
可夹持焊枪的氩弧焊自动焊接装置*
2014-03-10 07:30:07张春红高开熠陈志伟
焊管 2014年9期
张春红,高开熠,张 宁,常 浩,陈志伟
(1.徐州生物工程职业技术学院,江苏 徐州 221006;2.徐州工程学院机电学院,江苏 徐州221018;3.徐州徐工随车起重机有限公司,江苏 徐州221004)
0 前 言
焊接是通过加热、加压,或两者并用,使两工件产生原子间结合的加工工艺和联接方式。焊接应用广泛,既可用于金属,也可用于非金属。对于焊件来说,焊接接头的质量直接决定了其使用寿命和使用安全。
人工焊接无法保证稳定的焊接速度和焊接高度等要求,往往会产生由焊接接头的熔深不同、焊缝宽度不同以及焊缝各处差异很大等人为因素所导致的焊接缺陷。为了避免人为因素对焊件质量的影响,本研究设计了一种可夹持的氩弧焊焊枪自动焊接装置,从而避免了人工焊接时因人为操作因素导致的焊接缺陷,实现了焊接过程的自动化,提高了焊接质量。
1 可夹持焊枪的氩弧焊自动焊接装置结构
1.1 电子控制模块
可夹持氩弧焊焊枪自动焊接装置包括电子控制模块和机械装置两个部分,电子控制部分是应用单片机原理设计了控制电路,能实现电机转动方向及转速的控制。电子控制模块的电路如图1所示。
电子控制模块是由控制焊枪移动方向和移动速度的6个按钮组成,如图2所示。
在图2中,各按键的功能如下。
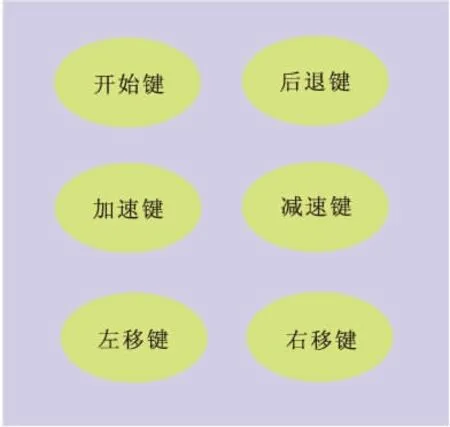
图2 控制模块按钮
开始键:系统通电,按下此按键后,装置开始在X向单方向向前移动,在Y方向波浪形移动。
后退键:按住此键,工作台沿着X的反方向移动,回到初始位置。
加速键:按下此键,X向移动的速度逐渐增大。
减速键:按下此键,X向移动的速度逐渐降低。
左移键:按下此键,沿着Y方向,向左移动。
右移键:按下此键,沿着Y方向,向右移动。
以上6个按键中,任意一个键被按下都可以使系统工作停止。同时,为了防止工作人员的疏忽,避免出现工作台越过极限位置而损坏的情况,在移动工作台上面设置了一个接近开关,当工作台接近极限位置时,自动触发接近开关,使系统停止工作。这样就可以有效保护工作台的安全。
1.2 机械装置组成
笔者应用制造原理设计了氩弧焊自动焊接装置的机械结构,机械装置部分由支架支撑结构组成。其由两个大扭矩蜗轮蜗杆减速电机和角铝板的配合来调节焊枪在前后、左右、上下三维方向上的移动。其中,X轴方向(前后)的自动运动由底座安装的扭矩蜗轮蜗杆减速电机来实现;Y轴方向(左右)的自动运动由中部支架安装的扭矩蜗轮蜗杆减速电机来实现;Z轴方向(上下)的移动靠手动旋钮来实现,焊枪的引弧是手动实现。氩弧焊自动焊接装置结构如图3所示。
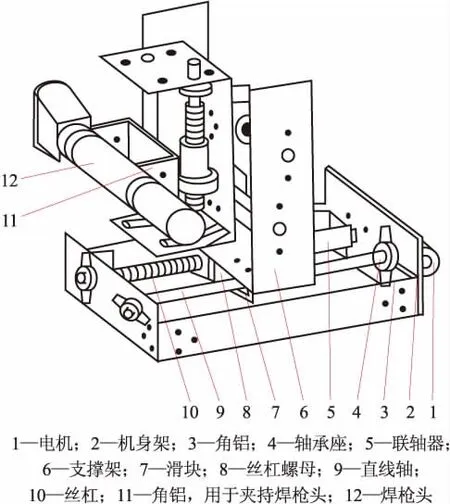
图3 氩弧焊自动焊接装置立体结构示意图
在图3中,支撑结构由底座和运动机构两大部分组成。运动机构位于底座的上方,通过一条丝杠和滑块与底座连接在一起,底部安装有两个轴承,丝杠和滑块并排相互平行的固定在底座上,滑块起导向和支撑作用。在丝杠的一端安装有蜗轮蜗杆减速电机,当电动机转动时,运动机构在丝杠和滑块的共同作用下,可以实现前后移动。
运动机构按运动方式又可分为上下运动机构和左右运动机构。上下运动机构为两块带有卡槽的角铝,卡槽的尺寸与焊枪握把相当,刚好可以将焊枪固定在角铝上,角铝的背面装有两个轴承,通过丝杠和滑块与另一块铝板相连,丝杠的顶端有个可转动的旋钮,可实现焊枪的上下移动,即在焊接过程中能调节弧长的大小。左右运动机构为一块背面装有两个轴承的被折弯的铝板,通过丝杠和滑块与运动机构连接在一起,在丝杠的一端安装有电机,当电机运行时,即可带动焊枪实现水平方向上的运动。
2 可夹持焊枪氩弧焊自动焊接装置的焊接试验
利用可夹持焊枪进行氩弧熔覆耐磨复合涂层的试验。基体材料为Q235钢板,涂覆材料为Ni60A,TiC,TiN和Co粉,用水玻璃为粘结剂,压制成型,涂覆在钢板上,自然晾干后再烘干处理。然后利用自行设计的可夹持焊枪的氩弧焊自动焊接装置和TIG弧焊机制备耐磨复合涂层。焊接电流分别选取100 A和110 A,焊接速度为30 mm/min和 40 mm/min。
图4为氩弧熔覆耐磨复合涂层横截面的金相组织图。由图4(b)中可知,熔覆层的横截面呈层状分布,在结合区部位,界面处两端的原子发生剧烈的相互扩散,凝固后形成非常优良的冶金结合层。在结合区的前沿是定向生长的枝晶和枝晶间共晶结构,枝晶轴大致与基底垂直。图4(c)为熔覆区的的显微组织,可以看出,熔覆层上弥散分布着大量呈短棒状、针状的 Ti(C,N)和(Fe,Cr)xC增强相颗粒,有助于涂层耐磨性的提高。
测量显微硬度时从熔覆层的最外面开始,然后沿着一条直线向基体内部每隔0.2 mm测量一次硬度。熔覆层至基体内部的硬度分布曲线如图5所示,从图5可以看出,曲线走向呈先上升后下降的趋势,最高硬度可达1 042.1 HV10,是基体硬度163 HV10的6.4倍。

图4 复合涂层的显微组织
另外焊件经外观检查、无损检测后,各项指标均达到了焊接工艺评定标准的要求,评定合格。由此验证了该装置的各项功能合理,焊接过程可靠,焊接质量好,无气孔、夹杂、未熔合、未焊透等缺陷,且无裂纹等宏观缺陷,抗磨损、耐腐蚀性能达到了预期的效果。
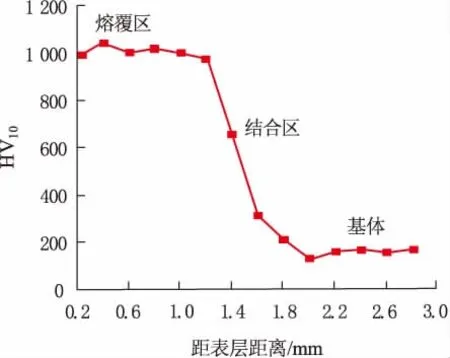
图5 熔覆层至基体内部的硬度分布
3 结 语
本研究的可夹持氩弧焊焊枪自动焊接装置主要解决由于人工焊接时不能保持焊接参数的稳定输出从而导致焊接缺陷的问题,避免了人为因素导致的焊接缺陷,实现了焊枪的三维移动和焊接过程的自动化,提高了焊接效率和焊接质量。
[1]王福方,姚国权.电力铁塔焊接机器人可行性研究[J].现代焊接,2012,117 (09) :41-43.
[2]薛龙方,王德国.钢结构数字化全功能焊接机器人研制[J].焊接设备与材料,2013,42(08):41-44.
[3]薛龙,邹勇.钢结构现场作业焊接机器人研究与应用[J].电焊机,2013,43(05):58-60.
[4]陈志强,于青春.我国焊接机器人的发展现状[J].现代零部件,2013(03):77-78.
[5]刘强,殷文星.焊接自动化技术中焊接机器人的使用现状及展望[J].工业技术,2013(11):35.
[6]陈华斌,黄红雨.机器人焊接智能化技术与研究现状[J].电焊机,2013,43(04):8-15.
[7]马国红,杜保舟.基于 DSC焊接机器人控制器的设计[J].金属铸锻焊技术,2012,41(15):188-191.
[8]张宁,杨莉,石明,等.掘进机镐形截齿等离子弧堆焊耐磨强化的研究[J].热加工工艺,2014,43(03):7-16.
[9]申书均,陈胜利.罐体内环缝自动焊接小车电弧的定位装置[J].电焊机,1998(02):31-32.
[10] ZHANG Ning,SHI Na,HE Min,et al.Study on Wear BehaviorofPlasma Arc Cladding ofTunneling Machine Pick[J].Advanced Materials Research,2014(886):105-108.
猜你喜欢
金属热处理(2023年10期)2023-10-23 01:24:04
现代农机(2022年3期)2022-07-11 11:42:12
装备制造技术(2020年9期)2021-01-26 00:14:42
石材(2020年11期)2021-01-08 09:21:48
桂林电子科技大学学报(2019年3期)2019-09-11 05:58:14
电子制作(2017年19期)2017-02-02 07:08:44
光学精密工程(2016年1期)2016-11-07 09:01:08
焊接(2016年10期)2016-02-27 13:05:35
焊接(2016年6期)2016-02-27 13:04:57
制造技术与机床(2015年8期)2015-04-24 07:25:38
