洛阳PTA装置节能降耗探讨
2014-03-05 05:32:52张小琦
河南化工 2014年5期
张小琦
(中国石化洛阳分公司,河南洛阳 471012)
洛阳PTA装置节能降耗探讨
张小琦
(中国石化洛阳分公司,河南洛阳 471012)
洛阳PTA装置通过优化压滤机更换滤布操作,改进钯炭催化剂碱洗流程,实施技改、技措项目后,节能降耗工作取得了良好的效果。
压滤机;搅拌机封;PTA
0 引言
洛阳石化精对苯二甲酸(PTA)装置采用美国BP-AMOCO公司的专利技术,并由该公司提供工艺包。日本千代田公司总承包,洛阳石化工程公司负责工程详细设计,中国石化集团第五建筑公司负责施工。洛阳石化PTA装置总投资13.5亿元,工程占地面积16 000 m2,公称生产能力225 000 t/a。2000年5月25日一次投料生产成功。2002年10月,投资1.5亿元进行了扩能改造,装置年生产能力达到325 000 t/a。2003年6月26日装置实现了扩能改造一次开车成功。
为了降低能耗、物耗,在生产中,不断采取一些措施。如:在重大作业中,通过改变思路,对工艺操作及作业流程优化改进;积极运用技改、技措,使装置安、稳、长、优生产,在节能降耗工作中取得了显著成效。
1 工艺简介
PTA装置分为氧化单元和精制单元。氧化单元中以对二甲苯(PX)为原料,以醋酸钴和醋酸锰为催化剂,溴化氢为促进剂,与空气氧化制成粗对苯二甲酸(CTA),同时,副产对羧基苯甲醛(4-CBA)等杂质。为了去除掉4-CBA杂质,在精制单元进行加氢反应。以钯炭为催化剂,在288℃、8.60 MPa条件下,对CTA溶液进行连续动态加氢反应,使4-CBA转变为易溶于水的对甲基苯甲酸(PT酸);然后通过结晶、压力过滤分离、再打浆洗涤、真空过滤、干燥等一系列操作,得到高纯度的PTA产品。
2 操作优化
2.1 压滤机工艺改进
2.1.1 压滤机系统简介
精制单元把氧化单元生产的CTA升温、升压溶解在水中,主要杂质4-CBA通过钯炭催化剂加氢还原成PT酸,然后逐级降温、降压结晶析出,进入压力离心机进行固液分离。液体带走杂质PT酸,固体加水再打浆,进入旋转真空过滤机中过滤,最终干燥得到高纯度的PTA产品。
压力离心机在运行中故障率高,维修成本高,漏油严重,污染环境。产品质量中PT酸控制不稳定,需频繁碱洗作业,使产品质量合格,增加劳动强度。四台压力离心机耗电量也较大,不利于装置节能降耗。
压力过滤机投资小、能耗低、技术成熟、运行平稳、易维护、故障率低,运行时不产生三废,现场环境整洁、无泄漏等优点。
增上压滤机项目,在2011年8月份开始土建,9月中旬主体设备及配管施工,整体项目于10月20日交付。经试运正常后于2011年11月27日投用。
在PTA装置的精制单元拆除一台压力离心机BM-701A,在其位置新增一台压力过滤机BM-701,对PTA浆料进行一级分离。当压力过滤机出现故障检修时,为保证装置正常运行,其余三台压力离心机继续保留,作为新增压力过滤机的备用设备。
2.1.2 压滤机主要故障
压滤机主要故障是滤布破损,2011年11月27日投用,至2013年12月,共更换6次滤布,两次是停工检修时更换的,四次是正常生产时更换的。
2.1.3 工艺操作改进
正常生产时更换滤布,需要将离心机投用,压滤机加多块盲板隔离。
离心机由于长时间停用,故障很多,投用前需要大幅度检修,压滤机加盲板隔离,费时费力。
经过实践,通过改进压滤机更换滤布工具,施工时间由72 h降至22 h。工艺操作也随着改变,在更换滤布时,精制系统循环,不投用离心机,压滤机系统降至常温常压,不用加盲板隔离,节省时间。
2.1.4 节能效果
弃用离心机后,节能降耗效果明显。离心机启动前,每台离心机需加润滑油100 L。投用后,每台电耗400 kW。投用22 h,耗电8 800 kW·h。
投用离心机,产品质量中PT酸超标次数较多,需要频繁碱洗压滤机。2012年5月29日,投用后,PT酸含量合格率仅为75%,压滤机投用时,PT酸含量合格率>99%。工艺操作改变后,馏出口合格率大幅提高,减少质量波动。
2.2 精制单元碱洗加氢反应器催化剂床层流程改进
精制单元碱洗催化剂床层是用3%的氢氧化钠溶液加热至200℃,对加氢反应器催化剂床层进行洗涤,使其恢复活性。原碱洗流程进碱点在循环线上,通过泵BG702进入配料混合罐BD500,进行碱洗,到第五结晶器BD605排放,如图1所示。
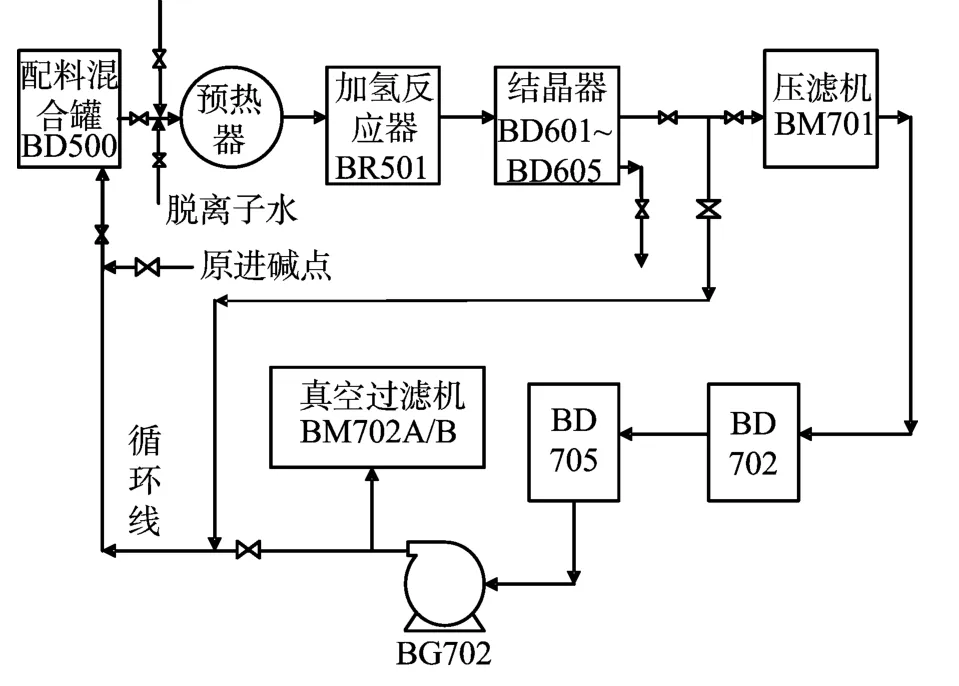
图1 碱洗加氢反应器催化剂床层流程
原进碱点进碱,碱洗开始时,碱液进入BD500,需逐渐将BD500内溶液置换成碱液。碱洗结束后,系统进行水洗。最终要将BD500内碱液排净,水洗两次,至排放液pH值为7。新加进碱点后,碱液直接进预热器加热,BD500不需要任何作业。
BD500正常操作时,容积为20 m3左右。经计算,进碱点改变后,可减少用碱20 t,减少污水80 t。
3 利用技改技措,使装置安稳长优运行
3.1 精制结晶器搅拌器密封缓冲液系统改造
3.1.1 密封缓冲液系统介绍
精制单元结晶器BD601、BD602、BD603的搅拌器BA601、BA602、BA603机封,因工作压力较高,机封缓冲液系统设计为甘油自动补偿系统。自2003年9月起,甘油自动补偿系统频繁故障,导致机封失效。BA602、BA603机封曾出现更换一个月便失效,2004年7月,BA601机封更新后,24 h也失效,给生产带来了较大的影响。2007年后,此系统采用手动补甘油的办法来维持,可靠性差。新机封投入使用一个月,机封下部的摩擦副便失效,只靠机封上部摩擦副来维持生产,使用周期为1~10月。
通过技改,对BA601、BA602、BA603机封缓冲液系统改进,改造后的机封缓冲液系统流程如图2所示。新增设备为:两台高速泵(机封冲洗系统脱离子水泵)、三台调节阀、六台现场转子流量计及相关管件及仪表。
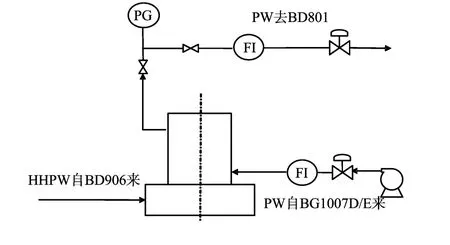
图2 改造后的机封PW水系统
在正常生产时,通过来自BD906的4.8 MPa凝液(HHPW)来实现对结晶器上部空间的覆盖;机封的上部密封由高速泵BG1007D/E所供脱离子水(PW)缓冲,其压力高于结晶器内压力0.2~0.3 MPa,后回到循环溶剂罐BD801中。
3.1.2 节能减排效果
机封缓冲液系统改造前,使用寿命平均3个月。机封每年损坏4~12套,每套机封14万元;每次更换机封需精制单元停工18 h,减产720 t,外排污水800 t。机封缓冲液系统改造后,至少截至目前为止,没有出现过因为机封损坏而导致的停工检修。
3.2 呼吸阀加装防爆片,消除物料储罐冒料
PTA装置共有5个大料仓,每个料仓顶都有呼吸阀。呼吸阀经常冒料,料仓顶时常有十几厘米厚的粉料,需要人工清理,并飘散装置各角落。通过攻关,在呼吸阀前加装压力等级为8 kPa的防爆片,解决了粉料“跑、冒”难题。
醋酸大储罐罐顶呼吸阀也存在“跑、冒”现象,腐蚀周边设备。在呼吸阀前加装压力等级为13 kPa的防爆片,解决了醋酸“跑、冒”难题。采取以上措施后,效果明显,减少了粉料、醋酸污染治理的人力物力,同时降低了对二甲苯和单耗、醋酸单耗及能耗。
TQ050.7
B
1003-3467(2014)05-0034-02
2014-03-25
张小琦(1974-),男,助理工程师,从事PTA装置生产管理工作,电话:15139915695。
猜你喜欢
选煤技术(2023年3期)2023-11-14 12:42:16
中国交通信息化(2022年7期)2022-10-27 06:35:32
水泵技术(2021年5期)2021-12-31 05:26:52
石油沥青(2021年4期)2021-10-14 08:50:58
选煤技术(2021年3期)2021-10-13 07:33:40
选煤技术(2021年6期)2021-04-19 12:22:08
今日农业(2019年11期)2019-08-13 00:48:48
中氮肥(2019年1期)2019-03-14 03:13:54
当代化工研究(2016年5期)2016-03-20 16:21:35
河南化工(2014年11期)2014-09-01 06:11:36