
机床自动线检验工装测距板的设计改进
2014-04-28 03:09:12罗秀珍付承云
制造技术与机床 2014年7期
罗秀珍 付承云
(大连机床集团有限责任公司,辽宁 大连116620)
组合机床自动线是由多单台组合机床及辅助装置连接而成的,一般为直线排列,个别自动线虽有曲线部分,其主、辅机也都排列在直线部分上。被加工件或随行夹具在其上以步进式输送、自动装夹、定位及加工或松开。它的组成必须保证各主、辅机之间有准确的相对位置。根据行业标准JB/T 3048—2008《组合机床自动线 精度检验》几何精度检验项目G1(相邻夹具定位基面的等高度)、G2(相邻机床的中心距)、G3(相邻夹具定位销的共面度)三项精度的检验规定,检验时需要配备相应检验工装,这个工装一般称为测距板。测距板是这一准确对应位置的不可缺少的连接纽带,是实测和安装各单机之间相对位置的必要工装。现将测距板的设计改进做一下介绍,以便更好地贯彻标准。
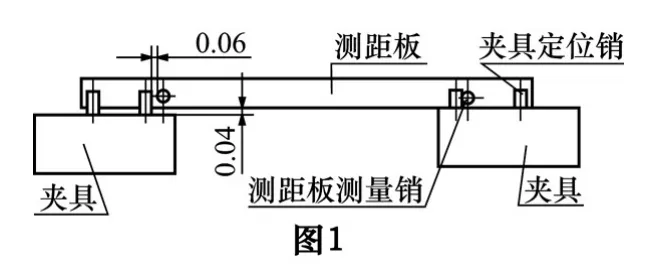
利用测距板检验G1、G2、G3三项精度示意图如下:
(1)G1:相邻主机夹具定位基面的等高度的检验见图1、图2,允差0.04 mm/1000 mm。
(2)G2:相邻主机夹具的中心距的检验见图1、图2,允差0.06 mm。

(3)G3:相邻主机夹具的定位销共面度的检验见图3、图4,允差0.04 mm。

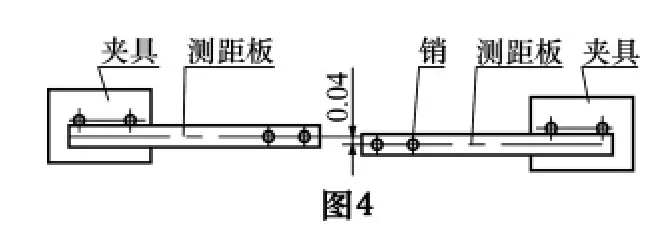
因为测距板在工作中要靠人力搬动,最多两个人抬,所示不能太重。但受机床距离限制,它需要做得比较长。随着长度的增加,刚度也会越差,在铸造、加工和使用中都会产生变形,因此在机床间距较小时用图1、图3 的形式做1 个测距板,在相邻机床中心距过长的情况下,用图2、图4 的形式做3 个测距板。
由于上述情况,虽然在长度上采取了以上的措施,测距板仍然是一个截面小、长度大、刚性不易保证的零件。故对测距板不论在截面形状、材质和制造中都必须采取严格的保证刚性的措施。在使用和存放过程中的变形对测距板来说也是一个重要问题。如果它变形弯曲就会直接影响相邻两夹具距离、相邻两夹具等高及定位销中心线共面。也就是说会影响整条自动线的直线性。使工件和随行夹具在输送中不能顺利无碰撞地送到各单机加工定位的位置。
就变形而言,也就是使用中ΔYmax值(挠度变化)计算如下:
式(1)中:p 为测距板自重,要尽量减轻;l 为悬伸长度,根据自动线单机中心距定;E 为弹性模量,根据材料而定;J 为截面惯性矩,由截面形状而决定。
为了减轻重量采用铸铝材料,这样l、E 就确定了。最后只有使截面惯性矩J 加大才能使ΔY 减小。同时要着重考虑克服铸造和加工后存在着内应力引起的变形。为此要采用的截面为封闭型,同时注意J 的因素。在过去由于单纯注重挠度ΔY 变化,一般采用“工”字形,截面为开口形式,这样一来,使测距板长期存在由于内应力造成的变形。造成测距板在车间和用户安装时无法使用。下面分析改进后截面形状与“工”字形截面形状在内应力作用下的变化情况。
“工”字形截面形式为开口式(见图5)。
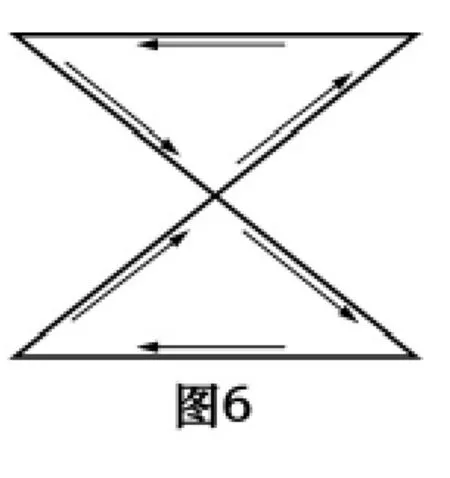
改进后测距板理论计算的截面形状为封闭式(见图6)。

一般情况下,在连线时有两种使用形式,即横跨式和悬伸式。在两夹具中心距较近时,采用横跨式。横跨式受力简图见图7。

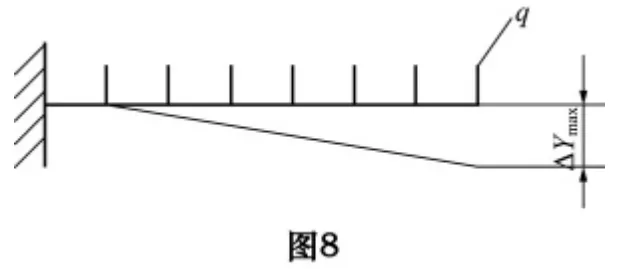

式(2)中:q 为单位长上的自重量。在两夹具中心距较远时,采用悬伸式。悬伸式受力简图见图8。

我们对空心矩形和改进截面形状的两种测距板进行了悬伸状态下的变形试验。所得数据如表1 和表2。
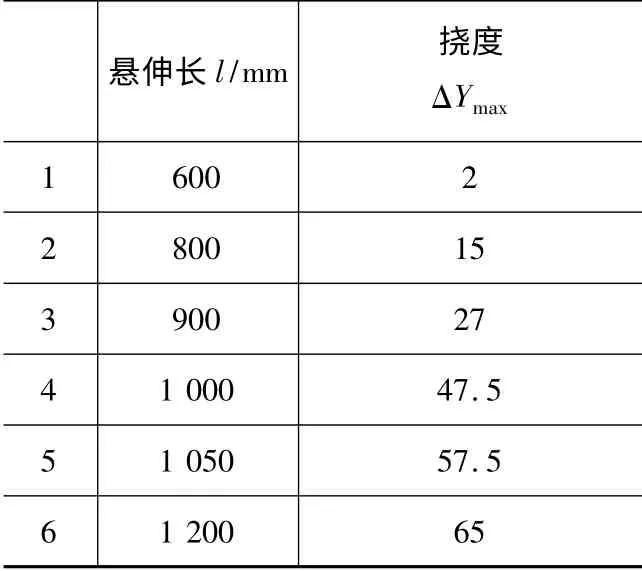
表1 实测改进后的测距板数据ΔY 值随l 变化情况

表2 实测空心矩形测距板数据ΔY 值随l 变化情况
根据表1 的比较所得挠度曲线如见图9。

从图9 可以看出改进截面形状后的测距板挠度ΔY 的变化是比较理想的,而且截面形状接近于国际标尺,故在长度上的尺寸精度也得到很好的控制。
国际标尺截面形状见图10。
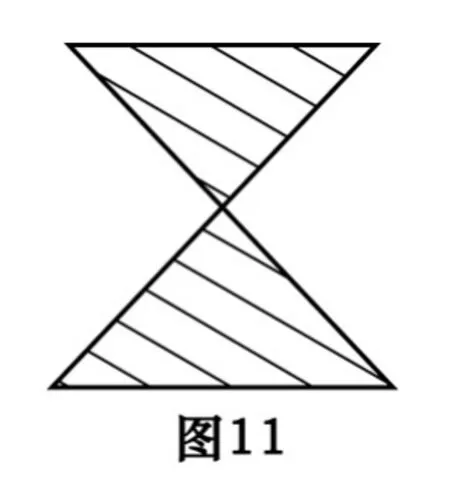
改进后测距板理论计算的截面形状见图11。
为了方便铸造、加工和使用,根据理论形状的基础,改进后投产使用的测距板截面形状见图12。

改进截面形状后的测距板在理论上吸取“工”字和矩形之长处,克服了前两者的不足,所以它既保留了矩形为封闭形的抗端面扭矩能力强的优点,又具有“工”字形重量轻,悬伸时弯曲变形小的长处。同时由于接近国际标尺的截面形状,又独具国际标尺在长度上变化小的优点。经多年来生产实用证明,在自动线连线安装使用中挠曲变形量较小、精加工成品后的测距板,在存放中精度很稳定,克服了由内应力引起的端面扭转变形。因此多数测距板采用这种截面形状,以此截形作了大小不等的许多测距板,效果良好,既方便了铸造和加工,也满足了使用要求,保证了两测距板本身和自动线的相应精度。
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30 10:48:04
装备制造技术(2021年1期)2021-05-21 07:54:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
防爆电机(2020年6期)2020-12-14 07:17:06
科学(2020年3期)2020-01-06 04:02:51
模具制造(2019年4期)2019-06-24 03:36:46
制造技术与机床(2017年10期)2017-11-28 05:20:46
电子制作(2017年7期)2017-06-05 09:36:13
Coco薇(2015年10期)2015-10-19 12:12:32
