琴弓的自动生产系统*
2014-02-10 07:41王佳庆
机电工程技术 2014年11期
彭 芳,王佳庆,刘 俊
(苏州工业园区职业技术学院机电工程系,江苏苏州 215123)
琴弓的自动生产系统*
彭 芳,王佳庆,刘 俊
(苏州工业园区职业技术学院机电工程系,江苏苏州 215123)
琴弓是弦乐器的一部分,用来令琴弦振动发出声音。目前琴弓主要以半手工半机械的生产方式来生产。若以自动化生产系统来代替手工制作将会大大降低生产成本,提高生产效率,并且有效地减少仓库材料的积压,降低生产损耗。对琴弓的自动化生产系统进行了完整的设计,对控制系统的硬件结构和传动控制方案进行了研究,利用顺序编程实现琴弓自动化生产系统的控制要求。最后完成了整个输送及生产部分的任务。
琴弓;自动生产系统;PLC
0 引言
琴弓是弦乐器(如小提琴)的主要组成部分。好的小提琴一定要配一根好的琴弓,这样小提琴才能发挥其良好的的音效能,使发出的声音更加优美。就算是同一演奏者和同一把小提琴,由于琴弓的不一样,其发出的音效效果也不相同,足以见得琴弓占据的地位。
琴弓主要由马尾、马尾库、弓尾、弓头、弓杆、调节螺丝组成。马尾是琴弓的重要组成部分,琴弓通过马尾摩擦琴弦而发音。马尾库连接着弓尾,马尾的一端嵌在弓毛库的榫眼中。在马尾库靠近马尾的一面,拧入调节螺丝的螺母。弓尾又叫弓根,是弓杆的尾端,它连接着马尾库和调节螺丝。弓头是弓杆的尖端、琴弓的头部,弓毛的一端就用小木塞嵌在弓头的榫眼中。在弓头木的表面,胶有弓头片,它具有防止弓头木开裂和装饰的作用。弓杆是一根长而圆(或八方形)的木杆,为琴弓的主要部件。调节螺丝起调节马尾松紧的作用,又叫弓尾螺丝。琴弓的结构示意图如图1所示。
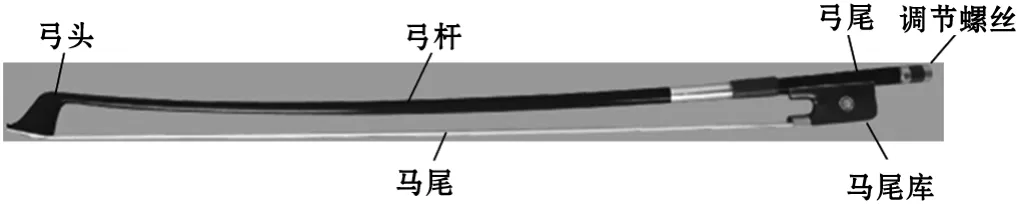
图1 琴弓结构示意图
一支琴弓的制作需要多道严格的工序,要控制好制弓木材性能、马尾的质地这两道关,还要注意弓身的线条、弓头的造型、平衡点的位置[1]。目前琴弓的生产多以半手工半机械为生产方式,生产一根琴弓时间较长,以自动化来代替前期制作会大大降低生产成本,节省人力。而本课题主要研究的就是琴弓自动化生产的控制系统设计。
设计自动化生产系统可以降低成本,简化加工的工序,提高生产效率。
1 系统设计
整个系统由现场设备、下位机以及上位机三大设备组成。下位机由controlLogix控制系统组成。罗克韦尔公司的PLC一ControILogix5561为中心,它是高度模块化结构的,可以灵活扩展和组合的控制器,其处理器和各个模块之间是通过背板总线完成组态的,各模块可以方便插在背板上面操作简便、可维护性强。上位机为PC机,远程实时监控现场设备[2]。
现场设备为自动生产线系统。琴弓的自动化生产线工作示意图如图2所示。将铣好的弓子坯料放在卡槽上通过传送带输送到弓身加工模块,对弓身进行绕丝贴羊皮。然后将其输送到弓头加工模块,用胶水将弓头片贴在弓尖上,继续运送到打磨机位置进行弓头打磨,然后运送到打孔机位置在弓头上打出圆孔,并且在弓尾打出安装调节螺丝的螺丝孔和安装马尾库用的长方孔。然后通过传送带将其运送到装配模块,将马尾的一端沾上乳胶并塞入弓头上打好的圆孔,并且塞入木塞压紧至孔内,马尾的另一端已经装在马尾库里,将马尾库安装在弓尾的长方孔上并安装调节螺丝。安装好后通过搬运模块将琴弓搬运到传送带上等待的卡槽盒中(装货区),卡槽盒装满后挡板下降卡槽盒传送到卸货区,等待工人精加工。
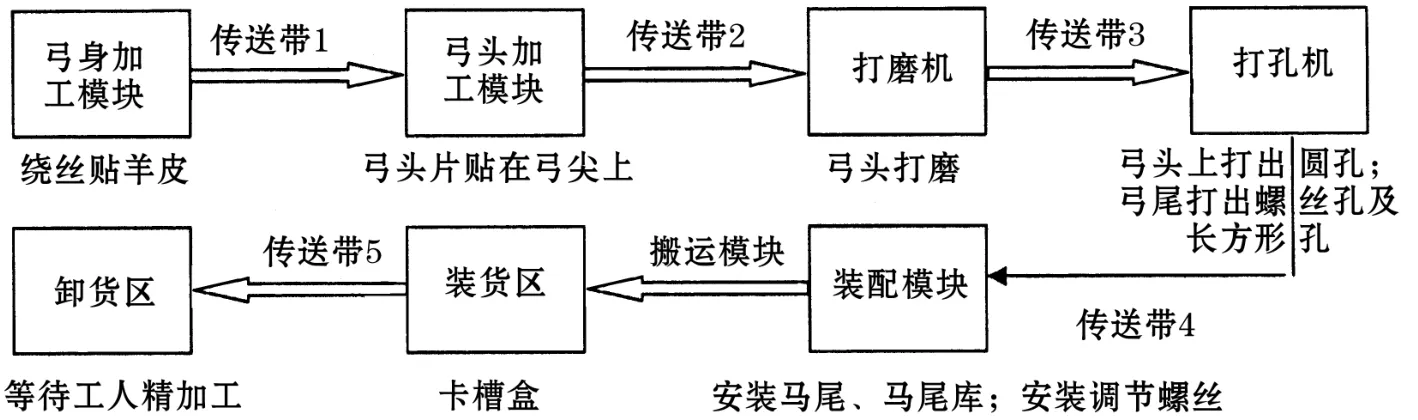
图2 自动化生产线工作示意图
2 自动化生产线各模块的实现
2.1 弓身加工模块
剪切好的羊皮卷(宽度为25毫米)在卷轴上,用电机驱动卷轴旋转,电动机的运动控制由变频器实现。当羊皮从卷轴上打开时,羊皮上侧会自动涂抹上胶水,然后通过旋转缠绕到琴杆上,缠绕完成后,会有烧热的工具熨烫羊皮接缝处,使其平整。羊皮的张力由张力调节杆来感应张力变化情况,给出调节信号到变频器。
2.2 弓头加工模块及打磨机
经传送带把上一模块加工后的琴弓传送到这里,首先在弓头上沾胶,然后吸盘吸取弓头片将其黏结在弓头上。弓头打磨,用打磨机磨出弓头的大致形状。
2.3 打孔机
该打孔机有三个工位,第一个工位是用钻头在弓头上打出圆孔;其后第二个工位用机器打出弓子尾部安装调节螺丝的孔;第三个工位铣出安装马尾库的长方形孔。
2.4 装配模块
装配模块是由机械装置和控制装置构成,其中机械部分主要是使用气动执行机构来完成动作,通常包括四个部分∶料仓换位部件、上下摇臂部件、真空吸盘搬运机械手、工件推出部件。控制部件包括:开关电源、可编程序控制器、操作面板等组成。
工件装配装置主要任务是将马尾的一端沾上乳胶并塞入弓头上打好的圆孔,并且塞入木塞压紧至孔内,马尾的另一端已经装在马尾库里,将马尾库安装在弓尾的长方孔上并安装调节螺丝。打好孔的弓杆由前一工作站送来,马尾、木塞、马尾库及螺丝为本站提供。首先装配模块接收到从前一站传送过来的弓杆,把当前弓杆固定到装配工位上,使弓头的圆孔处于待装配A位置,弓尾的长方形孔及螺丝孔位于待装配的B位置。料仓中存储马尾,马尾推出气缸伸出将料仓中的马尾推出,对准弓身弓头的圆孔,塞入该圆孔中;木塞推出气缸伸出,旋转手臂的真空吸盘吸住木塞;旋转手臂向装配工位回转,木塞塞入装配工位上弓身的圆孔中;完成装配后,真空旋转手臂在摇臂气缸的作用下复位;马尾库及螺丝也通过类似方法装配到弓杆上,从而完成一次工件装配工作。
2.5 搬运模块
该搬运模块应用气压传动,具有不污染环境、动作灵活迅速、操作维修简便、使用方便、适于在恶劣环境下工作以及工作安全可靠等优点,该模块是由基座及手臂等部分组成,各部分又通过相应的气缸来实现预定动作。磁场式传感器用于检测传送装置的各个气缸的两个极端位置,真空吸盘的放气与吸气由压差开关进行检测。整个控制系统由气动执行元件、电磁换向阀、传感器和PLC等部分组成[3-4]。
搬运模块的气动控制系统是由气动三联体、各气缸和真空发生器的控制阀以及气源组成顺序动作回路。其气动控制原理如图3所示。气源出来的气体经过气动三联体减压、润滑、过滤处理后,通过相应的电磁换向阀来驱动各气动执行元件,实现预定动作。其中直线气缸、升降气缸、摆动气缸是通过各自的三位五通或两位五通双控电磁阀来控制,使各气缸能够停止在预先设定的位置上。
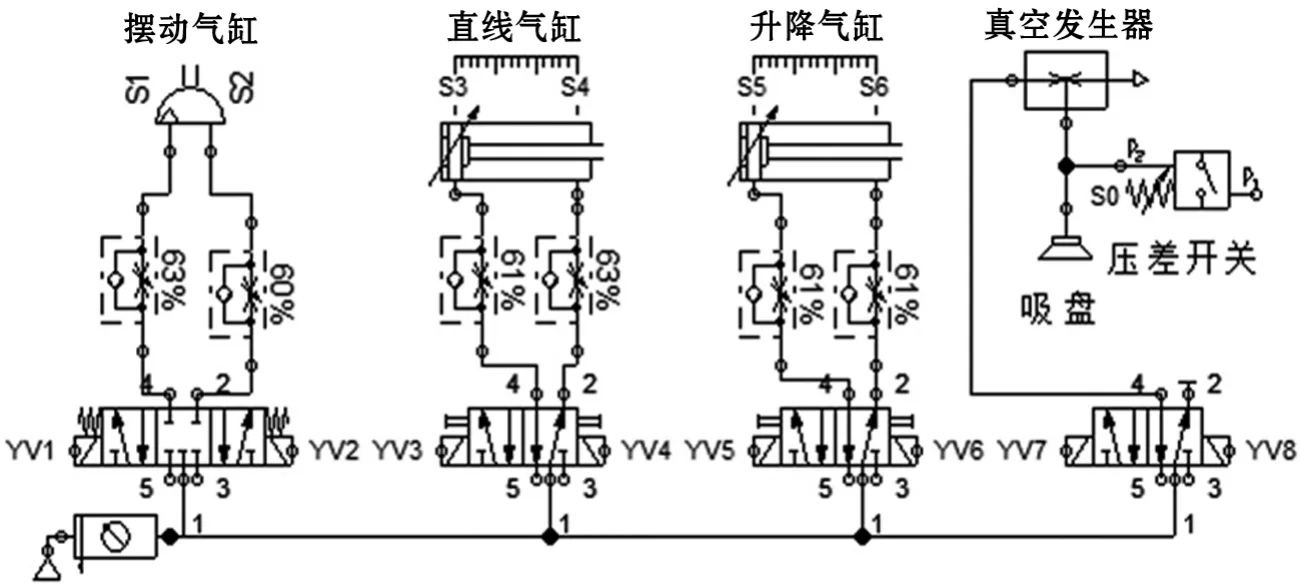
图3 搬运模块气动回路图
搬运模块PLC的程序设计系统流程图如图4所示。PC通过通讯口将程序传送给PLC,PLC检测和接受各种按钮开关与传感器信号,运行程序,通过输出点输出的DC0V电源控制电磁换向阀的失电与得电,实现换向,从而接通气路通道对气动执行元件进行控制。
2.6 传送系统模块
在该自动化生产系统中,每个加工模块之间多处使用传送带进行传输,在此设计中的传送带需要满足以下功能。传送带整体是一个回路,即:从头传送出的卡槽最后会回到起始位置。
传送模块由分开的几条传送带组成;下一个模块没运作完成时,前面一段传送带挡板升起阻止后方的卡槽;卡槽在传送带上运作时有限位保护;整个传送系统有一部分出现故障时,全部的传送带全部停止运行;整个传送系统必须设置急停按钮,以防发生意外。
在选择传送带的驱动电机时,假设过大地选择电动机功率,“大马拉小车”的现象就会发生。电机的输出机械功率得不到充分的使用,而且效率及功率因数都不会高,这种情况将对电网及用户都不好。同时也会造成电能的浪费。正确选择电动机的功率,需要经过比较和计算。在这里选择三相异步电动机,型号为51K40GN-Y,规格为AC220/ 380V,200W,0.45A,1450r/ min,50/60Hz。
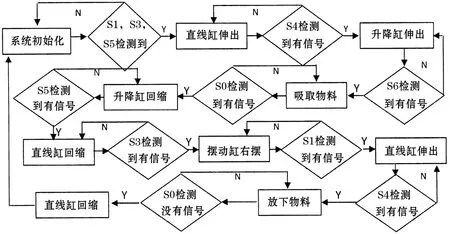
图4 搬运模块PLC的程序设计系统流程图
在该自动化生产线中,有很多地方用到传感器来完成检测操作,主要是反射式光电传感器和磁感应传感器。反射式光电传感器检测传送带上的卡槽和卡盒,检测卡槽上的琴弓。磁感应传感器检测气缸的伸出和回缩是否到位。
2.7 其他辅助模块
在整个自动生产线中,进行打磨和开孔的时候会产生木屑,堆积多了会影响生产线工作,所以在打磨弓尖模块、弓尖开孔模块、调教螺丝开孔模块、马尾库开槽模块处安装吸尘器,以降低木屑对生产的影响。
整个生产线运作的时候会产生较大的噪音和震动,所以在每个单元的支架下安装海绵,以降低生产线运作时产生的震动和噪音。
3 结束语
通过系统设计及各个模块的具体实现,本文设计实现了琴弓自动生产线。在实际应用中将会降低生产成本,提高生产效率,并且有效地减少仓库材料的积压,降低生产损耗。实践证明琴弓自动化生产线具有很大的应用价值和发展前景。
[1]吴昌红.渭塘琴弓拉响在世界舞台[N].新华日报,2007.8。
[2]高凌云.基于PLC的气动自动生产线的研究[M].成都:西南石油大学,2011.
[3]于洋,陈乃建,徐霞.基于PLC的气动炸药搬运机械手研制[J].北京:人民邮电出版社,2010.
[4]彭芳,施长浩,钟炜.基于PLC的气动吸盘式物料传送装置[J].机电工程,2009(10):109-110.
Automatic Production System of the Bow
PENG Fang,WANG Jia-qing,LIU Jun
(Department of Electrmechical,Suzhou Industrial Park Institute of Vocational Technology,Suzhou215123,China)
The bow is a part of the stringed instrument,which is used to make the string vibrate to produce the sound.At present,the bow is made mainly in the way of half manual and half mechanical production.If using the automatic production system to replace handmade,it will reduce the cost remarkably and improve production efficiency.At the same time it will reduce the backlog of warehouse material and the production waste.In this paper,it introduces the bow’s automatic manufacturing system,and researches on the hardware structure and control scheme of the system,meets the requirements for the blow automatic manufacturing system through sequential programming technology,fulfils all the tasks of transportation and production.
bow;automatic manufacturing system;PLC
TP29
:A
:1009-9492(2014)11-0089-04
10.3969/j.issn.1009-9492.2014.11.025
彭 芳,女,1981年生,四川广安人,硕士研究生,工程师/讲师。研究领域:机电一体化。
王佳庆,男,1976年生,江苏苏州人,硕士研究生,高级工程师/副教授。
(编辑:向 飞)
*江苏省高级访问工程师项目(编号:2013FG053)
2014-09-29
猜你喜欢
轻音乐(2022年11期)2022-11-22
煤矿机电(2020年4期)2020-08-28
音乐爱好者(2020年4期)2020-05-21
文萃报·周二版(2018年51期)2018-08-04
机械工程师(2018年4期)2018-05-16
藏天下(2017年1期)2017-09-03
时代农机(2016年10期)2016-11-22
小朋友·快乐手工(2016年4期)2016-11-19
中国音乐教育(2016年6期)2016-05-17
中国中医药现代远程教育(2014年21期)2014-03-01