2198和C24S异种铝锂合金搅拌摩擦焊接头的显微组织和力学性能
2014-03-17 10:45:36柯黎明
中国有色金属学报 2014年7期
邢 丽,宋 骁,柯黎明,
(1. 南昌航空大学 轻合金加工科学与技术国防重点学科实验室,南昌 330063;2. 西北工业大学 材料学院,西安 710072)
近年来,新型铝锂合金由于具有密度低、弹性模量高、比强度高和比刚度高、疲劳裂纹扩展速率低和高、低温性能较好等特点,在航空和航天领域得到了广泛应用[1]。2198和C24S铝锂合金分别是美国铝业公司为F16飞机上某些承受大载荷的机身零部件[2]和飞机对损伤容限要求[3]而开发的新型铝锂合金。上述两种铝锂合金由于具有良好的综合性能而被作为国产C919飞机的备选结构材料。
搅拌摩擦焊(Friction stir welding,FSW)是英国焊接研究所于1991年发明的一项固相连接技术[4]。对于常规熔焊难以焊接的铝合金材料及异种铝合金材料间的连接,采用搅拌摩擦焊技术均可获得优异的接头性能[5-6]。
目前,国内外学者对铝锂合金搅拌摩擦焊进行了大量的研究。CAVALIERE等[7]研究了2198-T851铝锂合金搅拌摩擦焊接头的显微组织特点和接头疲劳性能。STEUWER等[8]基于AA2199铝锂合金搅拌摩擦焊接头,建立了详细的晶粒形态、沉淀相类型、尺寸和体积分数以及母材固溶度的二维图。SHUKLA等[9]分析了Al-Cu-Li搅拌摩擦焊接头各区显微组织的演化过程,并提出焊缝显微硬度的分布与T1和θ′沉淀相的溶解和粗化有关。MA等[2]研究了2198-T8搅拌摩擦焊接头焊核区的力学性能和疲劳裂纹扩展速率。TAVARES等[10]对2198-T851铝锂合金搅拌摩擦焊接头进行了焊后热处理试验,研究发现,焊后热处理能够改善接头的力学性能。郭晓娟等[11]研究了焊接工艺参数对1420铝锂合金搅拌摩擦焊接头组织和力学性能的影响。张华等[12]改变焊接工艺参数对2A97-T8铝锂合金进行了搅拌摩擦焊试验,研究发现,接头焊核区和热影响区中沉淀相大部分溶解,热力影响区沉淀相密度高于焊核区。张丹丹等[13]对Al-Li-S-4和2099异种铝锂合金进行搅拌摩擦焊搭接试验,研究搅拌针长度和焊接工艺参数对异种搭接接头力学性能的影响。
然而,目前关于异种铝锂合金的搅拌摩擦焊研究较少。本文作者通过改变焊接速度,对2198-T8和C24S-T8铝锂合金进行了异种材料搅拌摩擦焊对接试验,研究了接头的显微组织和力学性能。
1 实验
试验采用2 mm厚的2198和C24S铝锂合金轧制薄板,热处理状态均为T8。试板尺寸为200 mm×80 mm,其化学成分和力学性能分别如表1和2所列。
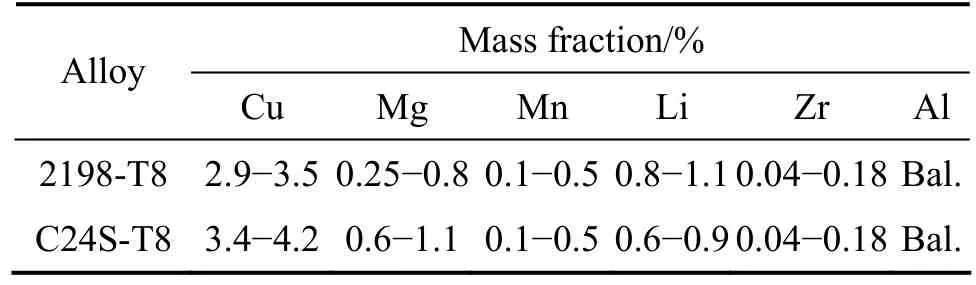
表1 2198-T8和C24S-T8铝锂合金的化学成分Table 1 Chemical compositions of 2198-T8 and C24S-T8 Al-Li alloys

表2 2198-T8和C24S-T8铝锂合金的力学性能Table 2 Mechanical properties of 2198-T8 and C24S-T8 Al-Li alloys
采用自制的龙门式数控搅拌摩擦焊机和工装夹具进行焊接试验。焊接时搅拌头旋转方向与焊接方向相同的一侧为焊缝的前进侧(Advancing side, AS),相反的一侧为返回侧(Retreating side, RS),分别置2198铝锂合金于焊缝的前进侧和返回侧进行焊接试验。搅拌头轴肩带凹槽,直径为12 mm;搅拌针为光面圆锥形,搅拌针根部和端部直径分别为4 mm和3.5 mm,针长1.8 mm。采用搅拌头旋转速度900 r/min,焊接速度60、90和120 mm/min的焊接参数,轴肩下压量0.15~0.2 mm,搅拌头倾角1.5°,焊接方向与板材轧制方向垂直。
考虑到铝锂合金的自然时效作用,焊后将试板放置60 d后,用线切割方法截取金相试样和拉伸试样。采用混合酸(1.0%HF+1.5%HCl+2.5%HNO3+95%H2O,体积分数)对抛光后的试样进行腐蚀,采用Zeiss图象分析仪观察接头的宏观形貌和显微组织。采用401MVD型数显显微硬度计测量接头横截面的硬度分布,测试位置为板厚中心水平线上,测试点间隔为0.5 mm,加载载荷为0.98 N,加载时间为10 s。拉伸试样按照国标GB/T2651-2008《焊接接头拉伸试验方法》在WDW-E200D型微机控制电子万能试验机上进行室温拉伸试验,加载速度为2 mm/min。
2 结果与分析
2.1 焊缝成形
当搅拌头旋转速度为900 r/min,焊接速度为60~120 mm/min时,得到的焊缝表面光滑,无沟槽和孔洞缺陷,前进侧有少量飞边,焊缝成形良好。
图1所示为焊接速度为120 mm/min时铝锂合金不同摆放位置焊接时接头的横截面形貌。图1(a)所示区域A~G分别为2198铝锂合金母材(BM-2198)、返回侧热影响区(RS-HAZ)、返回侧热力影响区(RS-TMAZ)、焊核区(WNZ)、前进侧热力影响区(AS-TMAZ)、前进侧热影响区(AS-HAZ)和C24S铝锂合金母材(BM-C24S)。可见,焊核区呈V形,上部较宽,下部较窄。经腐蚀后的焊核区呈两种颜色,颜色较深的为C24S铝锂合金,颜色较浅的为2198铝锂合金。当C24S铝锂合金位于前进侧时,返回侧的2198铝锂合金从焊缝上部迁移到焊缝的前进侧,而前进侧的C24S铝锂合金从焊缝下部迁移到焊缝的返回侧。图1(b)所示为2198铝锂合金位于前进侧时接头的横截面形貌,焊核区的尺寸与C24S铝锂合金位于前进侧时的相似,但两种铝锂合金在焊核区中的分布形貌与图1(a)中相反。这表明两种铝锂合金不同摆放位置时,焊缝金属具有相同的塑化金属流动规律。在焊缝上方,返回侧金属迁移到前进侧,在焊缝下方,前进侧金属迁移到返回侧。表明沿板厚方向焊缝金属在水平面上的迁移速度不同,即焊缝上方金属的迁移速度较下方的快。
根据PARK等[14]报道,异种铝合金搅拌摩擦焊接头中也会出现洋葱环形貌,表明前进侧和返回侧的材料发生了充分的混合。本研究所得的接头中未见洋葱环形貌,可能本研究所用的是不带螺纹的搅拌针,沿板厚方向上塑化金属的流动较弱所致。
图2所示为焊接速度为60 mm/min时2198铝锂合金位于前进侧时接头的横截面形貌。对比图1(b)和图2可以明显看出,焊接速度从120 mm/min变为60 mm/min时,在返回侧有更多的C24S铝锂合金从焊缝上方向前进侧的2198铝锂合金中迁移(如图1(b)和图2中箭头所指),同时,在焊缝下方有更多前进侧的2198铝锂合金迁移到返回侧C24S铝锂合金。说明当焊接速度降低时,搅拌头与工件在单位长度焊缝内的作用时间增加,摩擦产热量增加,导致沿板厚方向焊缝金属水平迁移速度差异增大,焊缝内塑化金属在搅拌头的带动下流动得更快。

图1 焊核速度为120 mm/min时铝锂合金不同摆放位置焊接时接头的横截面形貌Fig. 1 Cross-section morphologies of joints with different settings of C24S (a) and 2198 (b) Al-Li alloys located in AS during welding at welding speed of 120 mm/min
2.2 接头显微组织
图3所示为图1(a)中所示区域A~G的显微组织。图3(a)和(g)所示分别是2198和C24S铝锂合金母材的显微组织,均呈板条状晶粒;图3(b)和(f)所示分别为返回侧和前进侧热影响区的显微组织,由于受到焊接热循环的影响,2198和C24S铝锂合金原板条状晶粒均发生明显粗化;图3(c)和(e)所示分别为返回侧和前进侧热力影响区的显微组织。由图可见,在搅拌头的机械搅拌作用和焊接热循环的影响下,返回侧的母材晶粒发生变形,变形晶粒周围有细小的再结晶晶粒,而前进侧焊核区与热力影响区界面明显,母材晶粒则被拉长;图3(d)所示为焊核中的显微组织,上方为2198铝锂合金的再结晶组织,图中下方为C24S铝锂合金的再结晶组织,两种铝锂合金在焊核内结合良好,且2198铝锂合金的晶粒尺寸较C24S铝锂合金的大。
图4所示为C24S铝锂合金位于前进侧时焊核区的显微组织。图4(a)为图1(a)中方框区域的放大图,可见,焊核区中两种铝锂合金间A处的界面呈不规则的折线,而在下方方框区的界面则呈平滑。图5所示为2198铝锂合金位于前进侧时焊核区的显微组织。图5(a)为图1(b)中方框区域的放大图,焊核区中两种铝锂合金再结晶组织之间的界面平滑。同样,2198铝锂合金的晶粒较C24S铝锂合金的大。
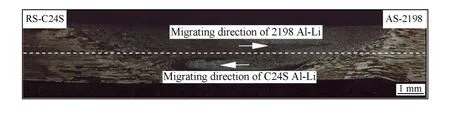
图2 焊接速度为60 mm/min时接头的横截面形貌Fig. 2 Cross-section morphology of joint at welding speed of 60 mm/min
焊接过程中,前进侧和返回侧的塑化金属在搅拌头的旋转和摩擦作用下发生迁移。当屈服强度较高的C24S铝锂合金位于前进侧时,返回侧屈服强度较低的2198铝锂合金对迁移到返回侧的C24S铝锂合金的阻力较小,两种材料容易发生混合,因此,其界面呈曲折;当屈服强度较低的2198铝锂合金位于前进侧时,返回侧屈服强度较高的C24S铝锂合金对迁移到返回侧的2198铝锂合金的阻力较大,造成两种材料的结合界面呈光滑。

图4 C24S铝锂合金位于前进侧时接头焊核区的显微组织Fig. 4 Microstructures of WNZ of joint in C24S Al-Li alloy located in AS: (a) Partial enlarged view in Fig. 1(a); (b) Partial enlarged view in Fig. 4(a)
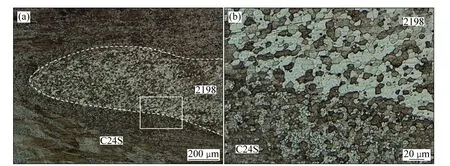
图5 2198铝锂合金位于前进侧时接头焊核区的显微组织Fig. 5 Microstructures of WNZ of joint in 2198 Al-Li alloy located in AS: (a) Partial enlarged view in Fig. 1(b); (b) Partial enlarged view in Fig. 5(a)
在搅拌头的锻压力和摩擦热作用下,焊核区的塑化金属发生动态再结晶,形成细小的再结晶晶粒。在随后的焊接热循环作用下,再结晶晶粒会发生长大。由于晶粒的长大是通过大角度晶界的迁移进行的,根据热力学原理,晶界迁移速度[15](即晶粒平均直径的增大速度)为

式中:D为晶粒平均直径;K1为常数;Qm为晶界移动的激活能;R为玻尔兹曼常数;T为温度。可以看出,在其他条件相同的情况下,影响晶界迁移速度的主要因素是晶界移动的激活能Qm,即原子扩散跨过晶界的激活能。造成焊核区中两种铝锂合金再结晶晶粒尺寸差别的原因,可能是两种铝锂合金再结晶晶粒长大时的晶界激活能不同。
2.3 力学性能
图6所示为焊接速度为120 mm/min时两种铝锂合金不同摆放位置焊接时接头的显微硬度分布。由图6可见,两种焊接条件下得到的接头在焊核区、热力影响区和热影响区内的显微硬度均有所降低。在搅拌摩擦焊中,接头出现软化原因可能与沉淀强化型铝锂合金的析出强化相发生粗化和溶解有关[9,16]。在焊核区中,从C24S铝锂合金过渡到2198铝锂合金时,显微硬度下降。焊核区及热力影响区的硬度都低于母材。在焊缝的两侧,随着离焊缝中心的距离增加,热影响区的硬度逐渐增加,直至达到母材的硬度。
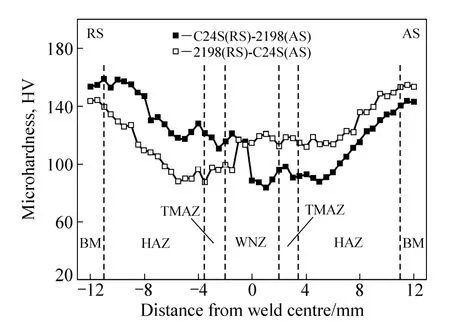
图6 铝锂合金不同摆放位置焊接时接头的显微硬度分布Fig. 6 Microhardness distribution of joints with different settings of Al-Li alloys during welding
图7所示为C24S铝锂合金位于前进侧时焊核区上显微硬度对应的显微组织。2198铝锂合金的硬度较C24S铝锂合金的低,2198铝锂合金的晶粒较C24S铝锂合金的大,根据霍尔佩奇公式[17],即

式中:τs为屈服强度;K为常数;d为晶粒直径。可以看出,2198铝锂合金焊接硬度较C24S铝锂合金低是由2198铝锂合金的晶粒比C24S铝锂合金的晶粒大所致。
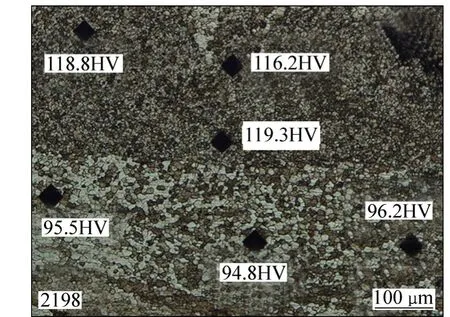
图7 C24S铝锂合金位于前进侧时接头的焊核区上显微硬度对应的显微组织Fig. 7 Microstructures corresponding to microhardness distribution of WNZ of joint in C24S Al-Li alloy located in AS

图8 铝锂合金不同摆放位置焊接时接头的抗拉强度Fig. 8 Tensile strength of joints in different settings of Al-Li alloys during welding
图8所示为两种铝锂合金不同摆放位置焊接时得到的接头抗拉强度。由图8可见,2198铝锂合金位于前进侧时接头的抗拉强度均比C24S铝锂合金位于前进侧时的高,断裂均发生在2198铝锂合金侧的热力影响区。有研究表明,在离焊缝中心的距离小于轴肩半径处,焊缝返回侧的温度比前进侧的高[18]。由于2198铝锂合金的抗拉强度低于C24S铝锂合金的,且热力影响区的硬度较低,因此,当2198铝锂合金位于前进侧时,相对于该合金位于返回侧时强化相发生粗化和溶解的倾向较小,得到的接头抗拉强度较2198铝锂合金位于返回侧时的高。当焊接速度为120 mm/min时,2198铝锂合金位于前进侧的接头最大抗拉强度为382 MPa,为2198铝锂合金母材抗拉强度的82.7%。
3 结论
1) 两种铝锂合金的摆放位置不同时,焊核区中2198铝锂合金的再结晶晶粒尺寸均比C24S铝锂合金的大。
2) 接头的焊核区、热力影响区和热影响区均发生软化,焊核区中2198铝锂合金的硬度较C24S铝锂合金的低。
3) 2198铝锂合金位于前进侧时接头的抗拉强度较该合金位于返回侧时高,接头最大抗拉强度达到382 MPa,为2198铝锂合金母材抗拉强度的82.7%。
[1] 郑子樵, 李劲风, 陈志国, 李红英, 李世晨, 谭澄宇. 铝锂合金的合金化与微观组织演化[J]. 中国有色金属学报, 2011,21(10): 2337-2351.ZHENG Zi-qiao, LI Jin-feng, CHEN Zhi-guo, LI Hong-ying, LI Shi-chen, TAN Cheng-yu. Alloying and microstructural evolution of Al-Li alloys[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(10): 2337-2351.
[2] MA Y E, ZHAO Z Q, LIU B Q, LI W Y. Mechanical properties and fatigue crack growth rates in friction stir welded nugget of 2198-T8 Al-Li alloy joints[J]. Materials Science and Engineering A, 2013, 569: 41-47.
[3] 蔡 彪. C24S铝锂合金搅拌摩擦焊接工艺、组织和性能研究[D]. 长沙: 中南大学, 2011.CAI Biao. Investigations on the process, microstructure and property of friction stir welded C24S Al-Li alloy[D]. Changsha:Central South University, 2011.
[4] RAI R, DE A, BHADESHIA H K D H, DEBROY T.Review-friction stir welding tools[J]. Science and Technology of Welding and Joining, 2011, 16(4): 325-342.
[5] MISHRA R S, MA Z Y. Friction stir welding and processing[J].Materials Science and Engineering R, 2005, 50(1/2): 1-78.
[6] RAI R, DE A, BHADESHIA H K D H, DEBROY T. Review:Friction stir welding tools[J]. Science and Technology of Welding and Joining, 2011, 16(4): 325-342.
[7] CAVALIERE P, CABIBBO M, PANELLA F, SQUILLACE A.2198 Al-Li plates joined by friction stir welding: Mechanical and microstructural behavior[J]. Materials and Design, 2009, 30(9):3622-3631.
[8] STEUWER A, DUMONT M, ALTENKIRCH J, BIROSCA S,DESCHAMPS A, PRANGNELL P B, WITHERS P J. A combined approach to microstructure mapping of an Al-Li AA2199 friction stir weld[J]. Acta Materialia, 2011, 59(8):3002-3011.
[9] SHUKLA A K, BAESLACK III W A. Study of microstructural evolution in friction-stir welded thin-sheet Al-Cu-Li alloy using transmission-electron microscopy[J]. Scripta Materialia, 2007,56(6): 513-516.
[10] TAVARES S M O, dos SANTOS J F, de CASTRO P M S T.Friction stir welded joints of Al-Li alloys for aeronautical applications: Butt-joints and tailor welded blanks[J]. Theoretical and Applied Fracture Mechanics, 2013, 65: 8-13.
[11] 郭晓娟, 李 光, 董春林, 栾国红. 1420铝锂合金搅拌摩擦焊接力学性能[J]. 焊接学报, 2009, 30(4): 45-48.GUO Xiao-juan, LI Guang, DONG Chun-lin, LUAN Guo-hong.Mechanical properties of 1420 aluminum-lithium alloy friction stir welding[J]. Transactions of the China Welding Institution,2009, 30(4): 45-48.
[12] 张 华, 孔德跃, 陈雪峰, 曹 健, 赵衍华, 黄继华. 2A97铝锂合金搅拌摩擦焊[J]. 焊接学报, 2012, 33(5): 41-44.ZHANG Hua, KONG De-yue, CHEN Xue-feng, CAO Jian,ZHAO Yan-hua, HUANG Ji-hua. Study on friction stir welding of 2A97 Al-Li alloy[J]. Transactions of the China Welding Institution, 2012, 33(5): 41-44.
[13] 张丹丹, 曲文卿, 尹 娜, 杨模聪, 陈 洁, 孟 强, 柴 鹏.工艺参数对铝锂合金搅拌摩擦焊搭接接头力学性能的影响[J].焊接学报, 2013, 34(2): 84-88.ZHANG Dan-dan, QU Wen-qing, YIN Na, YANG Mo-cong,CHEN Jie, MENG Qiang, CHAI Peng. Effect of process parameters on mechanical properties of friction stir welded Al-Li alloy lap joints[J]. Transactions of the China Welding Institution,2013, 34(2): 84-88.
[14] PARK S K, HONG S T, PARK J H, PARK K Y, KWON Y J,SON H J. Effect of material locations on properties of friction stir welding joints of dissimilar aluminium alloys[J]. Science and Technology of Welding and Joining, 2010, 15(4): 331-336.
[15] 胡庚祥, 钱苗根. 金属学[M]. 上海: 上海科学技术出版社,1980.HU Gen-xiang, QIAN Miao-gen. Metallography[M]. Shanghai:Shanghai Science and Technology Press, 1980.
[16] BAHEMMAT P, HAGHPANAHI M, BESHARATI GIVI M K,RESHAD SEIGHALANI K. Study on dissimilar friction stir butt welding of AA7075-O and AA2024-T4 considering the manufacturing limitation[J]. The International Journal of Advanced Manufacturing Technology, 2012, 59(9/12): 939-953.
[17] 黄孝瑛. 材料微观结构的电子显微学分析[M]. 北京: 冶金工业出版社, 2008.HUANG Xiao-ying. The microstructure of materials and its electron microscopy analysis[M]. Beijing: Metallurgical Industry Press, 2008.
[18] 柯黎明. 搅拌摩擦焊接头成形规律研究[D]. 北京: 清华大学,2007.KE Li-ming. An investigation on the formation mechanism of the friction stir welds[D]. Beijing: Tsinghua University, 2007.
猜你喜欢
焊接学报(2023年6期)2023-07-21 12:59:34
中国典型病例大全(2022年12期)2022-05-13 13:56:44
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
中南大学学报(自然科学版)(2018年11期)2018-12-07 03:11:10
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
上海金属(2016年3期)2016-11-23 05:19:38
大型铸锻件(2015年1期)2016-01-12 06:32:58
山东冶金(2015年5期)2015-12-10 03:27:40
上海金属(2014年3期)2014-12-19 13:09:04