陶瓷结合剂CBN砂轮磨损与磨削比的研究
2014-05-10 07:51:30卢海燕曹硕生申其芳伍丽峰
机床与液压 2014年23期
卢海燕,曹硕生,申其芳,伍丽峰
(1.广西科技大学机械工程学院,广西柳州545006;2.广西大学机械工程学院,广西南宁530004)
0 前言
CBN 的硬度仅次于金刚石,除了高硬度、高耐磨性、低摩擦因数等性质外,还具有比金刚石优越的耐热性和对铁族金属材料的化学惰性。由于CBN 具有上述优异的特性,用其制成的CBN 磨具特别适合于各类铁族金属材料的磨削加工[1-3]。CBN 的需求量每年以15%左右的速度递增[4]。对CBN 砂轮的研究和推广应用,已成为工业发达国家技术进步的重要标志。
CBN 的应用在发达国家已经处于成熟阶段,而CBN 在我国的应用与发达国家相比差距甚远,CBN磨削技术与应用已成为我国磨削界研究的一项重要课题[5]。作者通过一系列的磨削试验,研究国产陶瓷结合剂CBN 砂轮磨削45 淬硬钢工件过程中磨削参数对CBN 砂轮磨损与磨削比的影响规律及冷却液流量对磨损与磨削比的影响规律。试验和讨论结果将为国产陶瓷CBN 砂轮逐步推广应用提供重要的参考依据。
1 试验条件
磨床:MS1320 高速外圆磨床
砂轮:80/100#125% P 400 ×10 ×127
工件:45 淬硬钢(HRC50~55),直径DW=(55~99)mm,工件宽度B=8 mm
砂轮修整:采用片状金刚石修整器修整,修整深度td=10~15 μm/单程,修整进给量fd=0.3 m/min。
磨削液:100%煤油
磨削方式为:定进给量外圆切入磨削。
2 用正交试验研究磨削参数对陶瓷结合剂CBN 砂轮磨损与磨削比的影响
用L9(34)安排试验,由于砂轮开刃后磨损只有几微米,即砂轮表面形状保持性好,故砂轮修整并开刃后,测量初始磨损量,每次试验前不再修整,每次试验的磨损量都减去了初始磨损量及前面所有试验的累积磨损量,试验顺序是5,4,6,7,8,9,1,2,3,每次试验约磨除2.8 ×105mm3的金属体积。试验因素和水平见表1,试验安排、试验结果以及磨削比的极差见表2,磨削比的方差分析[6]见表3。

表1 试验因素和水平因素

表2 试验安排、试验结果与计算

表3 对磨削比的方差分析
从表2 极差Rj的大小排列因素的显著性,据此可知砂轮线速度对磨削比影响最大,其次是进给量,再次是工件转速,最优水平为A3B3C1,即砂轮线速度越高,工件转速越高,砂轮进给速度越小,则磨削比越高。
从表3 的方差分析的F值可知(显著性用“☆”的多少来表示),砂轮速度对磨削比有显著的影响,进给速度次之,工件转速影响不显著。
由于整个过程中砂轮没有修整,从试验结果还可以看出,在以煤油作为冷却液的情况下,该砂轮的磨削性能非常优越,尤其是砂轮速度较高时,砂轮几乎不磨损,整个试验磨除了共约2.52 ×106mm3的金属体积,都不见砂轮有磨钝的现象,工件表面粗糙度一直保持在Ra1.2 μm 左右。
对考察指标磨削比与磨损进行非线性回归分析[7],可得如下经验公式:

上述经验公式可以用来指导生产一线的工人在磨削时能合理的选择磨削参数。
3 用单因素法研究砂轮进给速度vf 对陶瓷结合剂CBN 砂轮磨损与磨削比的影响
此试验采用的砂轮:140/170#150%R350 ×10 ×127,其余条件与前面同。
磨削参数:砂轮速度vs=55 m/s,工件转速nw=168 r/min
(1)vf=5 μm/s 时试验结果见表4

表4 vf=5 μm/s 时试验结果
(2)vf=10 μm/s,vf=15 μm/s 时试验结果见表5。(当vf=10 μm/s 时的试验前重新修整了砂轮,但在以vf=15 μm/s 进行试验时没有再修整砂轮)

表5 vf=15 μm/s 时试验结果
从图1 及表3—6 可以看出在较小的进给量情况下,即使磨除了大约9 ×105mm3的金属体积,砂轮还能继续磨削,工件表面粗糙度还没有恶化的趋势,说明细粒度CBN 砂轮在小用量下非常耐磨,而且工件表面质量一直保持良好(Ra=0.5~0.6 μm)。图3 为磨削了大量金属体积后,虽然有些磨粒上有较大磨损平面,但大部分磨粒只有一小平面磨损平面,说明磨削过程还可大大延续。

图1 磨削过程中砂轮的磨损
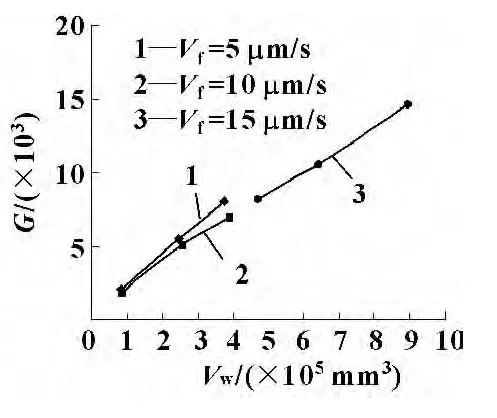
图2 磨削过程中CBN砂轮的磨削比
4 冷却液流量对陶瓷结合剂CBN 砂轮磨损与磨削比的影响
此试验采用的砂轮:80/100#125% P 400 ×10 ×127
磨削参数:砂轮速度vs=60 m/s,工件转速nw=168 r/min,vf=20 μm/s
实验结果见表6。
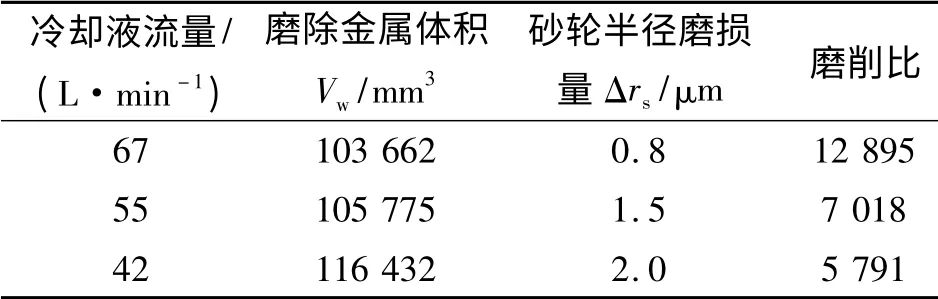
表6 不同冷却液流量的磨损与磨削比
从图3 及图4 可以看出,冷却液流量对砂轮磨损影响很大,流量越小,砂轮磨损越大,而磨削比就越小,所以,在条件许可的条件下,应尽量加大冷却液流量,以减少砂轮磨损。

图3 冷却液流量对砂轮磨损的影响

图4 冷却液流量对砂轮磨削比的影响
5 结论
(1)砂轮线速度对磨削比影响最大,其次是进给量,再次是工件转速,最优水平为A3B3C1,即砂轮线速度越高,工件转速越高,砂轮进给速度越小,则磨削比越高。
(2)砂轮线速度对陶瓷结合剂CBN 砂轮磨削比有显著影响,进给速度的影响程度次之,工件转速对磨削比无显著影响。因此,要提高砂轮的磨削比,主要应提高砂轮的线速度。
(3)冷却液流量对砂轮磨损影响很大,流量越小,砂轮磨损越大,所以,在条件许可的条件下,应尽量加大冷却液流量,以减少砂轮磨损。
(4)对正交试验进行非线性回归分析,可得磨削比与磨损的经验公式如下:

[1]HERBERT S.A New Approach to I[J].D·Gxinding·Industrial Diamond Review,1984(1):30-33.
[2]周德生.CBN 砂轮磨削技术在汽车生产中的应用[J].金刚石与磨料磨具工程,1996,2(92):17-20.
[3]叶伟昌.CBN 砂轮的新进展[J].新技术新工艺,2000(11):13-15.
[4]徐载熊.CBN 磨削的发展动向[J].磨料磨具与磨削,1989,50(2):20-23.
[5]罗伟文.砂轮进给速度对CBN 砂轮磨损影响的试验研究[J].汽车工艺与材料,2005,(9):6-7.
[6]汪鑫.数理统计[M].西安:西安交通大学出版社,1986.
[7]冯成志.社会科学统计软件SPSS 教程[M].北京:清华大学出版社,2009.
猜你喜欢
上海交通大学学报(2019年1期)2019-02-19 09:30:30
制造技术与机床(2018年10期)2018-10-13 06:36:54
制造技术与机床(2018年10期)2018-10-13 06:36:40
山东工业技术(2018年5期)2018-03-10 08:28:23
科技创新与应用(2016年34期)2016-12-23 15:59:26
新高考·高一物理(2016年3期)2016-05-18 02:59:14
工业设计(2016年1期)2016-05-04 03:59:29
设备管理与维修(2016年6期)2016-04-09 14:49:47
轴承(2014年9期)2014-07-24 05:01:18
断块油气田(2012年6期)2012-03-25 09:54:03