
灰锁上、下阀填料频繁泄漏的治理与改善
2014-03-05 05:32刘志辉宋军丽
河南化工 2014年5期
刘志辉,宋军丽
(河南煤气(集团)义马气化厂,河南义马 472300)
灰锁上、下阀填料频繁泄漏的治理与改善
刘志辉,宋军丽
(河南煤气(集团)义马气化厂,河南义马 472300)
分析鲁奇第Ⅳ代气化炉灰锁上、下阀填料频繁泄漏的原因,找到应对措施,进而减少填料泄漏,保证气化炉长周期安全稳定运行。
灰锁上、下阀;填料;泄漏;治理和改善
企业采用的加压气化装置是德国鲁奇Ⅳ代气化炉。灰锁是气化炉排灰的关键设备,灰锁在正常运行时处于高温、高压、充满灰尘蒸气的状态,这就要求灰锁必须密封完好才能正常运行,而灰锁的密封有机械密封(灰锁上、下阀座阀头处)、填料密封(上、下阀摇臂轴处)、油封(填料处)、法兰密封(各管线法兰处),其中由于上下阀摇臂轴处的填料是灰锁密封中最易出现泄漏的地方,一度给气化炉连续高负荷运行带来困难。为此经过反复分析、实践改进,对减少填料泄漏次数取得了显著效果。
1 灰锁及灰锁上、下阀传动结构
1.1 灰锁
气化炉内碎煤燃烧后产生的灰排入灰锁,灰锁上部通过灰锁上阀法兰与气化炉相连,下部通过灰锁下阀法兰与膨胀节相连。灰锁参数Φ2600× 4 720,容积12 m3,温度400℃,压力3 080 kPa。灰锁上、下阀杆以轴向固定在灰锁轴线上带动阀头形成灰锁上部和下部的密封,侧向连接有膨胀冷凝器B007、灰锁充压管线及灰锁上、下阀传动轴。
1.2 灰锁上、下阀传动结构
灰锁上、下阀传动结构相同,这里以灰锁下阀为例进行说明,灰锁下阀传动装置由驱动装置、外摆杆、传动轴、内摆杆、阀杆组成。由于灰锁是压力容器,传动轴穿过灰锁壁进入灰锁内部,内、外压差大。在传动轴在正常运转动时,此处形成动密封;转动轴不转动时此处形成静密封,因而对填料的密封要求高。灰锁上、下阀填料作用既要保证炉内介质不外漏,又要使摇臂轴运动自如,原设计中此处填入石墨盘根再通入润滑油,外面以压盖压紧填料。石墨盘根是用石墨和纤维编制经压制制成。
1.3 填料密封原理
填料是动密封的填充材料,用来填充填料室空间,以防止介质经由阀杆和填料室空间泄漏。义马气化厂车间使用的填料是石墨盘根,由柔性石墨编织经模压而制成不同尺寸的环状填料,表面再用润滑剂、石墨粉和缓蚀剂处理而成,特别适用于高温、高压、恶劣环境下的各种装置。具有良好的回弹性、化学稳定性,使用安装方便,有自润滑性好、耐腐蚀性强、耐磨性能优良的特点。其工作原理:石墨盘根填满填料函与阀杆之间的间隙,其接合面上的凹凸不平,产生细小间隙,而由高温、高压密封油将全部凹陷间隙填平,形成与间隙相同的连续薄膜,同时与表面十分吻合。根据单分子膜理论,越薄的膜,复原能力越大,越有利于密封,因而使填料呈现出良好的密封效果。
2 灰锁上、下阀泄漏原因分析
2.1 泄漏情况
在灰锁正常排灰期间,灰锁上、下阀不断开关,传动轴不断传动,填料持续磨损,进而造成填料泄漏,所以在正常运行期间也需要定期补加填料。一般石墨盘根密封填料设计寿命为半年,灰锁温度控制在320~350℃,润滑油正常情况下最长使用时间达到7个月。但是自上半年以来,灰锁上、下阀填料频繁出现泄漏,气化炉被迫多次降负荷,甚至因为泄漏严重,损坏填料函和传动轴,必须停车才能处理。它虽然不是气化炉关键设备,但是它却关系到气化炉能否连续运行。
填料一旦泄漏严重必须更换时,气化炉必须拉灰和降到最低负荷以维持工况正常。另外,此处空间狭小、温度高,增加检修困难和劳动强度。
2.2 原因分析
2.2.1 灰锁温度高
65#汽缸油适用于蒸汽压力为3 920 kPa以下,温度为320~400℃,一旦高至润滑油正常使用温度(约400℃),油挥发后造成填料干磨、变形,从而泄漏。灰锁温度高,主要是因为我厂所用原料煤不是单一煤种,即入炉煤存在多样性,导致入炉煤的灰熔点各不相同。若入炉煤灰熔点相差较大(差值>40℃),就无法选择最佳汽氧比,从而造成灰熔点低的煤易结渣,结渣部分影响气化剂的均匀分布,容易出现气化炉工况恶化,灰锁温度高。近期义马气化厂原料煤灰熔点如表1所示。
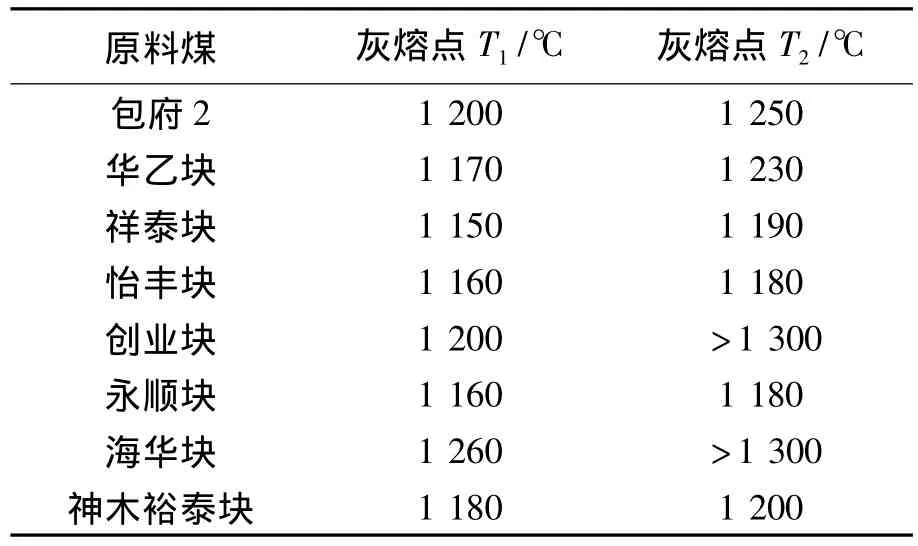
表1 原料煤灰熔点
从表1数据可知,灰熔点T1最大温差110℃,T2温差最大超过120℃,备煤配煤时两种或两种以上的原料煤灰熔点差异大就会造成工况恶化,出现灰锁温度高。
2.2.2 润滑油油质差或润滑油路堵
润滑油铭牌数据如下:100℃时运动黏度45.70 mm2/s;闪点(开口)≥275℃,水分≤0.05%,机械杂质(质量分数)≤0.024%,灰分(质量分数)≤0.03%。
润滑油形成的油膜使得填料有很好的密封效果,可以说整个填料的长期密封都是靠持续不断的补充润滑油形成油膜密封来维持的。润滑油路堵或中断,密封的油膜被破坏,填料会很快烧干、干磨形成泄漏;润滑油油质差(也有因润滑油加热蒸汽损坏,蒸汽冷凝进入油箱,使油中含水量大)主要有闪点达不到要求、运动黏度小、所含机械杂质大,无法形成良好的油膜,最终泄漏。
2.2.3 填料质量差
车间使用的石墨盘根由柔性石墨和编织填料经压制而成,一般可耐温450℃。填料质量不合格:如机械强度不够、易变形、化学稳定性差、耐高温不够、自润滑性差、润滑不均 、耐磨性能差、易磨损等,易造成泄漏。
2.2.4 摇臂轴及填料函缺陷
阀杆尺寸精度有偏差时,如阀杆安装时偏离中心、轴承套磨损或者阀杆变形,这将导致阀杆做偏心运动,阀杆挤压填料,使填料间隙变大,破坏填料和油膜,在高压下形成泄漏。如果阀杆表面粗糙度较大,将引起阀杆和填料摩擦增大,加速填料磨损,减短填料使用寿命。摇臂轴及填料函缺陷,在灰锁填料泄漏不能及时紧固的情况下,极易导致摇臂轴和填料函的破损,造成无法在线更换,必须停车后才能进行更换。
2.2.5 检修人员未定期维护
在正常生产中发现设备长时间处于振动,会使得填料压盖螺栓松动,如果未及时紧固易造成泄漏;填料被长时间磨擦会有耗损,如未及时补加填料易造成泄漏;润滑油路不畅如未及时疏通,易造成泄漏。
巡检不到位。巡检人员未能及时发现填料泄漏或者润滑油路堵,使得填料泄漏变大,被迫降负荷更换。
3 治理与改善
通过对多次泄漏原因分析及论证后,决定在现今情况下实施以下几方面治理和改善:
①尽可能地采购灰熔点相近的煤种(差异<40℃),若是灰熔点相差较大时,在煤场应该分开堆放,配煤时将灰熔点相近(<40℃)的煤搭配。同一灰熔点区间的煤要使用一段时间后再转为另一区间的煤,尽量避免频繁切换,给气化炉操作时选择汽氧比造成困难,造成工况恶化。限定灰锁操作温度在320~370℃,防止灰锁温度高,超过润滑油闪点加快润滑油气化,破坏油膜。
②更换润滑油,提高润滑油闪点温度,必须要求厂家提供质量报告书,确保质量良好。更换的新润滑油参数如下:100℃运动黏度64.97 mm2/s;闪点(开口)≥278℃,水分无;机械杂质(质量分数)≤0.023%,灰分(质量分数)≤0.03%。新润滑油运动黏度更高,闪点温度增加3℃,较以前的润滑油整体性能有一定提高。
③购买有质量保障的填料,要求厂家提供质量报告书。
④提高摇臂轴和填料函备品备件质量。
⑤制定设备分级维保制度。为了提高气化炉运行率,减少由于开停车造成的经济损失。结合设备特点,对检修过程中的每项步骤逐项细化,并加入检修说明及技术参数,形成设备检修作业指导书(检修工序卡),检修作业时要求作业人员严格按照检修工序卡中的项目步骤施工,并由专人确认;检修结束后将检修工序卡进行存档以便日后检修查看,以期提高检修过程质量控制。
设备的良好运行与日常的维护保养是分不开的,再好的设备没有细致的检查和维护,也不能运行长久。由于专业划分和技能的差异,日常的工艺巡检所发现的问题都是较为明显的设备故障。能够在设备发生故障前或故障表现不明显时,及时发现它并解决掉,则需要我们甄别重点,按照检查设备的重点位置,结合其历史检修情况,制定检查部位和检查频次,每次维保检查按照确认单的形式进行仔细确认,以期通过上述措施延长气化炉的运行周期。按周期巡检一次重点部位,对螺栓、填料磨损、油路畅通等情况进行检查维护。
⑥加强巡检人员管理,落实重点部位。巡检必须看到、听到、摸到,及时发现填料的飘烟、漏气、润滑油箱油位低,及时发现油管脱落、油管漏点和安全阀起跳等现象,并及时整改完善。
4 治理效果
按照上述措施实行后填料泄漏治理效果良好,频繁泄漏得到明显遏制,近半年来没有再出现灰锁填料频繁泄漏现象,检修工作量明显减小。气化炉的连运和负荷率明显提高,单炉负荷率均达到110%,四炉连运率达到98%,保障了气化炉的长周期连续运行。
TQ050.7
B
1003-3467(2014)05-0039-03
2014-02-08
刘志辉(1974-),男,高级工程师,大专,从事煤化工生产技术管理工作,电话:(0398)5625516。
猜你喜欢
金属加工(冷加工)(2023年1期)2023-02-04
陶瓷学报(2021年1期)2021-04-13
水泥工程(2020年4期)2020-12-18
湖北农机化(2020年4期)2020-07-24
上海建材(2019年1期)2019-04-25
中国核电(2018年3期)2018-10-10
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
河南工学院学报(2017年1期)2017-06-07
汽车实用技术(2016年1期)2016-12-24
