
水辅助激光刻蚀氧化铝陶瓷的研究
2014-04-19 02:49孔令瑞罗瑞峰曾晓雁
激光技术 2014年3期
孔令瑞,张 菲,段 军,罗瑞峰,曾晓雁
(华中科技大学武汉光电国家实验室,武汉430074)
引 言
氧化铝陶瓷是目前世界上应用最为广泛的陶瓷材料之一,在生物、电子等领域已成为不可或缺的材料[1-2]。然而,氧化铝陶瓷存在着抗热震性差和断裂韧性低的缺点[3],这使其在传统机械加工中遇到较大困难。传统的车削、铣削等加工方式无法适应现代科技对高精密复杂零件的加工要求。机械方法对氧化铝陶瓷的切割、打孔等都被限制在直线型、较大尺寸以及简单图形等的加工,这限制了氧化铝陶瓷在微纳制造领域的应用。目前除了机械刻蚀加工的方法外,还有电火花加工、超声波加工等方法。然而,陶瓷材料的电火花加工技术难度远大于一般金属材料,因为陶瓷材料具有较大的电阻率,超出电火花可加工范围。超声加工则存在效率低和工具磨损严重等问题[4]。近年来,随着激光器件和加工技术的不断发展,其应用领域逐步扩大到各种金属和非金属板材的加工,应用规模也迅速扩展,解决了许多传统切削加工无法解决的问题[5]。紫外激光由于其波长短、光子能量大,易获得较小聚焦光斑,可以直接破坏被加工聚合物材料的化学键来达到精微加工目的,实现“冷加工”的过程,因此在精密切割和微加工领域具有广泛的应用[6]。然而紫外激光也不能完全避免热效应的存在,陶瓷在受到高功率激光辐照后会出现由于氧化或者相变造成的发黑、变质层积累的现象,严重影响微加工的质量和精度。而水下辅助激光加工由于水的流动作用和隔绝空气的作用对激光作用结果在一定程度上可以产生积极的影响。曾经有学者对水下激光切割陶瓷、硅片等做过一些理论上的研究,在一定的条件下有助于提高切割质量[7-8]。目前对于水辅助激光刻蚀陶瓷方面的研究较少。作者在前人利用激光加工陶瓷材料的基础上,采用紫外激光在水下进行了氧化铝陶瓷的表面刻蚀方面的研究,对比了在水下与在空气中刻蚀加工的结果,研究了激光参量对水下刻蚀的影响因素。
1 水下激光传输特性
图1是纯净水对不同波长激光吸收的曲线[9]。横坐标为激光的波长,纵坐标为吸收长度,吸收长度即激光被完全吸收所穿过的溶液长度。
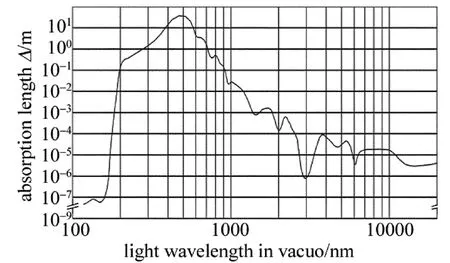
Fig.1 Absorption curve with different wavelength laser of pure water
当激光射入水中时,水会吸收一部分激光而造成其能量的衰减,这可以由Lambert-Beer定律计算得到[10]:

式中,I0(λ)为传输前的激光初始辐照度,Ix(λ)为在液体中传输路程为x后的激光辐照度;μ(λ)为光束衰减系数,表示激光传输1m距离后能量衰减的对数值(自然对数),单位是 m-1。Δ =1/μ(λ),Δ 为激光在溶液中的吸收长度,即激光被完全吸收穿过的溶液长度,则Beer-Lambert法则还可写为:

由(2)式可以方便地估算出不同水深激光的衰减比例。从图1中可以看出,对不同波长的激光,水的吸收长度Δ不同。对355nm紫外光的吸收长度约为5m,本文中采用的水深为5mm,此时紫外激光被吸收了约0.1%。相对于其它多数波长水对紫外激光的吸收率较小,因此紫外激光较适合做水下激光加工的光源。
2 实验研究
2.1 实验材料和设备
实验中采用的激光加工设备为多功能紫外激光微加工系统。紫外激光加工系统主要由激光器、冷却系统、紫外光学系统、控制系统、CCD定位系统和机械系统构成。激光器是美国OPTOWAVE(光波)公司的AWave355系列355nm三倍频全固态调Q紫外激光器,可以输出纳秒脉冲或者连续紫外波长,激光光斑为TEM00模式,光束质量因子M2<1.1。激光平均功率为0 W~10W,脉冲宽度为10ns~40ns,重复频率为10kHz~100kHz,出口光斑0.85mm,经透镜聚焦后的焦点光斑直径约为10μm。使用振镜扫描配合加工平台X-Y-Z 3维运动方式,加工平面尺寸可达460mm×310mm。加工系统示意图如图2所示。实验中所用材料为含氧化铝质量分数大于0.96的陶瓷片,厚度为0.5mm,导热系数为25W/(m·K),绝缘强度为12kV/mm。
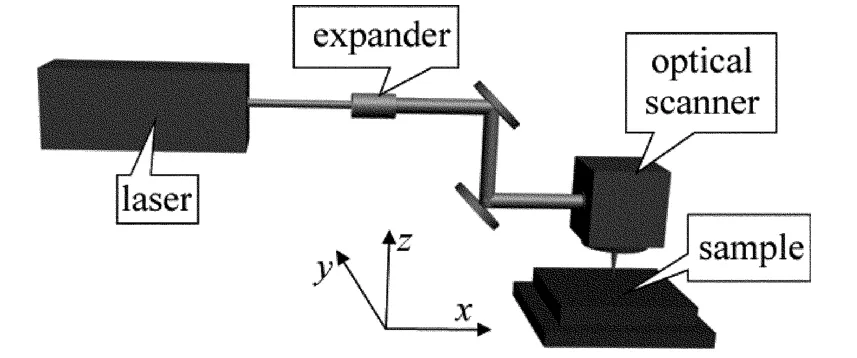
Fig.2 Schematic diagram of laser machining system
2.2 实验研究内容与方案
实验主要研究在空气中与水中刻蚀加工后氧化铝陶瓷片的表面形貌以及激光主要参量对水下和空气中刻蚀深度和质量的影响规律。刻蚀图形为1mm×0.5mm的矩形槽,采用线填充扫描加工,填充扫描线间距固定为5μm,激光聚焦平面位于氧化铝陶瓷片表面上。在空气中加工只需将氧化铝陶瓷样品放在加工平台上直接按设定参量进行加工,如图3a所示。而水辅助刻蚀加工需要烧杯及固定装置,加工样品放置如图3b所示。刻蚀结果采用Dektak150探针式台阶仪进行检测,得出刻蚀深度以及粗糙度数据信息。采用维视图像光电成像显微镜和Quanta 200扫描电子显微镜进行刻蚀区域表面微观形貌的观察与分析。

Fig.3 Schematic diagram of laser etching in air and In water a—in air b—in water
2.3 实验结果
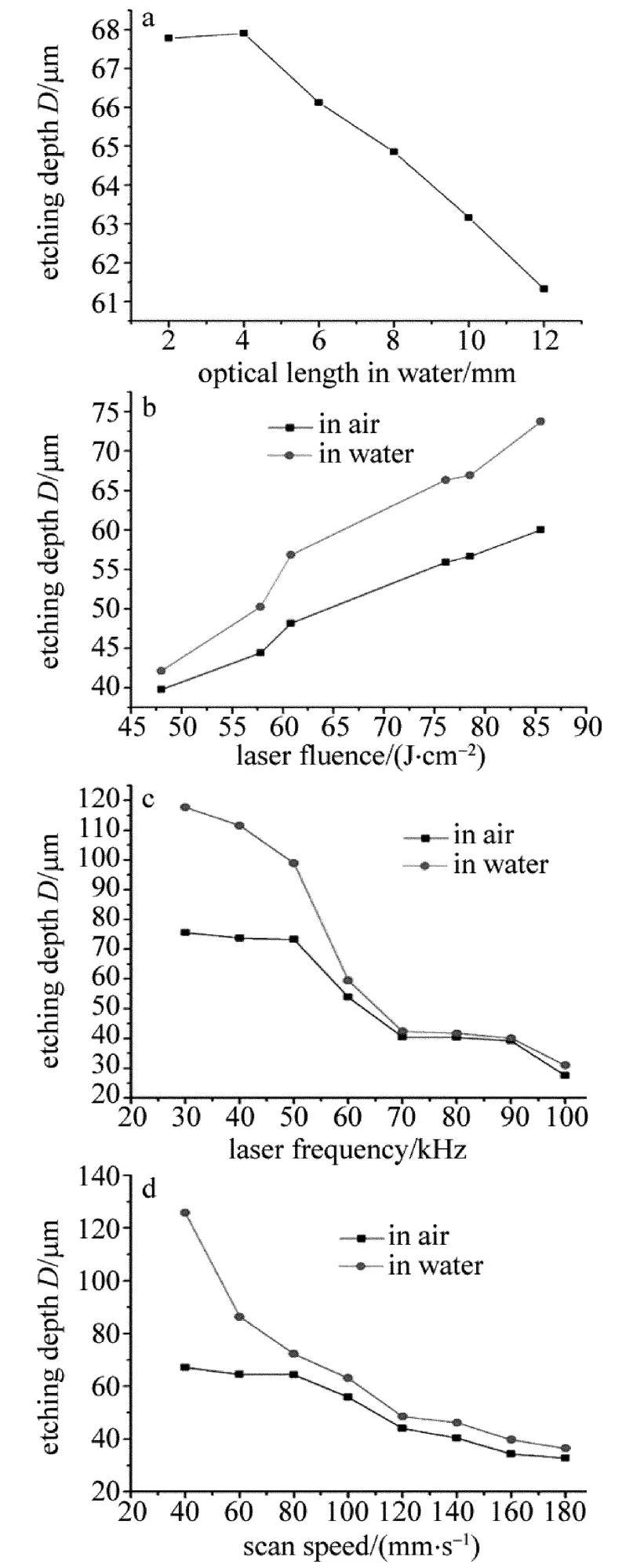
Fig.4 Effect of laser parameters on the etching depth D
本文中分别对激光刻蚀参量在水下和空气中刻蚀氧化铝陶瓷的深度影响规律进行了研究(如图4所示)。主要的研究的参量有:水下光程、激光的脉冲能量密度、重复频率和扫描速率。实验中研究水下与空气中加工对比时保证除了水的因素外其它参量完全一致。实验中设定的参量变化范围如下:水下光程为2mm~12mm;激光重复频率为30kHz~100kHz;激光脉冲能量密度为 48.0J/cm2~85.5J/cm2;激光扫描速率为40mm/s~180mm/s。得到的数据曲线如图4所示。
由图4a可知,在激光脉冲能量密度为78.5J/cm2、扫描速率为100mm/s和频率为60kHz的条件下,刻蚀深度随着水下光程的增加呈现下降的趋势,这是因为水对激光的吸收作用所致。由第一部分的介绍可知,水下光程越大,激光损耗越大,而且水的散射作用也更加明显,因此刻蚀去除便会降低。当水下光程为5mm不变时,无论水下和空气中,激光刻蚀深度随着激光脉冲能量密度的增加而增加(见图4b),随着激光重复频率的上升而下降(见图4c),随着扫描速率的增加而下降(见图4c)。显然,激光脉冲能量密度的增加会使材料的去除率增加,而重复频率增加会使激光的峰值功率下降导致刻蚀深度下降缘故,扫描速率的增加造成材料表面单位面积作用的激光脉冲数下降,去除效率也会下降。从对比实验结果可知,在相同的激光刻蚀参量条件下,水下刻蚀的深度要比在空气中刻蚀要大,如图4b~图4d中曲线对比所示。

Fig.5 Micrograph of etched samples
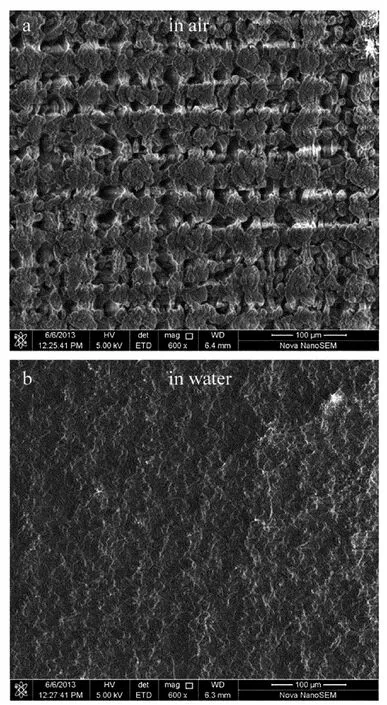
Fig.6 Scanning electron microscope picture of etched samples
利用显微镜和扫描电镜分别对空气中和水中的刻蚀样品进行微观形貌观察,二者的对比照片如图5和图6所示。图5中分别给出激光脉冲能量密度78.5J/cm2、扫描速率 100mm/s和频率 60kHz 条件下,在空气中(见图5a)和在水深5mm(见图5b)时进行激光刻蚀氧化铝陶瓷结果显微照片。从图5a中可以明显地发现加工区域出现发黑现象,且有较严重的残渣重凝层。而在图5b中则基本上没有变色和残渣重凝现象。
图6为空气中和水下激光刻蚀样品的扫描电镜照片。在图6a中可以明显地发现刻蚀底面较为粗糙,刻蚀痕迹明显,有较多的残渣重凝层。而在图6b中的刻蚀底表面相对平整,无明显刻蚀痕迹和残渣重凝层。对图6中样品分别进行粗糙度的检测发现,空气中直接刻蚀后陶瓷表面平均粗糙度为7.53μm,而水下刻蚀的平均粗糙度为3.25μm。
3 实验分析
3.1 激光刻蚀氧化铝陶瓷机理分析
激光加工中材料的去除机制随着激光波长的不同而有所不同。当激光波长较长时,由于光子能量较低,与材料相互作用机理是光热作用,材料吸收激光光子能量后转化为热能而被熔化甚至汽化,通过激光脉冲本身压力和材料汽化蒸发产生的反作用力来达到去除的目的。当激光波长较短时,在一定的条件下可以发生光化学作用。当光化学作用发生时,材料被去除机制是由激光直接破坏材料结合的分子键来实现。对于氧化铝陶瓷来说,其分子键为共价键,键能值约为9.1eV,属于绝缘体材料,而355nm紫外激光所放出的光子能量可由下式得出:

式中,E为单光子能量,h为普朗克常数,c为光在真空中的传播速度,λ为激光的波长,ν为激光的频率。将紫外激光波长355nm代入(3)式可知,紫外激光光子能量约为3.5eV。显然,紫外激光单光子能量小于氧化铝陶瓷的分子键能,不能直接破坏材料结合的分子键,理论上单个光子是不能发生光化学作用的。但BRANNON指出[11],宽能带的材料可能因为材料掺杂和自身缺陷的存在,在原来无法停留电子的能带中产生新的能带结构。这种新的能带一般出现在靠近常规能带的中间位值。其作用就如同在单晶硅中掺杂硼或磷充当受体,来帮助价电子吸收光子能量,从而激发到存在能带中的“缺陷能带”中做短暂停留,随即再吸收第2个光子的能量,然后跃迁到导带。这种因为吸收两个以上的光子能量才能发生的反应,称为“多光子吸收”。在多光子吸收过程中,材料分子必须同时或连续吸收多个光子才能发生断裂。通常多光子现象是观察不到的,只有当激光脉冲的功率密度足够大时(I>106W/cm2),才可能出现比较明显的多光子吸收现象[12]。本文中使用的紫外激光器功率可达10W,其光斑直径约为10μm,其平均最大脉冲功率密度可达1.3×107W/cm2,峰值功率密度还要更高。故当紫外激光作用于氧化铝陶瓷表面时,满足产生多光子吸收条件,可以发生光化学作用实现材料的去蚀。
3.2 水辅助激光刻蚀与空气中直接刻蚀对比分析
通过前面分析可知,紫外激光可以通过“多光子吸收”产生光化学作用实现材料的去除。然而在实际加工过程中,由于高功率密度激光的照射,在空气中直接刻蚀时材料表面的温度迅速升高,材料发生熔化或者气化,此时材料主要实现的是光热作用去除。有研究指出,氧化铝陶瓷材料在2050K~2980K的熔化过程会引起氧化铝陶瓷的晶相变化,形成黑色的变质层,并通过晶相分析可知,黑色变质层以α-Al2O3和γ-Al2O3混合相为主[13]。因此在空气中直接加工氧化铝陶瓷会由于陶瓷相变而产生发黑变质的现象,并且重凝层较为明显,如图5a所示。在水下进行刻蚀加工时,由物理学相关知识可知,水的比热远大于陶瓷材料,因此,水下加工时由于水的冷却作用而使陶瓷材料表面的温度很难达到其熔点,此时材料的去除方式应以光化学作用去除为主。此外,由于陶瓷在较低的温度时难以发生相变,因而发黑变质现象也就可以避免(见图5b)。同时,当激光在水下与材料相互作用时,会产生“空泡”这一物理现象。如果空泡周围存在固体壁面,那么在溃灭阶段还会形成指向靶面的高速射流。该高速射流所产生的冲击力往往可达到兆帕的数量级[14]。由于空泡的产生与破裂,形成对材料基体的强冲击作用,使因激光作用去蚀的材料迅速脱离,因此,提高了激光刻蚀深度,并且由于水的阻碍作用使去蚀后的材料无法重新黏附在基体表面,这样既保证了刻蚀后的陶瓷表面不受残渣重凝的影响,又可以加快材料的去蚀速率。
4 结论
(1)空气中激光直接刻蚀氧化铝陶瓷容是以光热去除机制为主,易产生变质发黑现象和较多的残渣重凝层,这是陶瓷在高温状态下出现的相变造成的。水辅助激光刻蚀加工后表面无发黑变质层的出现。
(2)水下激光刻蚀时,刻蚀深度随激光参量的变化规律与空气中直接刻蚀的变化趋势基本一致,但水下刻蚀的深度比空气中刻蚀深度大,表面粗糙度小。
(3)水下激光加工时降低了陶瓷表面的温度,使激光刻蚀过程以光化学去除机制为主,避免了陶瓷的相变发黑现象。水下激光加工时空泡的产生与溃裂对材料形成较强的冲击作用,使分解、熔化后的材料迅速脱离基体,防止其重凝。因此陶瓷表面刻蚀质量大幅改善,刻蚀深度也有所增加。
[1] ZHU M X,XU X,LI Y M,et al.Research status on metaltoughed alumina ceramics[J].Chinese Ceramics,2012,48(12):10-13(in Chinese).
[2] ZHANG Z X,RAO P G,GAI X Z,et al.Fabrication of Al2O3-TiC electric honeycomb ceramics by SHS[J].Chinese Ceramics,2008,44(4):6-8(in Chinese).
[3] YAN F Y,LI J J,DI Z X,et al.Influence of andalusite addition amount on properties of alumina ceramics[J].Journal of Lanzhou University of Technology,2012,38(5):10-14(in Chinese).
[4] ZHAO F L,FENG D J,SHI J C,et al.Rotary ultrasonic machining technology of ceramic material[J].Electromachining &Mould,2001(1):1-5(in Chinese).
[5] XIA K G.Experimental study on laser processing of ceramics[D].Yantai:Yantai University,2009:4-6(in Chinese).
[6] PU N W.Laser manufacturing process:basic,outlook and innovative applications[M].Beijing:Tsinghua University Press,2008:279-283(in Chinese).
[7] LING L,LOU Q H,LI S Z,et al.Microcutting Si wafer in water bath by second harmonic output of YAG laser[J].Laser Technology,2004,28(2):131-134(in Chinese).
[8] LONG Y H,XIONG L C,SHI T L.Experimental research of micromachining silicon by excimer laser ablation in air and under water[J].Laser Technology,2006,30(6):567-569(in Chinese).
[9] KRUUSING A.Underwater and water-assisted laser processing:Part 1-general features,steam cleaning and shock processing[J].Optics and Laser Engineering,2004,41(2):307-327.
[10] YANG W,PENG X H,ZHANG J.Study of laser cutting technology for silicon wafer under water[J].Chinese Journal of Lasers,2009,36(11):3064-3067(in Chinese).
[11] BRONNON J H,LANKARD J R,BAISE A I,et al.Excimer laser etching of polyimide[J].Applied Physics,1985,58(5):2036-2043.
[12] XIANG S B.Principle and practice and practice of laser ignition[M].Xi’an:The Yellow River Water Conservancy Press,2004:23-24(in Chinese).
[13] WANG X Y,XU W J,LEI M K,et al.An experimental study of laser milling based on deteriorative layer on Al2O3ceramic[J].Journal of Dalian University of Technology,2009,49(2):211-215(in Chinese).
[14] LI B H,ZHAO J S,YUAN L X,et al.Basic research on properties of green laser machining in water[J].Machine Building &Automation,2010,39(4):47-49(in Chinese).
猜你喜欢
光子学报(2022年11期)2022-11-26
山东冶金(2022年4期)2022-09-14
数学物理学报(2022年3期)2022-05-25
中国粉体技术(2021年1期)2021-01-04
氯碱工业(2020年9期)2020-03-02
数学物理学报(2019年5期)2019-11-29
环境保护与循环经济(2017年4期)2018-01-22
中成药(2017年12期)2018-01-19
湖南师范大学自然科学学报(2015年1期)2015-02-27
原子与分子物理学报(2014年4期)2014-02-28
