
熔炼炉燃烧系统常见故障分析及维护
2014-04-10 01:55王宝中
有色金属加工 2014年6期
王宝中
(江苏苏铝有限公司,江苏 徐州 221007)
我公司熔铸车间熔炼炉目前所使用的燃烧系统是我公司于2012年3月引进的燃气蓄热式烧嘴,将原燃烧柴油改为燃烧天然气。本系统采用了负荷能力较小的点火烧嘴连续陪烧的方式,确保烧嘴切换燃烧安全。点火小烧嘴内设点火电极,采用可编程控制器及触摸屏等先进可靠元器件,实现各工作状况逻辑操作、联锁保护、时序控制等功能,操作界面简单明了,一体化设计,结构精巧,并配有火检监控,工作安全可靠。采用国产高可靠气动角行程蝶阀进行空、烟气切换,并配有高可靠阀位位置开关,确保切换安全。
1 系统工作原理
本系统由两个烧嘴及中间管网组成,并配有高可靠的自控装置,形成一个完整的系统。
每个烧嘴与蓄热床直接相连,交替工作或排烟,高温烟气在蓄热床中进行充分热交换后低温排出,排烟温度一般在250℃以下,可最大程度将燃烧产生的热能留在炉内,从而达到高效节能的目的。
由于熔铝炉烟气成分较脏,本系统采用氧化铝球作为蓄热载体,便于快速更换。
正常工作条件下,燃气烧嘴氧化铝球2~3月更换一次,每次更换需两小时左右。
烧嘴的交替切换动作由PLC系统决定,本系统设有定周期切换、等温差切换和定温强制切换三种切换模式。
2 系统组成
(1)烧嘴
直接安装在炉墙上,由烧嘴体及喷口砖组成,在烧嘴体壳上安装有天燃气主枪、天燃气点火枪、主枪火检、点火枪火检等元器件,并设有测温热电偶,用以监测烟气温度,保障烧嘴正常工作;
(2)蓄热床
也称再生床, 与烧嘴直接相连,内衬有保温材料,并充满氧化铝球;设有测温热电偶,用以监测烟气出口(或空气入口)温度,保障换向正常工作;
(3)气动切换阀
共四套,设置在供风及排烟管网上,由耐热阀体及角行程气缸组成,气缸上设有高可靠位置开关;
(4)主天燃气枪
采用耐热钢制作,烧嘴调节比在1∶8以上;
(5)点火天燃气枪
点火探针与喷管装配成一体,点火方便可靠;
(6)鼓风机
采用9-19风机,性能参数为风量6300m3/k,静压(20℃)85mbar,功率30kW;
(7)排烟机
高性能非标风机,最高工作温度可达550℃,风叶采用后曲线型结构,有极高的动态平衡性能。该排烟机性能参数为排烟量10000m3/h,静压(20℃)-110mbar,功率37kW;
(8)主排烟电动蝶阀
采用高可靠性电动头驱动,设有开闭位置开关,接收4~20mA电信号,可连续对炉膛压力进行控制,最高使用温度为350℃;
(9)辅助排烟管路
管体衬以耐高温浇注料,其排烟量约占总烟气量的10%~20%;
(10)天燃气管路
设有压力开关、压力表、流量计、过滤器、调压阀、电磁阀、高低压开关等器件。切换阀采用双安全快速切断阀,慢开快闭,同时配有常开接点的电磁放散阀,炉子每次启动时自动对阀门进行泄漏检查,确保工作安全;
(11)供风及排烟管路
设有压力开关及压力仪表,并装有切换阀门,在长距离供风管路上风机前专门设有气动蝶阀以解决风机“喘震”问题;
(12)冷却风管路
主要用以冷却主天燃气枪、点火枪、火检等元器件,每个烧嘴前分有多路支管,确保元器件正常工作;
(13)压缩空气管路
设有压力开关及气动三元件等元器件,分成多条支管路,分别驱动各气动蝶阀切换动作。压缩空气耗量约30m3/h(6bar);
(14)天燃气、助燃风比例调节阀
由Honeywell公司电动头及Maxon公司连杆阀组成,可精确调整出所需的天燃气燃烧量范围及配套的助燃风量范围,两者联动调节,动作迅速可靠,是炉温控制的核心元器件;
(15)电控系统
采用程控器及触摸屏等元器件,系统运行各参数及故障报警信息屏幕显示。同时设有温度记录和超温报警仪表,确保熔炼炉工作安全可靠。
3 系统连锁
如果下列安全限制超出或未达到,PLC报警并切断火焰切换程序,同时显示故障信息,见图1。
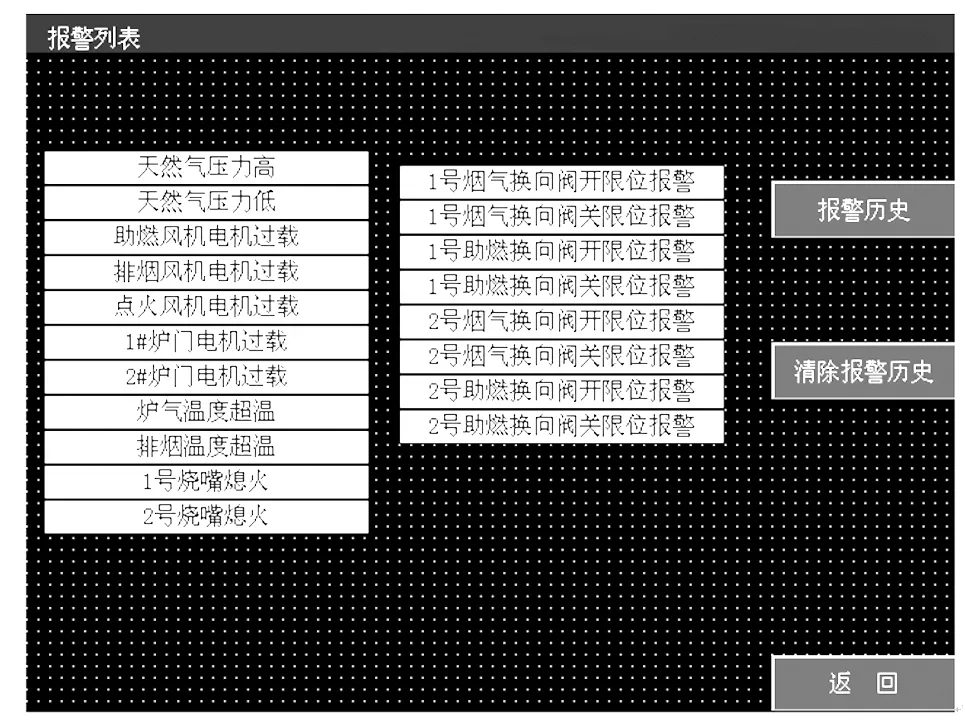
图1
4 系统正常运行状态
·系统手动启动;
·助燃风机、冷却风机、排烟机自动启动运行;
·系统自动对所有工作介质压力进行检测,并全过程监控;
·进行阀门自动检漏程序,对嘴前两个安全快断阀进行检测;
·风、烟气切换阀交替切换,系统对炉内气氛进行吹扫;
·点火程序控制器启动;
·吹扫结束,两烧嘴自动进行点火;
·如两个烧嘴均没有点着,复位后,系统重新进行吹扫;
·点火成功后,如铝液温度低于设定温度,主枪自动启动燃烧,铝液温度及炉压进入自动控制状态;
·温度控制采用了两种PID控制方式,PID参数可在线修改;
·用本系统控温,铝液控温点温度波动小于±3℃;
·炉压自动控制;
·炉门开启,主枪自动关闭,切换阀停止切换运行;炉门关闭,主枪自动投入,切换阀同步切换;
·温度超过设定值,主枪关闭,切换阀停止切换。
5 常见故障分析与处理
5.1 系统启动失灵
系统手动启动后,风机不动作,系统没有反应。首先检查模块CPU315是否处于运行状态,如果处于停止状态,重启后是否能启动;若无法启动,检查各模块之间的连接,逐一拆试,找出损坏模块更换即可。CPU处于运行状态时,检查各按钮的状态和其触点接触是否良好,如急停按钮是否被误操作按下,恢复后即可;检查启动按钮触点是否接触不良,更换即可。
5.2 各电机过载报警
可将各电机过热继电器手动复位,若仍报警,则需用万用表检查主回路中的接触器、热继电器、线路和电机等各部分是否短路或接地。
5.3 各工作介质压力达不到设定值报警
待介质压力正常后,手动复位启动。
5.4 点火天燃气枪点火困难
1) 先检查小枪,看小枪枪管是否烧坏,检查枪头通气孔和通风孔是否堵塞,如有问题则更换新枪;
2) 将小枪拿出来点火,观察管内点火探针是否打火,如不打火,检查点火变压器和点火控制器。若能打火,则需检查天然气电磁阀是否正常工作、助燃风和天然气的压力是否满足点火要求。小枪点着以后调节火苗,调节风阀和气阀,将火苗调成蓝黄色,成立柱状。若火苗成理想状态,系统依然报警,烧嘴熄火,则说明系统没有检查到小枪燃烧信号,则需检查小枪火检线路是否接好,火检切换接触器常闭触点接触是否良好,若均正常,则其中相对应的6ES7321输入模块触点烧坏,需更换。
5.5 主天燃气枪燃烧故障
主枪燃烧故障主要分为两种情况,一种是主枪能正常燃烧,火苗正常,但是系统没有检测到火苗,从而报警烧嘴熄火;另一种情况是主枪不工作,系统报警其它或不报警。
1) 打开炉门观察火苗,火苗正常,火检切换后,系统报警烧嘴熄火,这种情况属于火检检测的问题,可先将火检取下,疏通火检检测管道,灰渣积累过多会影响火检对火苗的检测。如果依然检测不到火苗,需检查火检检测线路,包括火检、线路、火检检测切换接触器等。
若火检检测线路没有问题,则主枪枪管或烧嘴内衬烧坏。目前我公司三台熔炼炉均因此原因更换过主枪。这是由于主枪枪管和烧嘴内衬烧坏后造成燃烧时烧嘴内部气流紊乱,不能形成有效的火苗,从而造成主枪不能正常燃烧。
此外,主枪点着之后突然报警烧嘴熄火,主枪小枪均停止工作,则说明小枪火苗不稳、很弱,主枪点着后压力大,将小枪火苗扑灭,这种情况要重新调节小枪的火苗强度,或者更换新的小枪;
2) 主枪不工作,即主枪电磁阀没有打开。熔炼炉由两个烧嘴周期切换燃烧,1号烧嘴工作时,1号助燃风阀和2号排烟阀处于打开状态;2号烧嘴工作时,2号助燃风阀和1号排烟阀处于打开状态,阀门开关不到位,系统停止燃烧并报警。首先检查报警所示的换向阀、手动电磁阀能否正常切换,若不能正常切换,则需检查压缩气体管路是否漏气、电磁阀是否堵塞、气动阀是否损坏、气动阀阀板是否卡住等。若能正常切换,则用万用表测量限位开关两端24V电压是否正常切换,若不能正常切换,则需调节限位开关的凸轮或更换新的限位开关;若能正常切换,则开关输入信号没有问题,需要更换相对应的输入模块。
触摸屏运行状态页面和点火过程页面中的各开关状态必须一致,若不一致,主枪不工作,系统不会报警,造成这种情况的原因是限位开关触点接触不好,出现虚接现象。为了避免这种虚接情况发生,可用光电开关代替凸轮式机械开关,且便于限位开关的检查和维修。
此外,点火控制器损坏时,会造成主枪电磁阀不工作;电磁阀本身卡阻,阀芯阻塞也会造成主枪不工作;
3) 正常燃烧过程中,两个主枪停止工作,则说明炉膛温度或者排烟管道温度超过设定值。此时可检查炉膛或者排烟管道的热电偶情况,热电偶开路或损坏都会影响燃烧;
4) 助燃风和氧化铝球对燃烧的影响。打开炉门观察火焰,正常火焰成喷射状,声音强度很大,若火焰成团状,带有黑烟,没有声音,显得很闷,则说明助燃风压力不够,可先检查助燃风机进风口是否有异物堵住,若没有,则说明氧化铝球损坏严重需要更换。
6 日常维护的要求
日常维护主要有:氧化铝球的更换;点火小枪的检查;排烟机轴承箱,润滑油;助燃风机进风口保持干净无异物;压缩空气管路过滤器及油雾器;各压力开关的校正;各测温热电偶校正;炉门限位开关的检查。
7 结束语
熔炼炉燃烧系统在生产过程中,若出现文中所述典型故障,严重影响生产及产品质量。经过不断改进及注重日常维护,认真分析原因并及时排除故障,以确保燃烧系统长期正常良好运行。
猜你喜欢
军民两用技术与产品(2022年4期)2022-06-28
舰船科学技术(2022年10期)2022-06-17
小雪花·小学生快乐作文(2021年2期)2021-07-09
作文·小学中高年级(2021年11期)2021-05-18
火箭推进(2021年1期)2021-03-02
作文·小学低年级(2021年11期)2021-01-25
航天器工程(2020年6期)2020-12-25
北京汽车(2020年3期)2020-07-15
读友·少年文学(清雅版)(2020年2期)2020-06-15
民用飞机设计与研究(2020年1期)2020-05-21
