
创新型薄壁零件弹性夹具设计
2014-04-09 13:14黑龙江齐齐哈尔市北方华安工业集团公司东区特种机加厂161006信连志
金属加工(冷加工) 2014年11期
黑龙江齐齐哈尔市北方华安工业集团公司东区特种机加厂(161006) 信连志
1.薄壁弹性夹具加工使用中的问题
原有薄壁弹性夹具在使用中经常发生工件装夹时,工件安装不上或工件卸不下来的现象,主要原因是安装或卸下时锥度弹性套跟着工件移动,使弹性套在外力下弹开,使工件胀紧产生工件卡死,根据实际情况,决定在锥度导引头前后安装弹簧来解决此问题。
2.新夹具的结构和使用方法
该夹具的组成如图1所示。它是利用拉杆带动锥度导向拉头向左侧移动,使开口锥度弹性套胀开,对工件实施内圆紧固,达到径向无间隙夹紧。
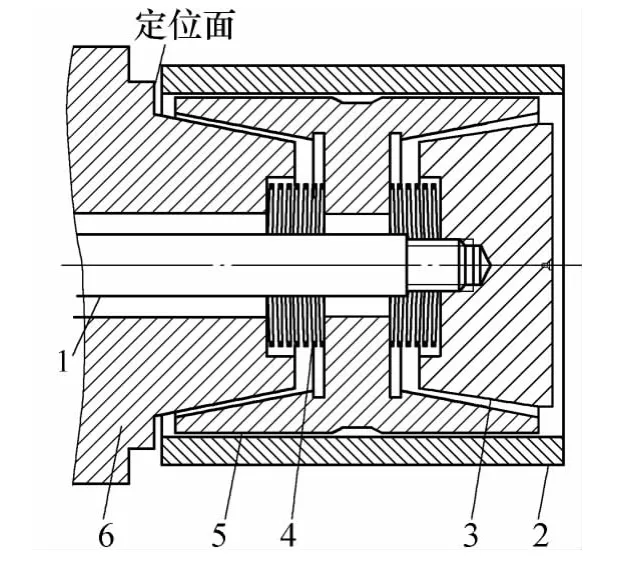
图1
工作过程如下:
(1)夹紧过程:使用夹具时,工件靠紧定位面,收紧拉杆使锥度导向拉头收紧,使开口锥度弹性套受轴向力,左移过程中产生均匀的弹性变形,将薄壁工件胀紧,并借压合处的摩擦力传递转矩带动工件旋转。夹紧力均匀作用在整个圆周的孔壁面积上,故夹紧变形小,双锥度弹性夹具与工件基准孔没有间隙,所以有很好的定心精度。
(2)松开过程:松开拉杆,使锥度导向拉头向右侧移动消除锥度开口弹性套 (见图2)的轴向力。锥度开口弹性套产生径向收缩,在自身收缩力和弹簧力的作用下,离开夹具体与锥度导向拉头。松开过程结束,工件即可取下。
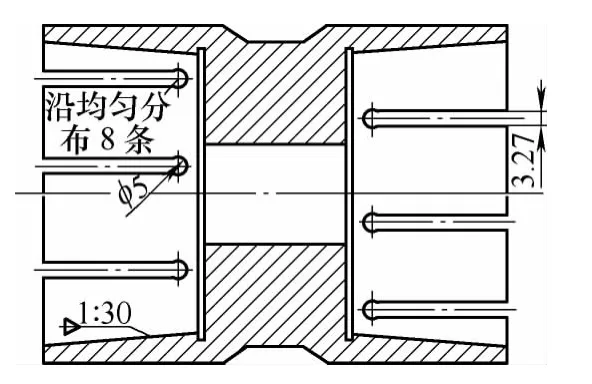
图2 双锥度开口弹性套
3.夹具制作与使用中的问题
(1)应保证夹具体、双锥度弹性套及锥度导向拉头的锥度一致。
(2)压缩弹簧的安装应在无夹紧力时完全松开,以保证压缩弹簧具有被动松开锥度弹性套的作用。
(3)当工件表面产生波纹或振动时,可使用顶尖扶正中心孔,减少振动,改善加工条件。
(4)当工件产生锥度时可利用数控机床G1插补来解决,并利用数控机床提高加工精度,解决卧式车床轴向与径向公差难控制在0.12mm的问题。
4.结语
创新型薄壁弹性夹具在实际中的使用,显现出较好的装夹性及加工精度较高等特点。对于薄壁工件的加工产品批量大的企业,可使用改进型薄壁弹性夹具,达到提高产品合格率,减少生产时间,增加经济效益的目的。
猜你喜欢
青少年科技博览(中学版)(2023年1期)2023-03-17
实验室研究与探索(2022年5期)2022-09-01
锻压装备与制造技术(2021年3期)2021-08-13
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
铁道学报(2018年11期)2018-12-13
化工装备技术(2017年4期)2017-09-01
电力与能源(2017年6期)2017-05-14
铁道机车车辆(2016年3期)2016-10-25
断块油气田(2014年5期)2014-03-11
