
物探船液压系统无焊接连接工艺研究
2015-01-23 08:40秦光耀郭向东刘士伟孔海涛
产业与科技论坛 2015年18期
□秦光耀 郭向东 刘士伟 孔海涛
一、卡套式无焊接连接的发展过程
卡套接头又被称为“EO”接头,按其发展历程来看,可以归纳为以下几类:
(一)EO 接头。即EO 一代,渐进式卡套接头,见图1。图中白色即为渐进式卡套,它的切削刃沿着轴线方向,随着螺母的拧紧,这种完全由管接头的几何形状决定的运动将使卡套的切削刃咬入管子的表面,从而实现密封,是最早的无焊接连接工艺,由德国人Ermeto 在20 世纪30年代设计的。之后有些公司对其进行细微的改动,有的被称为“EO plus”等,但都属于第一代产品。这类接头能承受的压力不高,100Bar 左右,而且安装时对工人的要求高,卡套的咬合经常不理想,需要经常维护。
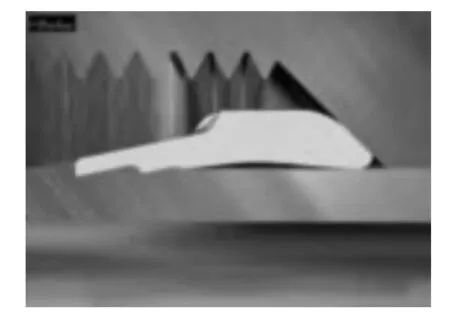
图1 ED 接头
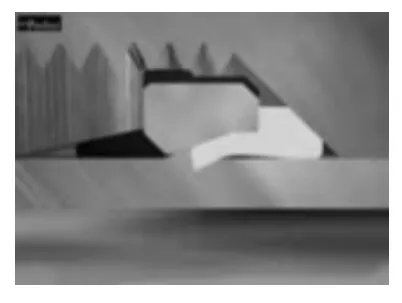
图2 EO2 接头
(二)EO2 接头。即EO 二代卡套接头,图2 即为EO2 接头。可见,与EO 接头相比,设计人员将原本一个整体的卡套分为两个组成部分,右侧白色部分仍然起到切削刃的作用,咬入管子的表面;左侧部分单独起到密封的效果,两部分采用不同的材质,其物理性质也不同,左侧密封部分强度大,右侧切削刃部分则能在挤压下变形。通过对原卡套不同功能部分的分割和新材料、新工艺的采用,EO2 卡套接头相比EO接头性能上有几大的提高,能够承受210Bar、420Bar 甚至有些公司的此类接头能承受500Bar 或更高的压力。这种EO2连接形式对安装人员的要求相比EO 接头低了很多,一次安装成功后泄露的概率也很低,非常受欢迎。
(三)EO2 FORM 接头。近年来又有一种颠覆性的改进,被称为“EO2 FORM”卡套接头,虽然仍为EO2 系列,但个人认为它已经称得上“EO3”了,因为与EO 和EO2 在卡套上做文章不同,它直接在管子上做文章,通过挤压管子末端(预成型)达到卡套的部分功能,是一种跨越式的创新,如图3 所示。

图3 EO2 FORM 接头
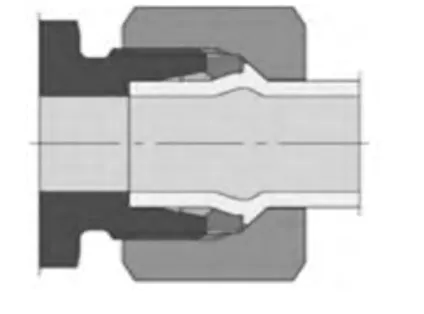
图4 PAKER 公司的EO2 FORM 接头
图4 美国厂商PAKER 设计的EO2FORM 卡套接头,这种接头相当于把EO2 形式的切削刃部分直接通过挤压管子末端来代替,从而省掉了切削刃咬入管壁的过程,使安装过程更快,且由于管壁被挤压后没有改变其物理属性,所以其强度不变,而且不用担心安装时切削刃咬入量在圆周范围内有变化,保证上紧螺母时拧紧力矩可控。不过这种接头虽然安装方便、可靠且难度低,但最大的缺点就是管端挤压成型必须要用到专用管端预成型设备WALFORM 机,如PAKER 的The EO2 -FORM F3 machine。不过,虽然有很多公司都掌握此种EO2FORM 技术,但各个公司在技术细节上还是不同的,管端挤压后的形状也各异,但原理普遍一致。图5 是HANSA-FLEX 的EO2FORM 接头,可以与PAKER 的作一下对比。

图5 HANSA-FLEX 的EO2 FORM 接头
二、卡套接头的功能及其演变过程
虽然卡套形式种类繁多,但追根究底所有卡套实现无焊接和密封的原理都是一样的,没有不同;而各种形式的卡套都是从最初的EO 卡套演变而来,掌握了EO 卡套的原理,就等于掌握了所有卡套的原理,所以现在从最原始的EO 卡套入手,分析卡套的功能是如何实现及如何演变的。图6、图7请看以下两图,分别为卡套拧紧前和拧紧后的剖面图。

图6 拧紧前的剖面图
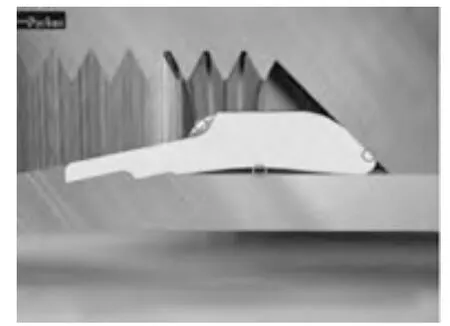
图7 拧紧后的剖面图
从两张图中完全可以看出卡套功能实现的过程:
A.B 两点即为切削刃,拧紧后咬入管壁,C 处接触面积大,相当于限位功能,控制A、B 点的咬入量;D 处则是中间接头体和卡套间的限位,可以防止螺母过度拧紧;A 点咬入后会迫使F 处管壁材料填充原本的空隙,起到密封的效果;当拧紧后E 面紧贴螺母,G 处可以看出明显的弯曲,形成弧度,此处的“弧度”对于卡套至关重要,它相当于一个弹簧,可以吸收高压带来的振动,EO 卡套的原理就是这样。但它的显著缺点是:虽然可以通过拧紧螺母的圈数来控制总压入量S,S=S1(卡套与接头体间的位移量)+S2(卡套与管壁间的咬入量);但S1 和S2 各自的压入量因装配和材料精度问题无法各自精确控制,所以容易导致装配效果差,易泄漏。
因此,为了提高卡套能承受的压力及振动,同时有效控制压入量,EO2 将EO 的整体式卡套分成了两个部分,将密封部分与咬入部分一分为二,见图8。
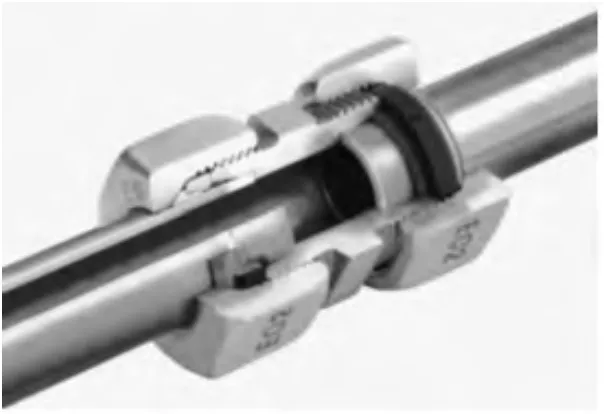
图8 EO2
图9 为PAKER 公司的EO2 卡套接头,A 处为密封部分,硬度大,代替了EO 卡套上的D 点,与中间体直接接触进行限位;取消了G 处的弯曲弧度,用B 处弹性部分吸收振动;切削刃由2 个变为1 个,而且由于取消了弯曲弧度部分,整个拧紧过程只有切削刃部分有位移,安装过程简单可控,施工难度进一步降低,且一次拧紧后泄漏的概率也很小。EO2 形式的卡套承受的压力已经远远超过EO 卡套,可达到210Bar、420Bar。不过EO2 卡套还是有一个从EO 卡套时期就有的缺点:就是切削刃部分在轴向方向上还是有可能偏移,影响咬入的效果。所以,为了解决这个问题,设计人员做了改动:将切削刃取消,直接利用专用设备挤压管壁末端形成凸肩,代替EO 中的切削刃;若以图,PAKER EO2 为例来看,即省略了其中的retaining ring,请参看图4。如此一来,再也不用担心卡套在拧紧过程中轴向偏移,从而进一步降低了装配难度,提高了装配精度。这种EO2 FORM 也是上海船厂到目前为止用过的最先进的无焊接卡套连接工艺。
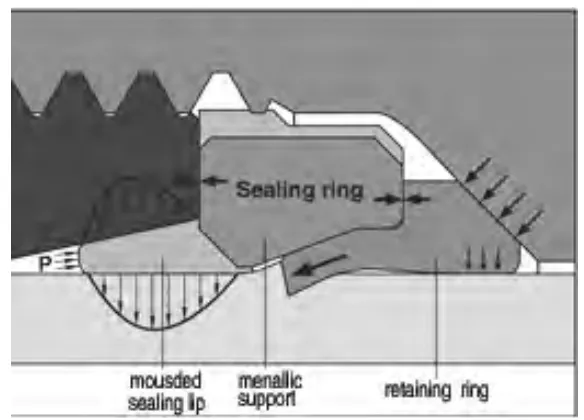
图9 PAKER 公司的EO2 卡套接头
很多厂家都有EO2 FORM 技术,但各厂家在细微之处还是有不同,例如德国HANSA -FLEX 的EO2 FORM 接头,与PAKER 公司的产品相比,更大胆地往前迈出了一步:进一步取消了密封环(即EO2 图中的sealing ring),仍用挤压管壁代替。安装时只需要安装绿色的弹性密封圈,安装过程简单到了极致。而且实践证明,安全可靠。可承受的压力也完全与EO2 相当。而EO2 FORM 卡套形式的唯一不足就是必须使用专用WALFORM 机器。

图10 HANSA-FLEX 的EO2 FORM 接头
三、EO 卡套接头的未来
最新的EO2FORM 相比EO2 已经有了很大的改进,但各大公司并没有把它称作EO3,而像PAKER 这样的技术领先的公司已经研发出了EO3 卡套接头,但目前并没有引入中国,现在也还不知道EO3 在哪些方面有了改进。目前为止,上海船厂船舶有限公司所建造的数艘物探船从EO 一直到EO2FORM 都用过,船厂、船东和设备商最认可的也是最新的EO2FORM,未来建造的物探液压系统会不会用到更新的卡套工艺技术,让我们拭目以待。

图11 PAKER 公司EO3 接头
猜你喜欢
计算机测量与控制(2017年6期)2017-07-01
诗潮(2017年2期)2017-03-16
中学生数理化·高一版(2016年4期)2016-11-19
作文周刊·小学一年级版(2016年5期)2016-08-11
Coco薇(2016年7期)2016-06-28
中国塑料(2016年12期)2016-06-15
中国塑料(2015年12期)2015-10-16
小天使·二年级语数英综合(2015年4期)2015-04-20
幼儿智力世界(2014年5期)2014-06-18
中国医学科学院学报(2013年3期)2013-03-11
