
基于Creo2.0配管模块的4400马力调车机车转向架配管设计
2014-02-18 01:29:38孙荣坤王立国
大连交通大学学报 2014年6期
孙荣坤,王立国
(中国北车集团 大连机车车辆有限公司,辽宁 大连 116021)*
0 引言
近年来,铁路运输向着高速重载的方向发展.干线电力和内燃机车向交流传动、大轴重方向发展,为适应重载运输调车要求,铁道部立项设计4 400马力调车机车.在4 400马力调车机车设计过程中,转向架是机车的重要组成部分.而其中的转向架配管系统由制动管路、弹停管路和轮缘润滑管路等分系统组成,是保证机车能有效制动、弹停和轮缘润滑的至关重要的部件,与机车行车安全密切相关.为此如何有效地对机车转向架配管进行设计,保证管路系统的安全可靠,是具有重要意义的.
本文在Creo2.0三维软件提供的虚拟仿真环境中,对4400马力调车机车转向架进行了集中配管设计,配管首次采用埃米托发明的卡套式管接头,采用了不锈钢管,一改传统机车焊接式管接头需要焊接和碳钢管易腐蚀的缺陷,成功地保证了4400马力调车机车运行的可靠安全.
1 机车转向架配管
(1)转向架配管定义
机车转向架配管,就是将转向架空气流程系统中各种管子的安装走向和装配进行策划,并绘制出配管装配图,以便安装和施工的过程.
(2)转向架配管系统组成
机车转向架配管系统主要由制动管路系统、弹簧停车管路系统(简称弹停系统)和轮缘润滑装置管路系统三套分系统构成.三套分系统动作装置分别为制动风缸、弹停风缸和轮缘润滑喷头,其工作介质均为压缩空气,所以说转向架配管属于气压传动配管设计.
(3)转向架配管要求
根据经验,对机车转向架配管有如下要求:布局合理、少弯多直、外形美观、层次分明、横平竖直、排列整齐、接口位置适中、拆装维护方便、不振不漏,牢固结实.
(4)传统转向架配管存在的问题
其一,以往的配管基本都是基于二维图纸和现场经验来配制.由于机车转向架构架上要安装的部件非常多,导致布管空间非常局限,在非常有限的空间中合理布管,对转向架布管就提出了很高的要求.仅根据二维图纸和现场经验配制就显得不足,往往导致配管过程中问题不断,返工颇多.
其二,各管路系统主要由钢管、管接头和软管组成.以往的管路钢管基本采用无缝钢管拔10的碳钢管,管接头形式比较多,由直通接头、三通接头、直通变径接头等形式.采用《TB/T776-机车车辆螺纹管接头-球接头》[1]、《TB/T777-机车车辆螺纹管接头-接头螺母》[2]、《TB/T778-机车车辆用螺纹管接头-技术条件》[3]等相关标准要求.传统的管路和接头需要通过焊接连接在一起,这是其最大的不便之处.由于机车转向架配管在车间的整个生产工艺中,安排在转向架最后组装工序,转向架大多部件基本布置完毕,不便于在现场施焊;此外,由于焊接可能存在缺陷,导致配管管路气密性差,修补又非常困难,很容易造成漏风,使制动装置制动不良,造成行车安全造成隐患.
(5)解决以往问题的措施
本文考虑采用可靠的卡套式配管系统.新的卡套式管接头标准为《ISO-8434-1-液压传动和一般用途的金属管接头-第1部分:24°锥形接头》[4],应用美国 PTC 公司功能强大的 Creo2.0软件提供的三维配管软件模块中进行集中虚拟配管设计.这种新型的配管方式在国内大功率内燃交流传动调车机车机车上应用尚属首次.
2 卡套式管接头选择
2.1 卡套式管接头标准
自20世纪30年代初,埃米托(ERMETO)在德国发明卡套式管接头以来,卡套式管接头以其特有的装配方便,而广受欢迎,经过半个多世纪的发展,卡套式管接头是世界上使用最为广泛的一种管接头.卡套式管接头现行国际标准为ISO8434-1:2007.在此标准中,规定了卡套式和DKO两种规格的管接头形式[4]
2.2 卡套式管接头压力等级分类
卡套式管接头是为公制管子设计的,历史上曾经依照德国标准DIN861,DIN3859,DIN2353,现在这些标准应经被国际标准ISO8434所取代.EO管接头以体积小,压力等级高而著称,分为3个等级,如表1所示.
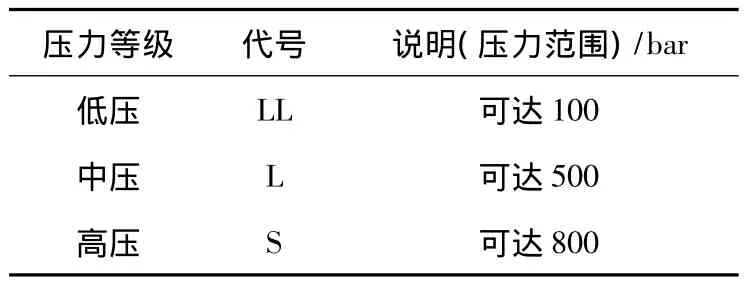
表1 EO管接头压力等级分类[4]
2.3 接头形式选择
本文采用的新型管接头为Parker公司的产品,主要有以下三种接头形式:EO-Plus、EO2-Plus,EO2-FORM三种形式.我们采用了EO-Plus卡套式管接头,此卡套符合标准ISO8434-1,其中卡套是其核心部分,保证了其独特简单而且容易安装的特性.EO-Plus接头减少了在高压下管路系统的泄露,这个性能是由卡套在受控条件下切入钢管而实现的.更好的耐腐蚀性、耐压性能,具有EO-LUB滑工艺,装配力矩减少25%,装配更安全且具有过拧紧保护.
2.4 管接头的组成及选择
接头主要包括接头体、接头螺母、卡套和密封材料.接头体的材料可以为碳钢、不锈钢或者铜合金等,接头体材质要符合相关环境要求,并且与所传输流体相匹配,提供有效连接.接头螺母材质应该与相应的接头体材质相匹配,如果接头体材质为碳钢、接头螺母应该为碳钢材质;如果接头体材质为不锈钢,则接头螺母也应该为不锈钢材质.卡套选择时也要传输流体材质相适应,并能提供有效地连接,对于卡套式密封的管接头来说,卡套质量的好坏对配管系统起决定作用.卡套的材质与管接头和钢管的材质必须匹配,对于碳钢材质卡套,必须要跟碳钢的管接头和钢管相匹配,对于不锈钢材质的卡套,也要与管接头和管子一致.对于有O型圈密封的的管接头来说,O型圈的选择也要倍加关注.O型圈除了要满足ISO 8434-1规定的相关的压力、温度要求外,对于材质、硬度和尺寸也要符合标准,标准规定,材质为NBR,硬度为90±5IRHD,依照ISO 48标准进行测量.材质质量验收标准符合ISO3601-3的N级标准.
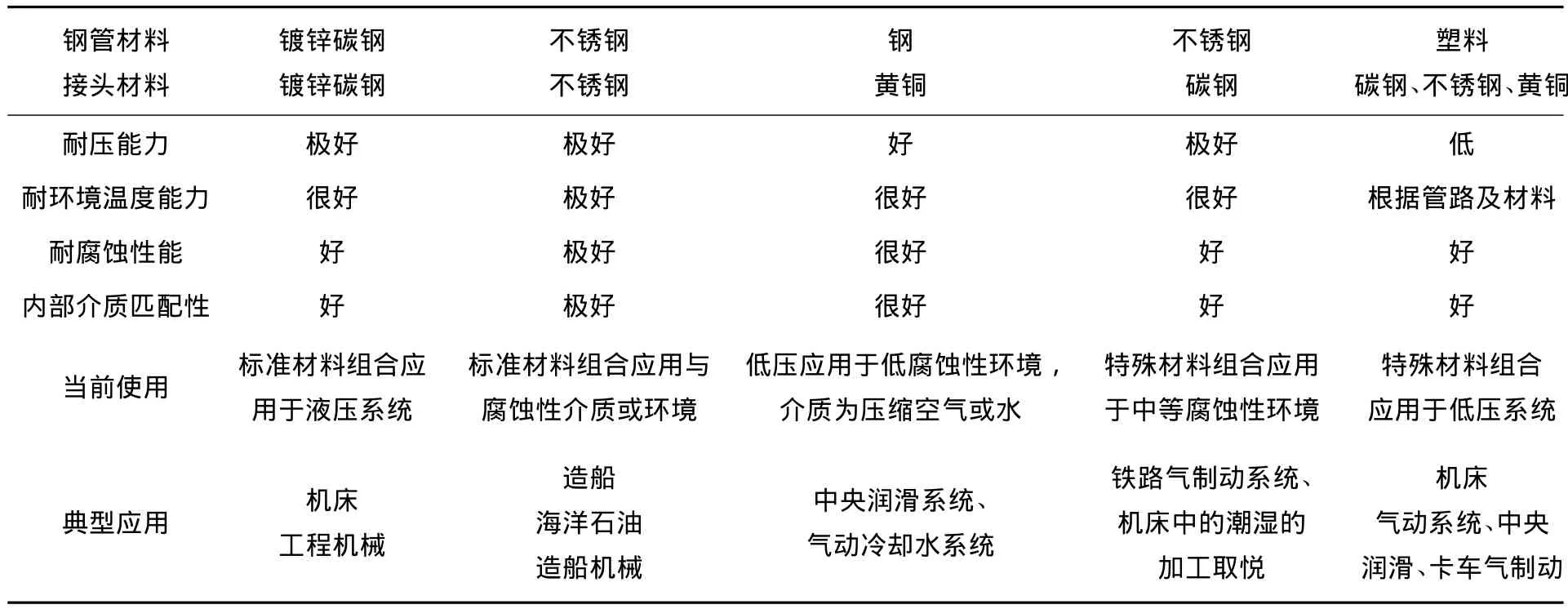
表2 接头材料性能选择
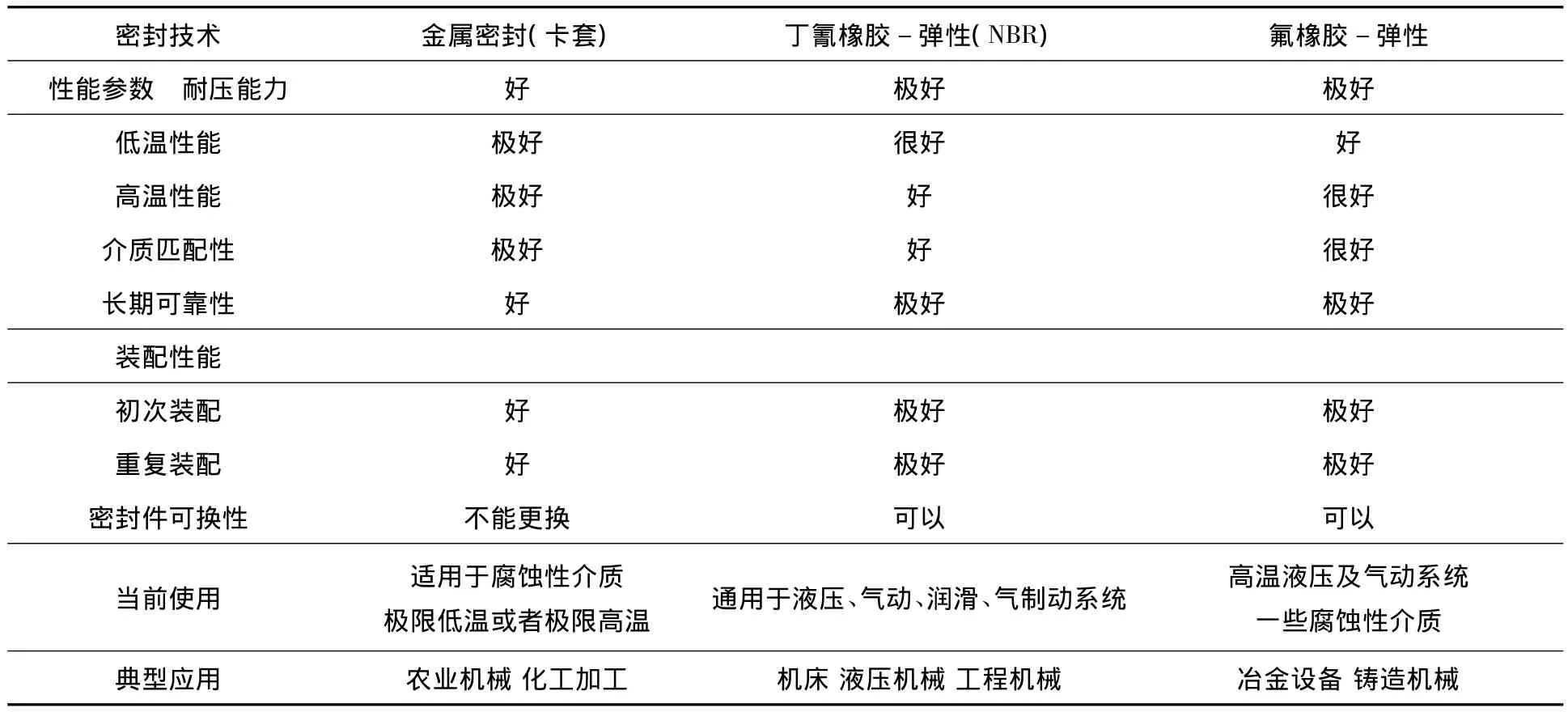
表3 密封材料的选择
设计过程中,钢管材料和接头体材料均选用不锈钢管,它们的组合具有很好的耐环境能力和耐腐蚀性,与金属卡套装配在一起,具有很好的耐压能力,低温性能、高温性能和介质匹配性极好,装配操作简单.具体对比见表2和表3所示.
3 虚拟集中配管的实现
3.1 整体要求
基于功能强大的Creo2.0三维仿真软件和成熟可靠地卡套式配管系统,对4400马力调车机车机车转向架进行集中配管.集中配管需要对转向架整体结构有整体的把握和了解,弄清楚转向架各安装座位置及空间尺寸,对管路的走向有一个总体的把握.并确定与车上其他系统,如电气,制动和车体的接口位置等.只有前期对各项准备工作做足,才可能保证在虚拟配管及实际配管过程中,最低限度的降低返工,提高一次通过率,节省生产成本,提高生产效率.
3.2 配管系统
4400马力干线货运机车转向架集中配管主要由制动管路、弹停管路和轮缘润滑管路三套系统和相应连接制动缸、弹停缸及轮缘润滑执行装置的扣压胶管组成,此外还有用以固定管路系统的管夹、导轨及各种安装座等.制动管路系统采用直径为Φ18 mm的不锈钢管,弹停管路和轮缘润滑系统采用Φ12 mm的不锈钢管,与制动缸、弹停缸和轮缘润滑喷头连接的软管采用不锈钢编织网包覆的扣压胶管.
虚拟配管时,首先在配管模块中建立个管道管线,建立线栈和管道实体,然后在相应的部位添加各种ISO8434卡套式管接头.在与制动风缸、弹停风缸和轮缘润滑相连接的部位,利用挠性管创建技术,建立扣压胶管的三维实体.建立完成的三维集中配管如图1~图4所示.图1所示为转向架构架侧面的管路走向情况.
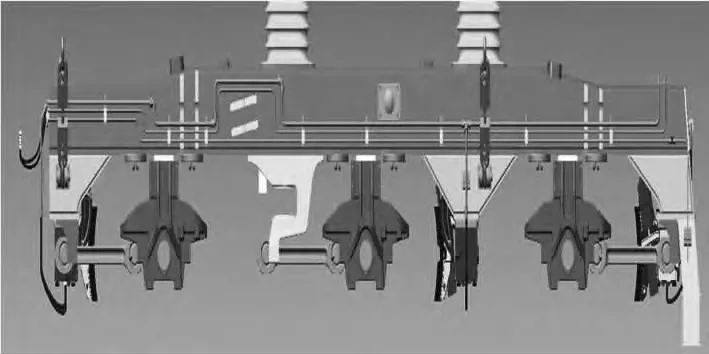
图1 基于creo2.0的转向架虚拟配管设计(主视图)
图2所示为转向架构架端部管路布置情况.制动管路与车上接口处采用Φ18 mm的三通接头,弹停管路与轮缘润滑管路与车上接口处采用Φ12 mm的三通接头.图3所示为隐去转向架构架后,转向架整套管路系统的三维结构.图4所示为隐去转向架构架后,管路系统的局部的三维结构.
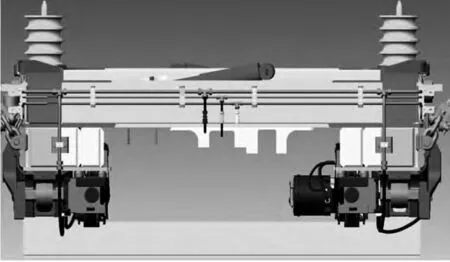
图2 基于creo2.0的转向架虚拟配管设计(端部)

图3 去除转向架构架的虚拟配管视图(整套)
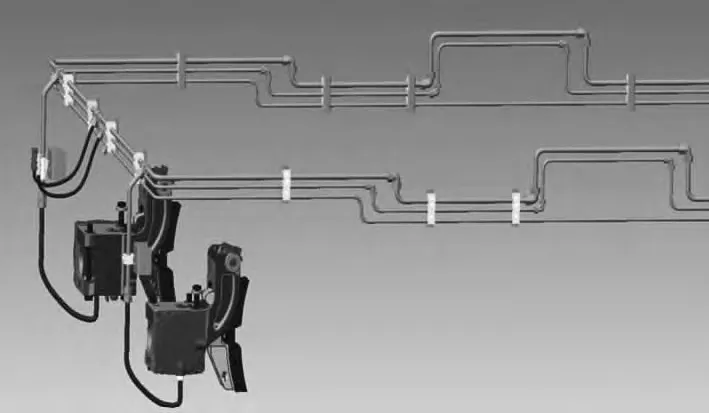
图4 去除转向架构架的虚拟配管视图(局部)
4 集中虚拟配管在生产中的实现
在基于三维虚拟配管模块完成配管设计后,依照三维模型,出二维图纸并依据二维图纸进行实际配管.由于前期准备工作充足以及三维虚拟设计的优异的准确性,车间在按照三维集中配管出的二维图纸时,没有对图纸做任何改动,一次成功.与原来仅仅采用二维示意图相比,提高了准确性和可操作,避免了以往的反复修改,反复出图等不准确行为,大大提高了配管的工作效率和准确度,为工厂节省大量时间和资金.在4400马力机车实际生产中进行配管,按照相应的国家标准,进行了气密性试验,也通过了铁道部驻厂验收室的验收.首批两台机车已经出厂,投入运营试验和考核过程中.截至目前,机车转向架运行状况良好,转向架常用、紧急和弹停制动动作良好,撒砂和轮缘润滑功能优良.通过实际生产验证,充分说明了基于Creo2.0虚拟三维配管设计在机车转向架配管中是非常有效地一种手段,具有以往设计软件和设计方法不可比拟的优点,不但快捷,而且经济可靠。同时也说明,新型可靠的卡套式配管在内燃机车上的应用是成功的.
5 结论
(1)在Creo2.0三维虚拟设计软件对铁道部立项的4400马力交流传动调车内燃机车转向架配管进行三维虚拟设计是成功可行的,具有优越性;
(2)首次采用集中配管方式,并将国外成熟的卡套式接头配管应用于国内内燃机车上,做了一次全新尝试;
(3)转向架的虚拟配管设计以及无纸化设计是必然发展的趋势.
[1]中华人民共和国铁道部.TB/T 776-2005机车车辆螺纹管接头 -球接头[S].北京:中国铁道出版社,2005:1-3.
[2]中华人民共和国铁道部.TB/T 777-2005机车车辆螺纹管接头-接头螺母[S].北京:中国铁道出版社,2005:1-3.
[3]中华人民共和国铁道部.TB/T 778-2005机车车辆用螺纹管接头-技术条件[S].北京:中国铁道出版社,2005:1-3.
[4]ISO 8434-1-2007.metallic tube connections for fluid power and general use-part 1:24°cone connectors[S].Switzerland:ISO,2007:1-33.
[5]刘家仓.三维管道设计系统的研究与开发[D].大连:大连理工大学,2005.
[6]苏灿鹏.重机产品的配管设计[J].重型机械科技,2000(2):21-25.
猜你喜欢
中国特种设备安全(2019年5期)2019-07-16 08:51:54
经济技术协作信息(2018年15期)2019-01-23 07:05:30
汽车实用技术(2018年18期)2018-09-26 07:54:02
大陆桥视野·下(2017年12期)2017-11-29 19:12:05
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:30
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:30
产业与科技论坛(2015年18期)2015-01-23 08:40:28
化工管理(2014年26期)2014-08-15 00:51:32
河南科技(2014年7期)2014-02-27 14:11:22
河南科技(2014年12期)2014-02-27 14:10:38
