几种新型机床运动部件夹紧机构的分类及对比研究*
2014-04-27 13:07赵晶文
制造技术与机床 2014年7期
赵晶文
(四川工程职业技术学院机电工程系,四川 德阳618000)
机床运动部件夹紧机构主要工作原理是力学上的死点、压力角和摩擦角。国内常用的有螺纹夹紧、偏心轮夹紧、斜楔夹紧、四杆机构夹紧等,夹紧动力源有电动机、液压(或气动)系统、电磁铁等。
近几年,随着国内机床设计制造领域自主创新和对外交流的不断深入,陆续出现了几种新型机床运动部件夹紧机构,其动力源多采用液压系统。根据夹紧部分的工作原理和结构特征可以分为:压力形变夹紧型、直动压紧夹紧型和扭杆死点夹紧型3 类。
1 压力形变夹紧型
夹紧机构用液压系统压力使装设于运动部件上的夹紧执行件局部产生法向弹性变形,与静止元件(机床导轨、导柱)之间产生摩擦力,实现运动部件的夹紧。
1.1 镶条浮动夹紧机构
1.1.1 镶条浮动夹紧机构结构及工作原理
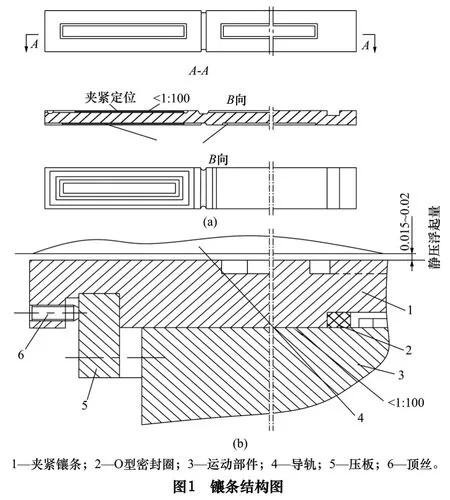
如图1 所示,镶条1 用压板5、螺栓和顶丝6 将其固定到运动部件3 上,并经刮研使导轨4 与两镶条间分别存在0.015~0.02 mm 的间隙,在镶条的正面(与导轨相对)开有两个静压油腔,在镶条的背面(与运动部件3 相对,具有1∶100 斜度面)与其中一静压油腔(靠近小端的)相对处开有一定面积和深度的夹紧油腔。为了防止高压油在夹紧过程中泄掉,在油腔的四周开一环形槽用于放O 型密封圈。同时在镶条两面开如图1a 所示的斜槽,以利镶条变形。
镶条浮动夹紧机构的液压动作原理如图2。当二位四通电磁换向阀右位工作时,压力油经夹紧分油器和节流器向导轨两侧夹紧镶条的夹紧油腔供油,而静压油腔中的静压油经换向阀流回油箱。夹紧镶条在压力油作用下产生弹性变形,使镶条与导轨面接触产生摩擦力;随着供油压力增大,当摩擦力达到一定值时,就可使运动部件停止运动,完成夹紧动作。二位四通电磁换向阀左位工作时,夹紧油腔接回油箱卸荷,镶条回弹,夹紧松开。此时,压力油经电磁换向阀进入静压油腔使镶条恢复到初始状态,并与导轨间始终保持固定的静压间隙,此时,运动部件可以移动。
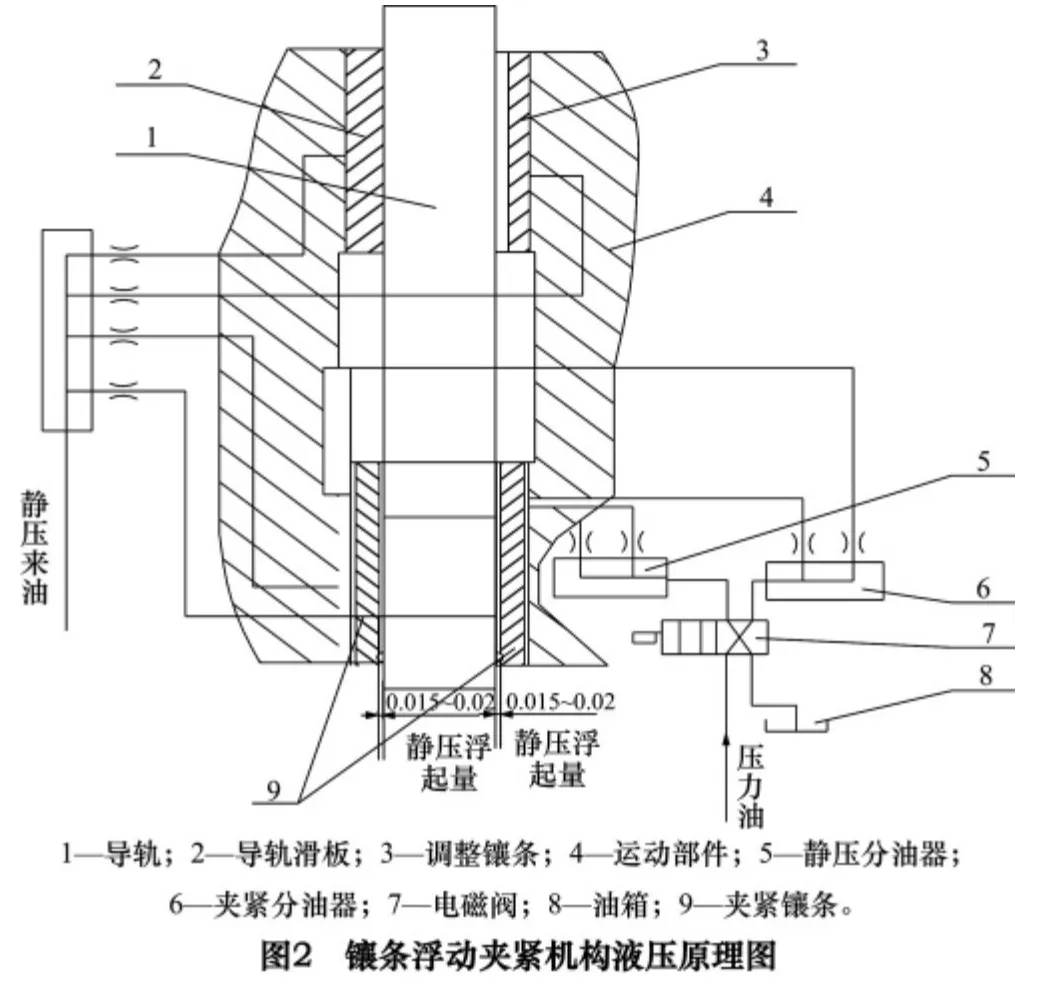
在镶条夹紧过程中,镶条导轨板上其它静压油腔始终处于供油状态,以保证机床部件的导向精度和油膜刚度[1]。
1.1.2 适用对象
镶条浮动夹紧机构工作过程中,既需要有足够的摩擦力保证夹紧可靠,又需要有足够的接触面积以免局部比压过大,损伤机床导轨;同时又需要机床运动部件内部有足够的空间容纳镶条浮动机构,因此适用于中型以上机床(包括中型、大型、重型机床)
1.1.3 设计制造
(1)镶条浮动夹紧机构设计时需要精确计算所需夹紧力大小,合理选择镶条材料。镶条材料选择应以既保证夹紧要求,又要避免机床导轨磨损,同时又要保证足够的弹性要求为原则。根据夹紧力大小,设定液压系统夹紧工作压力。
(2)镶条制造:机械加工应留足余量,与机床导轨配研,保证配合间隙。
(3)导轨刮研过程中,应与镶条配研;导轨采用配磨工艺时应留有与镶条配研余量。
(4)检验检测:镶条与导轨应进行接触斑点检验,并应进行镶条工作面平面度检测。
1.1.4 使用与维修
(1)液压系统压力变化:实验表明,当镶条磨损量超出0.02 mm 时,系统压力下降较大,下降幅度可达30%~50%。
(2)夹紧行程监控:镶条、导轨磨损,磨损后,会导致机床运动部件在开始夹紧后有一段移动行程,导致运动部件定位不准确。实验发现,当镶条磨损量达到0. 15 mm 时,夹紧行程可增加3~6 mm,并存在1~2 mm的变动量。
(3)镶条属于易损件,每次机床大修时均需更换镶条。
(4)静压与夹紧油路管路准确连接(做标记):试车、拆解、安装、调试过程中,均需对静压与夹紧油路管路及接口同步标记,并确认密封可靠。
1.2 铜套变形夹紧机构
意大利PAMA 公司设计制造的AT -130McR 型加工中心Z 轴夹紧机构采用了铜套变形夹紧机构,利用铜套的径向变形实现Z 轴夹紧动作。
1.2.1 夹紧机构的结构及工作原理
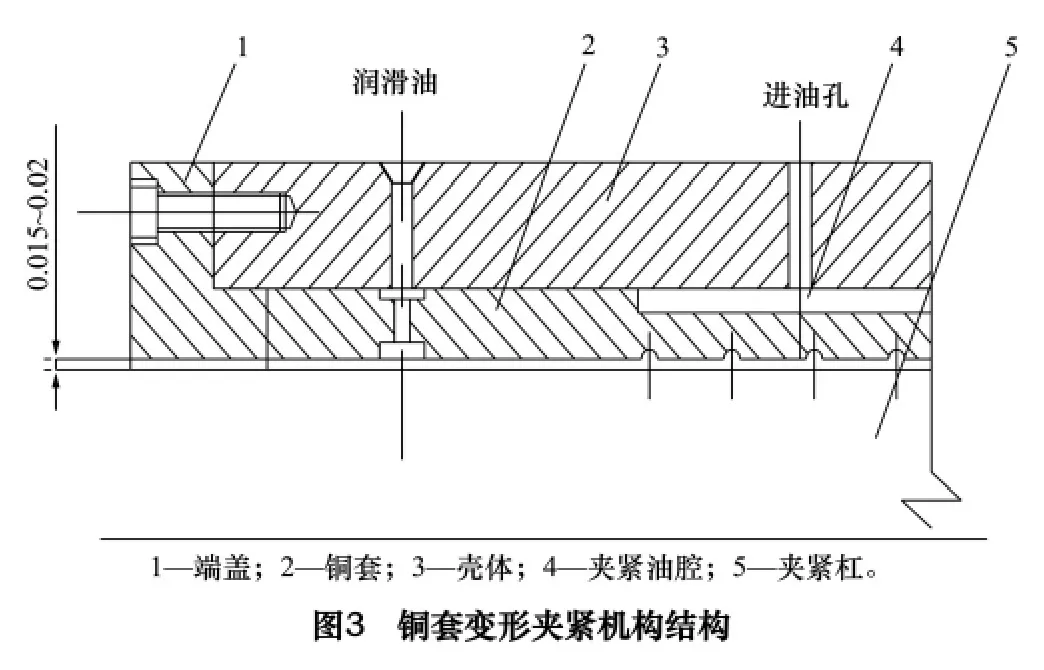
铜套变形夹紧机构的结构如图3 所示。铜套2 被端盖1 固定到壳体3 内,并使铜套内孔与夹紧杠5 之间存在0.015~0.02 mm 的配合问隙. 铜套中部与壳体之间形成夹紧油腔4。为了防止高压油在夹紧过程中泄漏,在铜套1 的两端各加工一环形槽,用于安装O形密封圈和挡环,并在铜套内孔中加工了两组螺旋槽,以利于夹紧部位产生变形。见图3。
铜套变形夹紧机构的原理如图4 所示。当二位四通电磁换向阀右位工作时,压力油直接向铜套变形夹紧机构的夹紧油腔供油,铜套夹紧部位在压力油作用下产生弹性变形,使铜套与夹紧杠表面接触产生摩擦力。随着供油压力增大,沿夹紧杠轴向产生的摩擦力也就越大。当油腔内压力达到一定值时,压力继电器动作,油泵即停止供压力油,油路保压,完成夹紧动作。当二位四通电磁换向阀左位工作时,压力油打开液控单向阀,使夹紧油腔内的油卸荷(流入回油管),压力继电器复位,夹紧松开[2]。

1.2.2 适用对象
铜套变形夹紧机构只是在运动部件导向铜套局部增设夹紧结构,几乎不需要单独占用机床空间,只要保证铜套与夹紧杠有足够的接触面积即可,因而适用于中型、大型、重型机床。
1.2.3 设计制造
(1)为保证铜套使用寿命,宜选用锰黄铜保证铜套耐磨性和一定的弹性,尽量避免使用铸造青铜。
(2)夹紧杠和铜套夹紧部位之间应保证有足够大的接触面积,以防止接触面比压过大,损伤铜套。
(3)适当增加铜套夹紧部位螺旋槽深度尺寸,在保证铜套夹紧部位弹性变形量前提下减小液压系统工作压力。
(4)应用于大型、重型机床时,为保证夹紧部位有足够的变形量,导向与夹紧部位可设计成组装式,以降低铜套的加工工艺难度,节约铜材。
(5)保证夹紧油腔密封,选择合理的密封结构,必要时可设置多个密封。
(6)液压系统工作压力应根据运动部件的总重量和铜材弹性变形力、摩擦系数(通常为0.012)设定。
(7)为保证夹紧可靠性,可采用双液控单向阀组成液压锁取代系统中的液控单向阀。1.2.4 使用维修
(1)夹紧行程监控:长时间使用后,铜套夹紧部位会因磨损导致间隙增大,夹紧行程增大。实验发现,当铜套磨损量达到0.12 mm 时,夹紧行程可增加7~11 mm,并存在2~5 mm 的变动量。
(2)压力继电器压力标定值应根据实际机床进行现场调整,并根据使用过程中夹紧行程的变化及时调整。
(3)夹紧油路管路准确连接(做标记):试车、拆解、安装、调试过程中,均需对夹紧油路管路及接口同步标记,并确认密封可靠。
(4)铜套属于易损件,为保证夹紧可靠性,每次机床大修时均需更换铜套。
2 直动压紧夹紧型
此类夹紧机构系采用液压油推动移动摩擦件产生微量法向位移,与静止元件(机床导轨、导柱)之间产生摩擦力,实现运动部件的夹紧。
2.1 活塞式压板夹紧机构
2.1.1 活塞式压板夹紧机构结构及工作原理
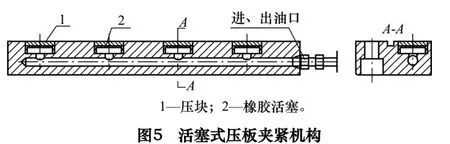
活塞式压板夹紧机构设计在运动部件的导轨压板上,如图5 所示。当压力油从进油嘴进入活塞腔后,压力油推动橡胶活塞圈2,从而使压块1 向上移动(移动行程为1.5~2 mm),使压块与导轨压紧在一起,产生摩擦力,实现运动部件夹紧。松开时,活塞腔卸荷,压块失去正压力,压板正常工作,移动部件可往复运动。
2.1.2 适用对象
活塞式压板夹紧机构直接设计在压板内,几乎不占用机床内部空间,结构紧凑简单,在结构设计上不受过多限制,总夹紧力大小可以通过液压系统压力或夹紧活塞数量设定,所以适用于小型、中型、大型、重型各类机床。
2.1.3 设计制造
(1)可根据移动工作台的长度和工作台导轨的宽度及所需夹紧力的大小,确定压块的数量和直径尺寸。
(2)压块材料选用应注意既要减磨,又要保证足够的刚度。
2.1.4 使用维修
(1)压块的磨损与变形。因压块轴向尺寸小,变形后容易卡在安装孔内,导致动作不到位或接触不良,影响夹紧效果。
(2)橡胶活塞的磨损及液压油泄漏。
(3)压板整体大修理时要精确校准,必要时更换压板。
2.2 皮囊式压板锁紧机构
2.2.1 皮囊式压板锁紧机构结构及工作原理
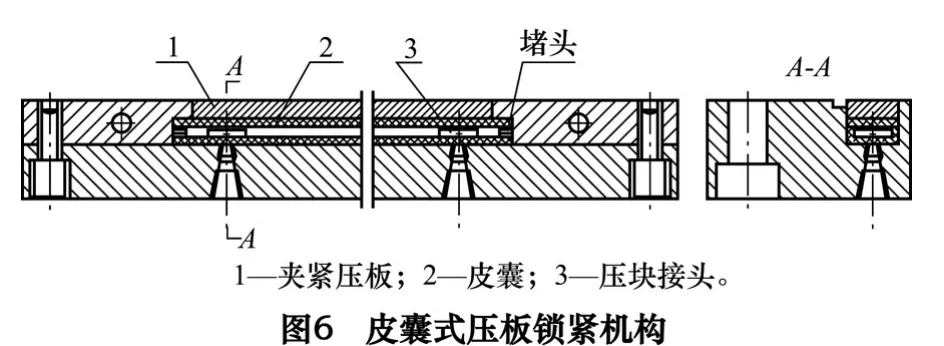
皮囊式压板锁紧机构结构原理如图6 所示。夹紧压板是一厚为2~2.5 mm 的薄钢板件,皮囊为专业厂家生产的橡胶制件,用户可根据需要截取,然后用堵头将两端用粘结剂粘合。其截面规格根据工作台的导轨宽度来选取。进油接头的数量可根据压板的长度来确定(长压板一般设定为2 个进油口,以提高夹紧速度),在距皮囊端部50 mm 处,加工一孔,用粘结剂将压块接头与皮囊粘接在一起,以避免漏油。锁紧时,输入液压油,顶起皮囊和压板,移动件被锁紧。松开时,液压油泄压,压板的压力卸去,移动件被松开[3]。
2.2.2 适用对象
皮囊式压板锁紧机构要求机床压板有足够的强度和刚度,且压板安装槽对机床压板强度削弱较大,适用于中型、大型、重型机床。
2.2.3 设计制造
(1)根据移动工作台的长度和工作台导轨的宽度及所需夹紧力的大小,确定压板的长度与宽度尺寸。
(2)压板材料选用应综合考虑减磨和刚度要求。
(3)应考虑压板制造过程中局部应力的消除及选择适当的热处理方法。
(4)夹紧压板安装槽对机床导轨压板的强度不应有过大的影响。
2.2.4 使用维修
(1)压板的磨损与变形。因压板长度尺寸较大,厚度尺寸小,变形后容易局部卡滞,导致接触不良,影响夹紧效果。
(2)皮囊两端的粘接及皮囊与压块接头处的粘接及夹紧皮囊供油及泄漏情况。
(3)液压系统供油压力设定。
(4)制定大修理皮囊、压板检测、修换原则。
2.3 油缸压块夹紧机构
2.3.1 油缸压块夹紧机构结构及工作原理
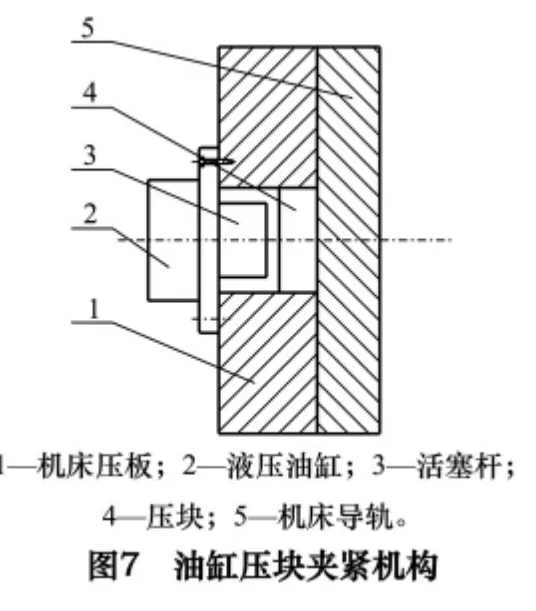
如图7 所示,机床压板1 上开设圆形截面孔安装液压油缸2,当压力油进入液压油缸2 后,推动活塞杆3,使压块4 右移(移动行程为1. 5~2 mm),使压块与导轨5 压紧在一起,产生摩擦力,实现运动部件夹紧。松开时,液压油缸2 卸荷,压块4 失去正压力,机床压板1 正常工作,移动部件可往复运动。
2.3.2 适用对象
由于液压缸直径尺寸较大,要求机床压板宽度较大,适用于大型、重型机床;如用于中型机床时,可以通过适当提高液压系统工作压力,减小液压油缸直径尺寸,以适应较小的机床压板宽度。
2.3.3 设计制造
(1)根据移动部件的长度及所需夹紧力的大小,确定夹紧机构的数量和压块直径尺寸。
(2)压块材料选用应考虑减小对机床导轨的磨损。
(3)压块与机床导轨接触面边缘应加工较大的倒角。
(4)为简化液压系统,液压油缸可使用单作用式油缸。
2.3.4 使用维修
(1)夹紧行程监控:长时间使用后,压块会因磨损导致夹紧行程增大。
(2)液压系统压力应根据实际机床进行现场调整,并根据使用过程中夹紧行程的变化及时调整。
(3)夹紧油路管路准确连接(做标记):试车、拆解、安装、调试过程中,均需对夹紧油路管路及接口同步标记,并确认密封可靠。
(4)压块属于易损件,为保证夹紧可靠性,每次机床大修时均需更换压块。
3 扭杆死点夹紧型
此类夹紧机构采用杆件死点增力效应,在杆件一端装设压块,通过杆件到达死点位置时产生的位移量使压块产生一定角度的摆动(或移动),法向压紧静止元件(机床导轨、导柱)工作面,产生摩擦力,实现运动部件的夹紧。
3.1 扭杆死点夹紧机构工作原理
扭杆死点夹紧机构工作原理如图8 所示,夹紧时,压力油进入油缸5 有杆腔,活塞杆4 右移,两侧球面螺钉3 同时将两根顶杆2 沿其轴线分别向两端撑开,顶杆2 与活塞杆4 之间的夹角增大,当夹角达到90°时,顶杆2 被球面螺钉3 撑开至死点位置,两根顶杆2 和球面螺钉3 处于同轴状态,在顶杆2 的作用下,两端的压块1 将绕支点7 向外旋转,带动铜滑板6 紧压在床身的导轨上,实现运动部件夹紧。夹紧力的大小可通过调节球面螺钉3 伸出顶杆的长度来调整。
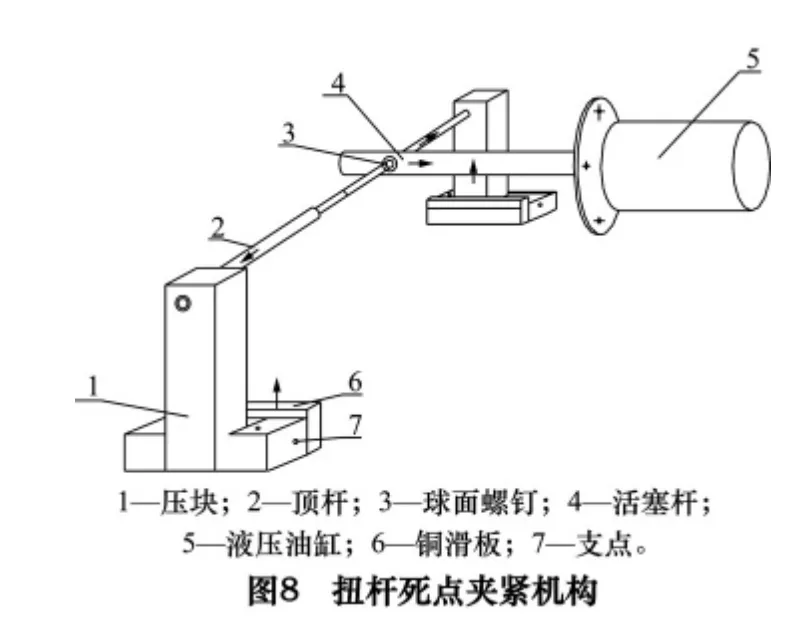
松开时,压力油进入油缸5 无杆腔,活塞杆4 左移,两侧球面螺钉随活塞杆移动,两根顶杆2 和球面螺钉3 处于不同轴状态,顶杆2 与活塞杆4 之间的夹角减小,当夹角小于90°时,两端的压块1 将绕支点7 向内旋转,带动铜滑板6 离开床身导轨,运动部件松开[4]。
3.1.1 适用对象
扭杆死点夹紧机构夹紧力较大,要求机床床身强度、刚度均较大,适用于大型、重型机床,中小型机床由于机体结构尺寸较小,夹紧力过大会导致床身产生较大的变形,影响机床几何精度。
3.1.2 设计制造
(1)设计时需要准确计算夹紧点比压,通过调节铜滑板与机床导轨的接触面积降低夹紧点比压,避免夹紧部位损伤。
(2)为了在夹紧后机构能够自锁,在夹紧后万向球销必须略微超越死点,即顶杆与活塞杆之间的夹角略大于90°,此时夹紧动作已完成,液压泵停止工作后,夹紧机构可自锁。实验表明,顶杆与活塞杆之间的夹角达到90°30'~91°15'之间时,自锁效果良好;必要时,可设置机械限位装置或在液压系统中使用单向阀保证活塞杆在油泵停止工作后处于超越死点位置。
(3)顶杆与其安装孔的配合精度控制,要求顶杆在安装孔内沿其轴线可自由移动。
(4)扭杆死点夹紧机构活塞杆上球面螺钉孔与机座顶杆安装孔在活塞杆右移终点处要同轴。
3.1.3 使用维修
(1)锁紧力大小的标定与调整。新机床投入使用前,用专用工具、仪器测试机床夹紧后运动部件不产生位移时的最大操纵力,作为大修后测定操纵力的标准值。夹紧后的运动部件如能移动,说明夹紧力不足,需调整球面螺钉直至运动部件不动为止;测试时,需要同时进行夹紧位移监控。
(2)维修后调整液压系统工作压力;在活塞杆右侧终点位置调整活塞杆孔与顶杆同轴;调整球面螺钉长度满足夹紧力的需要;夹紧力标定后进行机构自锁点(角度)位置调整。
(3)维修过程中需要制作专用检验工具。
4 结语
本文对国内外几种新型机床运动部件夹紧机构的工作原理、结构特征进行归纳,提出了一种分类方法,对每类夹紧机构给出了定义;通过对比研究确定了每类夹紧机构的适用对象、设计制造要点,并结合实验研究确定了部分使用维修数据,给出了使用维修方法、要点(见表1),可供机床运动部件夹紧机构的选用、设计制造和使用维修参考。
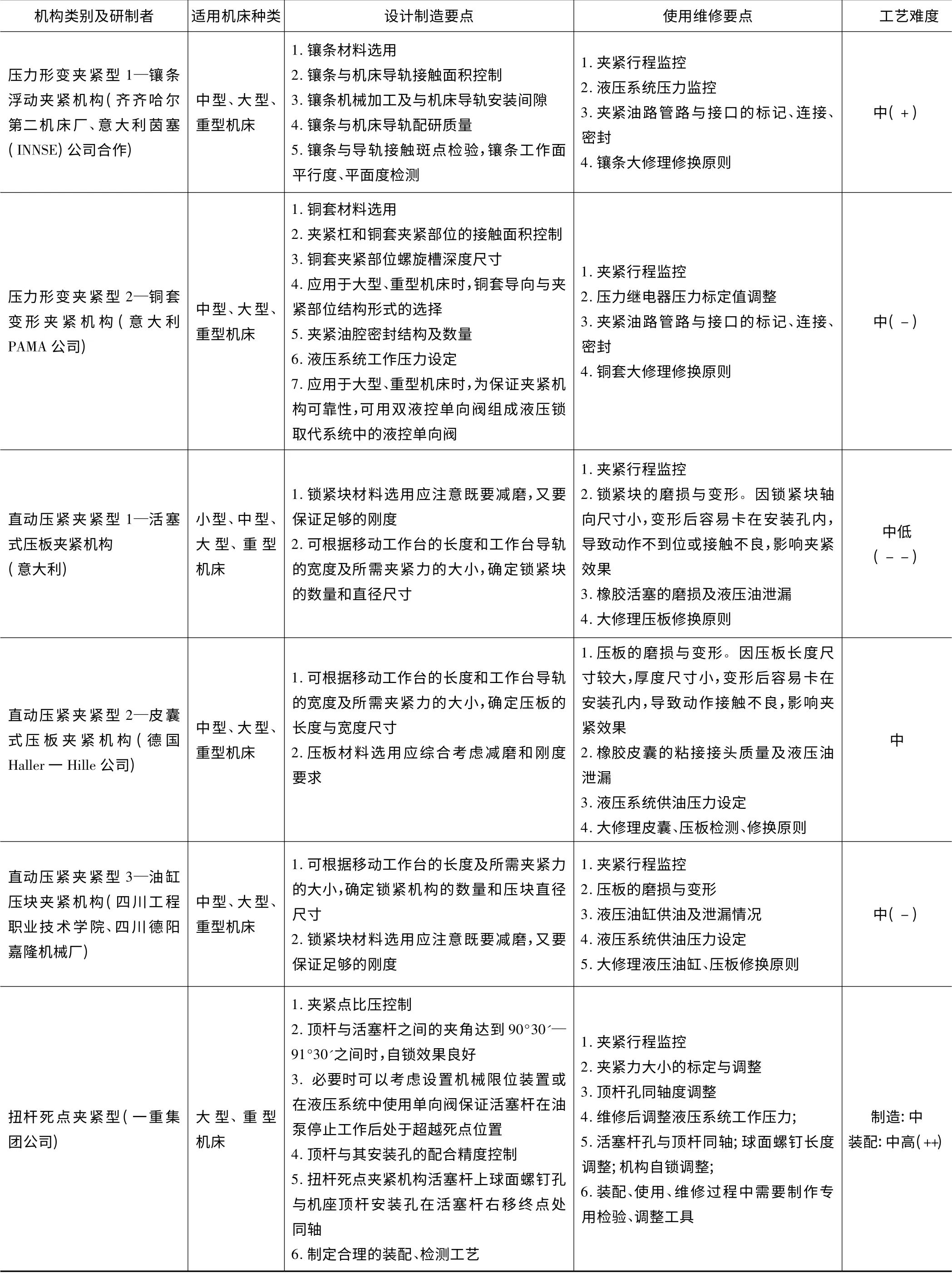
表1 各类夹紧机构要点
[1]王景海,汪雪瑶,李德秀.新型镶条浮动夹紧机构[J].制造技术与机床,2000(2):28 -29.
[2]张晖,张珂.新型夹紧机构及其改进[J].机械工程师,2002(11):41-42.
[3]李明.国外机床先进结构的原理及功能分析[J]. 机床与液压,2006(7):261 -262.
[4]周立友.大型镗床液压锁紧机构的调整[J].一重技术,2006(6):74-75.
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
机械工程师(2022年4期)2022-04-28
水力发电(2021年2期)2021-05-14
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
重型机械(2020年2期)2020-07-24
中北大学学报(自然科学版)(2020年1期)2020-03-17
计算机辅助工程(2019年1期)2019-07-09
制造业自动化(2018年7期)2018-07-21
中南大学学报(自然科学版)(2017年8期)2017-11-01
船舶标准化工程师(2015年1期)2015-12-12