
大模数齿条加工方法优化
2014-04-09 13:14北方重工集团重大部件加工分公司辽宁沈阳110141何海洋
金属加工(冷加工) 2014年11期
北方重工集团重大部件加工分公司(辽宁 沈阳 110141) 何海洋
图1是某大型回转装置的传动部件齿条简图,齿条长8300mm,直径为520mm,但其上面要加工掉143mm厚的坯料,以便形成齿形上平面。齿条的法向模数为65,材料42CrMo,质量为9300kg。这样大模数的齿条在我公司是第一次遇到,齿条横断面小,纵向长度大,粗加工特别是在粗切齿后结构易变形。

图1 齿条
1.加工分析
(1)为保证齿条啮合传动强度要求,不能按常规将工件粗车成圆柱状进行调质,而必须将齿顶面及齿形粗加工后进行调质,这样可以减少齿条开齿后的变形。
(2)本件不能使用两个中心架做支撑,因为我公司1680卧式车床每种规格的中心架只有一个,而两种不同规格的中心架不能同时使用,如同时使用可能存在不同心问题。
(3)使用中心架的部位一定要保留好整圆结构,并要有一定的宽度,以便于在半精加工和精加工时能够加工出架子窝。
(4)由于工件截面不对称,不平衡重约有2t,必须在卡盘处设置配重块,防止偏心。
(5)各齿形的加工不用专用铣刀,因为本件的齿形模数较大,可用刀盘装在万向铣头上分别加工各齿形面,再用齿形齿距样板控制齿形各部尺寸,这样可以节省专用刀具费用,并且此类工件很少加工。
(6)齿条的弯曲变形采用热校直方法,这种方法可以有效控制齿条加工产生的变形。齿条的加工工艺路线:锻毛坯→粗加工/粗开齿→调质→半精加工/半精铣齿→时效处理→精加工/精铣齿。
2.粗加工
毛坯经划线后检查各部余量均匀性,在φ200mm镗床上平端面,钻中心孔75°B30顶尖孔,加工出520mm×520mm方形面和φ330mm吊装孔 (单面12mm或双向24mm),上1680卧式车床车削工件大外圆按544mm车出,上13m数控龙门铣按简图加工各部尺寸并粗开齿 (齿形每面留12mm),保留一处架子窝尺寸 (宽度149.4mm)如图2所示。加工齿形时一定要先开槽后加工齿形,小切削量,多次走刀,控制工件变形。按5000号标准进行探伤,合格后进行调质处理,调质硬度达217~255HBW。

图2 架子窝位置
3.半精加工
齿条粗加工调质后要重新划全线,检查各部尺寸变形情况,进行试棒取样,必要时可以采用热校直方法。在φ200mm镗床上平端面精修顶尖孔,加工出520mm×520mm方形面和φ330mm吊装孔 (单面7mm或双向14mm),在1680卧式车床卡盘处安装配重块,防止工件偏心,车削工件大外圆按534mm车出,上13m数控龙门铣按简图2加工各部尺寸并粗开齿 (齿形每面留7mm),根据手册查得圆柱形齿条 (20≥m,L/d>15,B/h≤4,L>1500)粗切齿后进行人工时效处理,控制齿条变形。
4.精加工
重新划线检查各部变形情况,测出最大弯曲弯形量,调整工件中心方向。φ200mm镗床上平端面精修顶尖孔,在1680车床上精车外圆,严格控制切削量,多次走刀,防止工件变形。最后在13m数控龙门铣床上将520mm×520mm方各面、φ330mm吊装孔及总体长度8300mm达图样要求。刀盘装在万向铣头上分别加工各齿形面,再用齿形齿距样板控制齿形各部尺寸 (见图3)。

图3 齿距齿形样板
5.齿条的弯曲变形及热校直
大型齿条的加工过程中变形总是不同程度存在的,严重的变形将直接影响齿条的加工精度。一般情况下,由于切齿,特别是粗切齿后齿条内应力重新分布,引起齿条变形,主要表现在沿齿顶方向弯曲。如图4所示,长3m以上的齿条弯曲变形量δ粗铣齿后达3mm以上,如果变形量过大无法进行精加工时,必须对齿条进行校直,通常采用热校直的方法效果较好,其方法是:通过加热改变其内应力状态,以变形抵消原变形,从而达到校直齿条的目的。加热时齿顶面朝向平台,背面向上,用火烤背面,加热温度和时间按各部位变形大小而定。加热后自然冷却,待全部冷却后翻个放置,检查校直情况;如不符合要求时可重复进行火燃加热,直到达到要求为止。
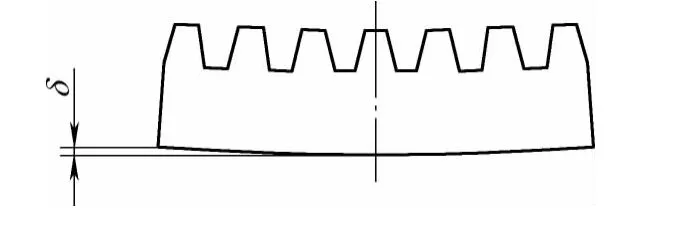
图4 齿条弯曲变形
6.结语
目前,随着我公司对外承揽的加工范围不断扩大,及我公司与外协公司的业务不断增多,我们所面临的各样加工件的形式不断改变。这种工艺方法优化了生产工艺,提高了产品质量,从工艺方法和工艺措施上保证了关键件、复杂件的尺寸精度、几何精度和表面粗糙度等各项技术指标达到设计要求和使用性能要求,并在工艺上采用先进手段提高产品质量,并且适合于公司的生产要求。以后我公司还要生产制造其他产品,这种工艺方法具有广阔的前景和深远的意义。
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
山东冶金(2019年3期)2019-07-10
制造技术与机床(2018年8期)2018-10-09
农机使用与维修(2018年2期)2018-02-26
饲料工业(2016年1期)2016-03-22
油气田环境保护(2015年4期)2015-12-28
现代制造技术与装备(2015年4期)2015-12-23
锻压装备与制造技术(2015年2期)2015-06-26
噪声与振动控制(2015年4期)2015-01-01
