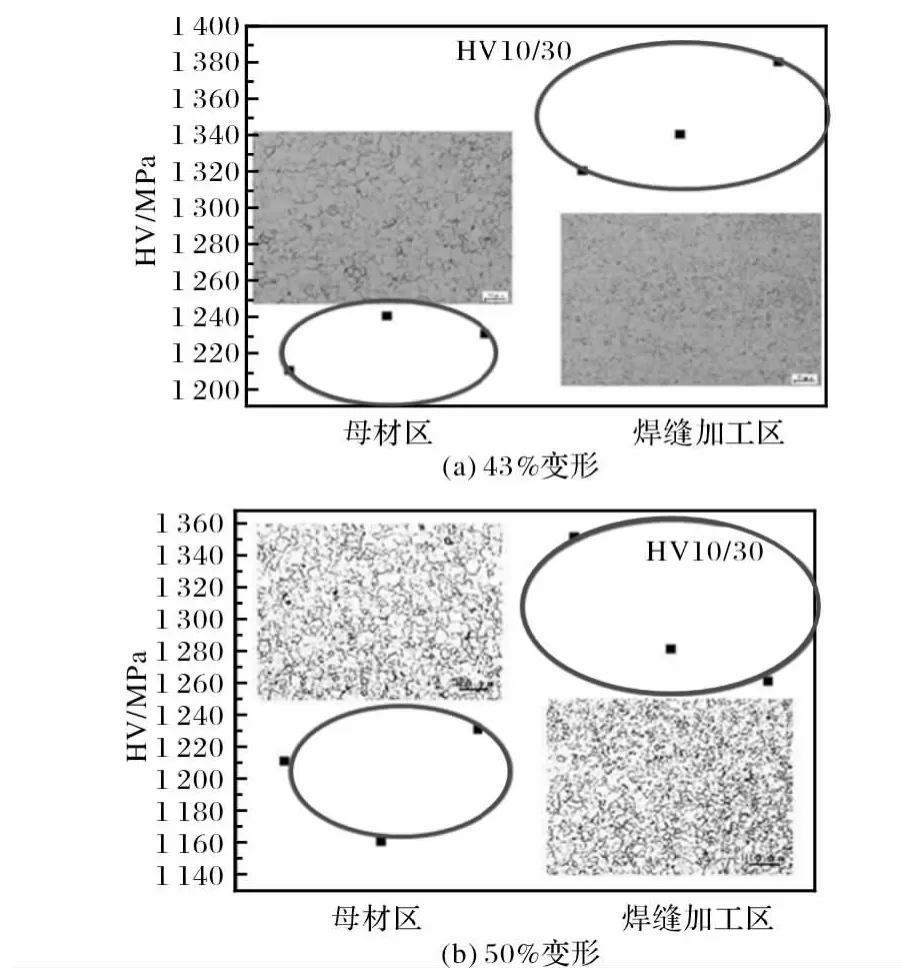
图4 43%变形后板材退火态维氏显微硬度Fig.4 Hardenss of annealed after 43%working
图4为先后经过43%、50%变形量冷轧加工板材退火态的维氏显微硬度。从图4a可以看出,经43%变形量加工后的板材,母材区维氏显微硬度在1 200~1 240 MPa之间,而焊缝加工区硬度在1 300~1 380 MPa之间。硬度大小与两个区域晶粒尺寸有关,晶粒越大,硬度越小。焊缝加工区晶粒尺寸比母材区略微细小,因而硬度稍高一些。经50%变形量冷轧加工板板退火态维氏显微硬度(图4b)也表现出相似的特征。
2.3 力学性能及工艺性能
表2为等离子弧焊后焊缝区试样、经过43%变形量母材及焊缝加工区退火态试样、50%变形量母材及焊缝加工区退火态试样的室温力学性能。从表2可看出,未经过轧制的焊缝试样与经过冷变形的焊缝试样(退火态)的抗拉强度接近,但是由于焊缝区是铸态组织,其屈服强度与延伸率较之其他试样有明显的差异。对比两个轧程冷加工后焊缝加工区及母材区试样(退火态)的力学性能发现,焊缝加工区的强塑性比母材区的略好一些。这是因为两个区域的金相组织略有差异,焊缝加工区α相等轴晶晶粒较母材区略小。同时,经两次冷变形退火后无论焊缝加工区还是母材区的强度,均略高于一次冷变形的,这也与冷变形次数越多晶粒尺寸越小有关。

表2 焊接工业纯钛板的力学性能Table 2 The mechanical properties of specimens
图5为杯突试验后的母材样与焊缝加工区试样,表3为母材样与焊缝加工区试样的杯突值。可以看出,焊缝加工区的杯突值与母材的杯突值相当。这说明焊缝加工区具有与母材相当的工艺性能。

图5 杯突试验后试样的形貌Fig.5 Shape of specimen after cup drawing test

表3 母材及缝加工区试样的杯突值Table 3 Cup drawing value of parent metal specimen and welding area specimen
2.4 阳极行为
单纯的等离子焊缝由于其冶金结构上的改变及残存应力的存在,导致焊缝处金属显微结构的差别,进而引起这些不同区域之间电化学电位的不同,加速了材料的腐蚀[5]。
图6为焊缝加工区试样与母材的阳极极化曲线。从图6可以看出,两者的自腐蚀电位差异较小。焊缝加工区试样的自腐蚀电位为-297 mV,而母材的自腐蚀电位为-334 mV,较焊缝加工区试样略低。而阳极极化曲线直观地显示出工业纯钛板材具有较强的钝化能力,母材和焊缝加工区试样发生阳极极化时,均经过一段活性溶解(二者基本重合,塔菲尔外推法计算的自腐蚀电流在误差范围内无明显差异)后迅速进入阳极钝化区,虽然钝化曲线上存在差异,但钝化区范围基本一致。这是因为焊缝加工区经退火后,残余应力得到消除,显微组织与母材基本一致。

图6 焊缝加工区试样与母材的阳极极化曲线图Fig.6 The anode polarization curves of parent metal specimen and welding area specimen
3 结论
(1)等离子焊接后的纯钛板及两次冷变形退火后的纯钛板,其焊缝质量均符合JB/T 4730.2标准Ⅰ级要求。
(2)两次冷变形板材退火后焊缝加工区晶粒尺寸均比母材区略微细小,强塑性略好一些,维氏显微硬度也稍高一些。
(3)经两个轧程冷加工变形退火后,板材焊缝加工区的延伸率与母材相差不大,杯突值相近,具有与母材相当的工艺性能。
(4)焊缝加工区阳极极化行为与母材无明显差异,二者在3.5%NaCl水溶液中的耐腐蚀性基本一致。
[1]李明利,舒滢,冯毅江,等.我国钛及钛合金板带材应用现状分析[J].钛工业进展,2011,28(6):14-17.
[2]王非.我国海水淡化的现状与钛的应用[J].钛工业进展,2013,30(5):6-12.
[3]徐庆,许荣萍,刘宝忠.钛制设备在工业中的应用[J].钛工业进展,2009,26(2):40-43.
[4]谭立军,姚泽坤,李辉,等.纯钛焊件焊缝组织细化的热加工工艺研究[J].金属铸锻焊技术,2008,37(19):28-30.
[5]赖春晓.焊缝腐蚀的原因和解决方法[J].全面腐蚀控制,2004,18(6):10-12.
Effect of Cold Deforming on Microstructures and Properties of Commercial Pure Titanium Plates Welds
Wu Xiaodong1,Gao Weina1,Fu Wenjie1,Tang Changbin2,Dai Yi1,Li Hui1,Zhang Qing1,Lü Liqiang1
(1.Western Titanium Technologies Co.,Ltd.,Xi’an 710201,China)
(2.Xi’an University of Architecture and Technology,Xi’an 710043,China)
Pure titanium sheets of 3.5 mm thick were welded by plasma arc welding and cold rolled with 1 780 mm roller and then annealed.The sheets were first cold deformed by 43%and annealed,then cold deformed by 50%and annealed.Metallographs of welds after each rolling and annealing process were observed.Vickers hardness and mechanical properties at room temperature of welding area and base material after each annealing process were also investigated.Cup drawing tests and anodic polarization tests in 3.5%NaCl solution of base material and welding area of second annealing process were applied.The results show that the grain size of welding area after each annealing process was smaller compared with base material,while the strength,ductility and vickers hardness were little better than base material.After second rolling and annealing process,the elongation and cup-drawing value of welding area were close to base material.And the behavior in the anodic polarization tests of welding area were similar to base material,the corrosion resistance of base material and welding area in 3.5%NaCl solution were basically consistent.
commercial pure titanium;plasma arc welding;cold rolling;microstructure;polarization curve
10.13567/j.cnki.issn1009-9964.2014.02.007
2014-02-12
吴晓东(1984—),男,工程师。
猜你喜欢
上海金属(2022年3期)2022-06-01
电气技术(2022年1期)2022-01-26
东北大学学报(自然科学版)(2020年10期)2020-10-19
航空制造技术(2020年11期)2020-07-01
物理学报(2019年4期)2019-03-16
中国特种设备安全(2018年2期)2018-03-14
中国科技纵横(2014年7期)2014-12-07
商品与质量·消费研究(2013年7期)2013-08-29
北方经济(2009年2期)2009-03-30
