注塑成型预塑过程仿真教学设计*
2014-03-24 01:43刘友成陈平
中国教育技术装备 2014年20期
◆刘友成 陈平
作者:刘友成,邵阳职业技术学院副教授,研究方向为机械制造及其自动化;陈平,邵阳职业技术学院(422004)。
注射成型的三个方面分别是预塑、注射和成型。预塑就是借助螺杆的旋转运动促使塑料熔体沿其螺旋槽输送至螺杆前端。预塑是实现和保证塑料制品质量的前提,为后续注射和成型提供合格的塑料熔体。所以预塑过程在整个注塑成型过程中是一个非常关键的步骤。预塑是在注塑机的料筒内进行的,整个预塑过程的运动与原理也比较复杂,学生无法观看料筒内螺杆运动与预塑的过程,在这个模块的学习过程中往往难以理解。为了帮助学生掌握注塑的预塑过程,本文着手对预塑过程进行仿真教学设计。
1 预塑工艺参数
预塑过程的工艺参数包括料筒的温度、螺杆行程、螺杆转速、预塑压力等;塑料塑化过程中的主要指标包括塑化能力、塑化品质及计量精度。塑料熔体的温度与料筒温度有关,熔体温度会影响熔体的黏度和流动性,控制料筒温度对塑料熔体的质量影响很大。螺杆后退的距离称为计量行程,物料在螺杆头部所占有的容积就是螺杆后退所形成,制品所需的注射量是通过调整计量行程来实现的。提高预塑压力会使螺槽中物料更加密实,同时除去物料中的气体。螺杆转速的快慢影响塑料在螺槽中的输送速度和塑化时间,螺杆转速越大,塑料输送的速度越快,塑料受热时间越短,塑化效果越差。
2 预塑过程
在注塑成型过程中,在保压结束以后,注塑机开始进行预塑,传动机构带动螺杆转动,螺杆在转动过程中将塑料沿螺杆槽输送至螺杆前端,塑料在向前输送过程中受到料筒外面的加热器加热,温度不断升高,直至熔化。随着螺杆的不断旋转,螺杆前端的塑料熔体不断增加,压力不断增大,当螺杆前端塑料熔体的压力大于螺杆后端液压缸的压力时,螺杆开始旋转后退,螺杆在旋转后退的同时不断向前输送塑料熔体,同时保证预塑压力恒定。这样直至达到预定的塑化量,螺杆接触行程开关,预塑过程结束,等待注射充模。
3 预塑仿真设计
实体建模与装配 首先通过UG进行实体建模,分别绘制注塑机料筒、螺杆、传动齿轮等零件模型。为了便于观察料筒内部的结构,对料筒沿轴线剖开,接下来运用UG装配模块将料筒、螺杆、传动齿轮等零件装配到一起,如图1所示。接下来进入到UG运动仿真模块进行运动仿真设计。
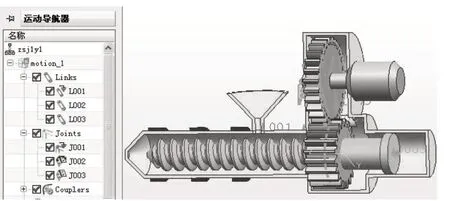
图1 运动仿真设计
创建过程动画 首先进入到UG运动仿真模块,新建运动仿真。接下来定义连杆,将料筒定义为固定连杆L001,将上面的齿轮定义为运动连杆L002,将下面的齿轮与螺杆定义为运动连杆L003。接下来定义转动副,将运动连杆L002定义为转动副J002,运动连杆L003定义为转动副J003;将转动副J002设为主动件,初始化转速设为10;将转动副J002与J003设为齿轮运动机构Couplers,如图1所示。最后设定解算方案进行求解,观看仿真动画,齿轮带动螺杆匀速转动。
同样,将螺杆定义为运动连杆4,将运动连杆4定义为圆柱副,圆柱副的初始化转速设为10,移动速度设为0.6,进行求解。观看仿真动画,螺杆匀速转动并向后移动,从而实现螺杆旋转后退的动画。最后在Flash中采用可变色的小球仿真塑料的运动与受热变化的过程。
4 仿真教学实施
塑料从料斗落入螺杆槽中,传动机构带动螺杆转动。螺杆在转动时将塑料沿螺旋槽输送至螺杆前端,变色小球不断向螺杆前端移动,仿真塑料在料筒中的运动过程。塑料在向前输送过程中受到料筒外面加热器的加热,温度不断升高,直至融化,通过变色小球颜色的变化模拟塑料的受热变化过程。随着螺杆的不断旋转,螺杆前端的塑料熔体不断增加,压力不断增大,当螺杆前端塑料熔体的压力大于螺杆后端液压缸的压力时,螺杆开始旋转后退,如图2所示。螺杆在旋转后退的同时不断向前输送塑料熔体,同时保证预塑压力恒定,这样直至达到预定的塑化量,螺杆接触行程开关,预塑过程结束,如图3所示。
5 结束语
预塑是在注塑机的料筒内进行的,整个预塑过程与原理也比较复杂,学生无法观看料筒内螺杆运动与预塑的过程,在这个模块的学习过程中往往难以理解。运用动画仿真技术可以将塑料在料筒内的预塑过程清晰地展现在学生面前,将抽象的原理形象化,简化学习难度,符合职业教育的特点。

图2 螺杆开始旋转后退

图3 螺杆旋转后退结束
[1]刘友成.现代信息技术在塑料成型工艺与模具设计教学中的应用[J]中国教育技术装备,2014(5):112-113.
[2]刘友成.基于UG6.0制作塑料模具虚拟装配过程动画[J].机械工程师,2009(11):111-112.
[3]刘友成.基于UG6.0/Open GRIP对注射模具A型推杆进行二次开发[J].模具工业,2011(3):60-63.
[4]刘友成.注射成型工艺参数设置在线仿真程序设计[J].机械工程师,2010(5):69-70.
猜你喜欢
装备制造技术(2020年2期)2020-12-14
中国塑料(2019年6期)2019-06-26
汽车实用技术(2017年16期)2017-09-21
中国塑料(2017年2期)2017-05-17
中国塑料(2016年4期)2016-06-27
中国塑料(2016年3期)2016-06-15
中国塑料(2016年2期)2016-06-15
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
现代纺织技术(2015年2期)2015-02-28
机械工程师(2015年10期)2015-02-02