Inconel625与TP347异种钢焊接工艺
2014-03-15 08:50牛纬涛姜庆新古永安
石油工程建设 2014年6期
牛纬涛,姜庆新,古永安
中国石油天然气第七建设公司,山东青岛266300
Inconel625与TP347异种钢焊接工艺
牛纬涛,姜庆新,古永安
中国石油天然气第七建设公司,山东青岛266300
广西石化200万t/a柴油加氢改质装置中,部分高压换热器设备的开孔端部堆焊有8 mm厚的Inconel625材料,工程要求在该开孔处接管,接管的材质为TP347,为此需制订合适的焊接工艺。文章首先对Inconel625与TP347异种钢的焊接性进行了分析,而后介绍了焊接工艺措施及有关参数,经过严格的焊接工艺评定试验和现场的控制,最终圆满地完成了该项焊接任务。
异种钢焊接;Inconel625;TP347;焊接性;焊接工艺
0 引言
Inconel625是一种对各种腐蚀介质都具有优良耐蚀性的低碳镍铬钼铌合金,目前主要应用于航海、航空等领域,在石油炼化行业中应用较少。广西石化200万t/a柴油加氢改质装置中,部分高压换热器设备的开孔端部堆焊有8 mm厚的Inconel625材料,工程要求在该开孔处接管,接管的材质为TP347。为取得良好的焊接效果,对Inconel625与TP347异种钢的焊接性进行了分析,并在此基础上提出了合理的焊接工艺,最后通过严格的焊接工艺评价和工程实施,顺利地完成了此项焊接任务。
现场施焊坡口情况如图1所示。设备开孔处材质为P22堆焊有309不锈钢与347不锈钢的复合金属,坡口端部再堆焊有厚度为8 mm的Inconel625,接管的材质为TP347,因此现场的焊接为Inconel625与TP347异种钢的焊接。

图1 设备开孔与管道焊接坡口示意
在坡口处堆焊Inconel625的原因有:其一避免了焊接程序复杂的复合钢的焊接;其二避免了在焊接过程中出现要求温度较高的铬钼钢和要求温度较低的不锈钢之间的焊接,这在很大程度上降低了现场施焊的难度;其三镍基材料的热膨胀系数介于TP347与P22之间,这样做缓解了由于温度变化而产生的热应力;其四镍基材料能阻止碳向TP347侧的扩散,这样做降低了晶间腐蚀的倾向,避免了马氏体的产生,有利于提高焊缝性能。
1 试验材料及分析
1.1 试验材料
为了使试验结果更有效地用于指导现场施工,试验时母材的选择尽可能接近于现场实际情况。在JFE Steel Corporation生产的DN250 mm×21.44 mm的P22管道端部,利用ENiCrMo-3焊条堆焊了约1 cm厚的Inconel625,坡口经机械加工后,与IBF The Pipes and Fitting Company生产的DN250 mm×21.44 mm TP347管道进行焊接。试件坡口示意见图2,P22、TP347和Inconel625的化学成分及力学性能分别见表1~表6。用ENiCrMo-3焊条电弧焊焊接后,对熔敷金属进行了光谱半定量分析,分析结果见表7。焊丝ERNiCrMo-3、ENiCrMo-3熔敷金属的化学成分分别见表8、表9。

图2 试件焊接坡口示意

表1 P22化学成分/%

表2 P22力学性能(室温)

表3 TP347化学成分/%

表4 TP347力学性能(室温)

表5 Inconel625标准化学成分/%

表6 Inconel625力学性能(室温)

表7 现场ENiCrMo-3焊条焊后熔敷金属光谱半定量分析结果/%

表8 ERNiCrMo-3焊丝熔敷金属化学成分/%

表9 ENiCrMo-3焊丝熔敷金属化学成分/%
1.2 材料焊接性分析
1.2.1 Inconel625的焊接性分析
Inconel625合金对应国标NS336合金,按我国镍基耐蚀金属分类方法属Ni-Cr-Mo系。Inconel625合金既具有良好的耐蚀性,又具有良好的成型性和高的热强度,因此Inconel625合金既可作为耐蚀合金,又可作为耐热合金使用,同时还可以作为高温下耐蚀合金使用。Inconel625整体焊接性良好,焊接中存在的主要问题是:热裂纹敏感性高,易产生气孔和熔合不良。
(1)热裂纹。Ni与S、P形成的共晶物的熔点特别低(Ni-Ni2S2,645℃;Ni-Ni3P,880℃),易产生热裂纹,尤其是结晶裂纹。另外,其表面氧化皮的熔点比母材高得多,可能形成夹渣或细小的不连续氧化物,这些细小的氧化物也增加了热裂纹产生的可能性。实际焊接也证明了这一点,如果控制不当极易产生弧坑裂纹。
(2)熔合不良和气孔。镍基合金由于液态焊缝金属流动性差,焊缝金属不容易润湿展开,焊缝金属不易流到焊缝两边,因此如果施焊时不掌握技巧,很容易造成熔合不良或咬边的缺陷。镍合金本身对于N2和O2比较敏感,较容易形成气孔。
焊接过程中为了增加焊缝金属的流动性,通常采用增大电流的方法,但当电流值超过推荐范围时,不仅会造成熔池过热,增大热裂纹敏感性,而且会使焊缝金属中的脱氧剂蒸发,从而增加了气孔缺陷出现的可能性;另外,焊条电弧焊时,过大的焊接电流也使焊条过热并引起药皮发红甚至脱落,因而显著降低了药皮的保护效果。由此可见,错误的工艺将导致严重的质量问题。
1.2.2 TP347焊接性分析
TP347的国标牌号为06Cr18Ni11Nb不锈钢,属于添加稳定化元素的18-8型,组织为单相奥氏体的不锈钢。奥氏体不锈钢焊接的主要问题是:焊接热裂纹、晶间腐蚀和应力腐蚀等。
(1)热裂纹。从成分上计算TP347的热裂纹敏感系数HCS,其结果如下(算式中的元素符号表示该元素的质量分数):

奥氏体钢的导热系数小,线膨胀系数大,在焊接的局部加热和冷却条件下,接头在冷却过程中易于形成较大的拉应力;奥氏体钢易形成方向性很强的柱状晶焊缝组织,这有利于有害杂质的偏析,从而促使产生焊缝凝固裂纹;奥氏体钢及其焊缝合金组成复杂,相互间易化合形成低熔点共晶物,形成了有害的液态间层。虽然从化学成分的分析上看,TP347热裂纹敏感系数很小,但由于以上三点促进了奥氏体钢焊接热裂纹的形成,所以奥氏体钢焊接对热裂纹较敏感。
(2)晶间腐蚀。晶间腐蚀主要包括焊缝晶间腐蚀、热影响区(HAZ)敏化腐蚀和焊趾处刀状腐蚀。无论哪种晶间腐蚀,均是由于在奥氏体晶粒晶界处首先发生碳的集聚,而后碳与铬相结合而形成Cr23C6或碳的铬化物,使晶间发生贫碳而造成的。此外,单相奥氏体焊缝金属呈发达的柱状晶,经敏化温度(450~850℃)后,出现的贫铬层可以贯穿晶粒之间而构成腐蚀介质集中的腐蚀通道,使不锈钢的耐蚀性下降。
(3)应力腐蚀。奥氏体钢的导热性差、热膨胀系数大所引起的高残余应力是造成奥氏体钢应力腐蚀开裂的主要原因。焊接残余应力的存在加速了腐蚀的速度,因此焊接时应尽量降低残余应力。
2 Inconel625与TP347异种钢的焊接
Inconel625与TP347的组织相同,均为奥氏体,对于组织比较接近的异种钢接头,焊接材料的选择原则是:要求焊缝金属的化学性能、耐热性能等不低于母材中性能要求较低一侧的指标。镍合金与不锈钢、碳钢、低合金钢等的焊接,焊接材料常选用因科镍。因为在通常的熔深下,因科镍的熔敷金属组织为稳定的面心立方结构,焊接性较好。尤其具有如下特点:
(1)镍合金中碳的固熔度低,碳迁移困难,即便长时间处于高温,也很难增碳。
(2)因科镍的热膨胀系数介于奥氏体不锈钢和碳钢之间,对反复加热的适应性强,故对于高温及冷热反复施加的载荷作用情况,可采用因科镍材料,此焊材用于低合金钢可省去后热。
3 焊接工艺
3.1 焊接工艺要求
综上所述,为了避免焊接热裂纹的产生和保证接头的耐腐蚀性能,在现场焊接过程中应采取以下控制措施:
(1)在保证熔透和焊条充分熔敷的前提下,采用尽可能小的焊接热输入量,焊接过程中焊条不摆动或小幅度摆动。
(2)焊前严格清理坡口及其周围,焊接前使用不锈钢砂轮对坡口及其周围20 mm进行打磨。
(3)焊接采用多层多道焊,层间温度不高于100℃。
为了避免气孔的产生,焊接前应做好防护措施,焊接时采用短弧焊的焊接方法,选用添加Nb的焊材,以降低焊缝金属对气孔的敏感性,同时Nb还具有细化晶粒的作用,可改善焊缝金属的机械性能。
由于镍基合金的液态金属流动性较差,焊接的熔透深度一般只有珠光体钢的50%左右,奥氏体钢的60%左右,当焊接工艺不合适时,很容易发生未熔合现象,且前文分析了采用加大焊接电流来提高镍基及铁镍基合金的液态金屑流动性是不可取的,因此为了保证接头熔合良好,应适当增大坡口角度,减小根部的钝边厚度。试验过程中采用的坡口形式和焊接层道数见图3。
为了保证焊接质量,还采取了以下措施:
(1)钨极氩弧焊打底时,背面充氩保护。为了保证氩气纯度和节约氩气,采取局部充氩的办法;同时,背面充氩应避免由于氩气压力过高引起的焊缝内凹或未焊透,背面保护气体流量应控制在10~15 L/min。
(2)钨极氩弧焊打底完成后进行渗透探伤,探伤无缺陷后进行填充盖面。
(3)电弧焊焊条使用前,按焊条生产商推荐的烘干规范进行烘干。
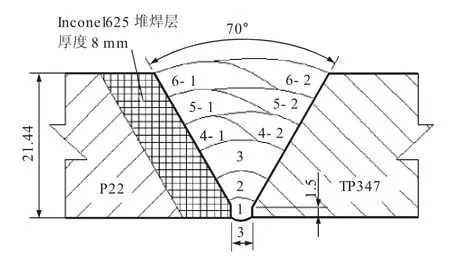
图3 焊接的坡口形式和焊接层道数
(4)镍基合金焊接时,易产生弧坑裂纹,应保证引弧和收弧质量,收弧时弧坑应填满,并目视检查弧坑是否存在裂纹,如存在裂纹应将裂纹打磨除去后方可继续施焊。
(5)焊接过程中发现焊条药皮脱渣性能较差,为了避免产生夹渣的缺陷,每层焊接完成后均应采用不锈钢钢丝刷进行打磨。
(6)多层多道焊的各层道焊接接头应错开。
3.2 焊材选用及焊接参数
焊接时,钨极氩弧焊和焊条电弧焊分别选用了国产ERNiCrMo-3焊丝和ENiCrMo-3焊条,焊接工艺参数见表10。

表10 焊接工艺参数
4 试验结果
试件焊完24 h后进行射线检测,探伤结果显示该焊口内仅存在部分不超标的圆形缺陷,符合AB级II级的合格标准。射线探伤合格后,按照NB/T47014-2011规定进行力学性能试验取样,并对取样进行室温弯曲、室温拉伸和-20℃的冲击试验,试验结果均合格。拉伸和冲击试验结果见表11。

表11 拉伸和冲击试验结果
5 工程应用效果
广西石化200万t/a柴油加氢改质装置的Inconel625与TP347异种钢焊接焊口共14道,焊后射线探伤拍摄104张照片,一次合格102张,焊接一次合格率98.1%,质量符合用户要求;此外,对采用本工艺进行焊接的试件进行力学性能试验,各项指标也满足要求。
[1]JB/T4730-2005,承压设备无损检测[S].
[2]NB/T47014-2011,承压设备焊接工艺评定[S].
[3]GB 50236-2011,现场设备、工业管道焊接工程施工及验收规范[S].
[4]SH/T3523-2009,石油化工铬镍不锈钢、铁镍合金和镍合金焊接规程[S].
[5]陈祝年.焊接工程师手册(第1版)[M].北京:机械工业出版社,2002.1 029-1 035.
[6]李亚江,栗卓新,陈芙蓉,等.焊接冶金学——材料焊接性[M].北京:机械工业出版社,2007.11-27.
[7]中国机械工程学会焊接学会.焊接手册第2卷——材料的焊接(第2版)[M].北京:机械工业出版社,2001.689-698.
[8]杨辉伟,强兴忠.苯乙烯装置高温管道焊接常见问题和注意事项[J].石油工程建设,2010,36(S):40-44.
Welding Process ofDissimilar Steels ofInconel625 and TP347
Niu Weitao,Jiang Qingxin,Gu Yongan
PetroChina Seventh Construction Co.,Qingdao 266300,China
In the 200×104t/a diesel oil hydrogenation facility in Guangxi Petrochemical Co.,there are 8 mm thick Inconel625 layers formed by surfacing welding around the holes of some high pressure heat exchanger,where TP347 steel pipes are needed to connected.Therefore,the weldability between the dissimilar steels of Inconel625 and TP347 is analyzed,then proper welding process is formulated,and strict welding process assessment tests and field quality controlare carried out.Finally,the welding task is fulfilled satisfactorily.
welding between dissimilar steels;Inconel625;TP347;weldinability;welding process
10.3969/j.issn.1001-2206.2014.06.009
牛纬涛(1984-),男,河北邯郸人,工程师,2004年毕业于承德石油高等专科学校焊接工艺及设备专业,现主要从事石油工程建设工作。
2014-04-20
猜你喜欢
中国金属通报(2022年1期)2022-06-02
锻压装备与制造技术(2021年2期)2021-07-19
重型机械(2020年3期)2020-08-24
癌症进展(2016年10期)2016-03-20
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2016年1期)2016-02-27
大型铸锻件(2015年4期)2016-01-12
应用科技(2015年5期)2015-12-09
焊接(2015年11期)2015-07-18