
5000t/d熟料水泥生产线改造实例
2014-02-08 04:18刘先成解际强宋卫华单绍仁
四川水泥 2014年2期
马 力 刘先成 解际强 宋卫华 单绍仁
(安阳中联水泥有限公司,河南 安阳 455133)

我公司 5000t/d新型干法熟料水泥生产线,运行中针对生产线存在的不足进行了改造,现介绍如下,以供与同行交流及探讨。
1 窑头罩上加设防雨罩
水泥厂窑头罩是窑与篦冷机之间的连接设备,其顶部混凝土夏季时常常脱落。分析认为,窑头罩露天使用,夏季下雨时窑头罩顶部靠近壳体部位的混凝土因雨淋而急冷收缩,远离壳体部位的混凝土温度基本不变,这样因混凝土热胀冷缩不一致而常常造成顶部混凝土脱落,导致窑头罩高温变形、烧损等事故。窑头罩受雨淋是造成顶部混凝土脱落的主要原因。
为解决以上问题,设计了窑头罩的防雨罩(见图1):在窑头平台以上的窑头罩壳体加强筋上面焊接立筋,立筋上焊接纵筋及横筋,纵筋及横筋上面满铺彩板。立筋、纵筋及横筋用矩形管60×40×2.5制作,彩板规格YX15-225-900。
窑头罩安装防雨罩后,雨水不能浇淋窑头罩,解决了窑头罩顶部混凝土脱落问题,保证了窑头罩的安全使用。
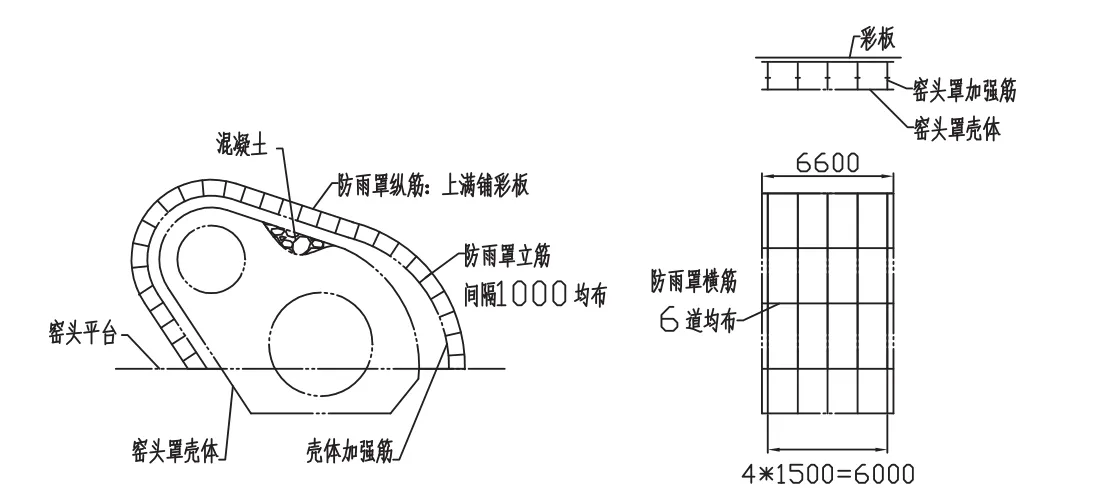
图1 防雨罩示意图
2 煤粉仓进料装置的改造
我公司煤粉仓进料装置示意图见图2。煤粉经FU拉链机、双向绞刀输送到2个煤粉仓中的一个煤粉仓,此仓满后双向绞刀改变转向,煤粉被送入另一个煤粉仓,绞刀依次循环换向工作。绞刀两端是滚动轴承,中间设有一组吊瓦。投产一年半时间,绞刀非传动端轴承损坏2次,中间吊瓦磨损更换4次,每次停磨期间均要检查维护绞刀,绞刀存在事故频发、维护维修工作量较大的弊端。分析认为,绞刀属于三点支撑,不易找正,造成绞刀转动时憋劲引起的附加力较大;煤粉进仓,每换一次仓,绞刀就要改变一次转向,绞刀频繁换向造成中间吊瓦固定螺栓容易松动。铰刀三点支撑及频繁换向是造成绞刀事故频发的原因。
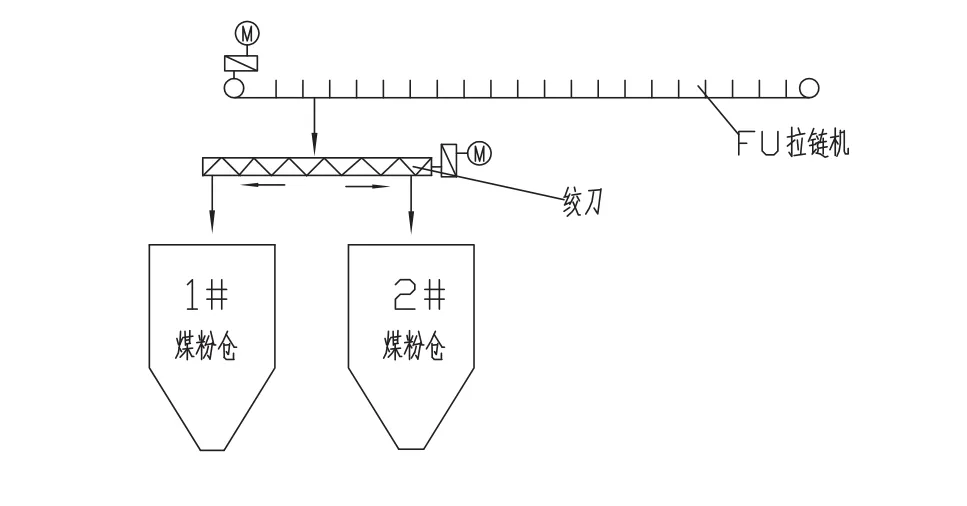
图2 煤粉仓进料装置示意图
根据以上分析的原因,我们对煤粉仓进料装置进行了改造,详见图3。保留FU拉链机,拆除绞刀及其支撑平台,在拉链机与煤粉仓之间安装电液动正三通阀进行下料。根据煤磨产量,结合正三通阀的输送能力及现场实际情况,选定正三通阀规格是500×500,角度50°。
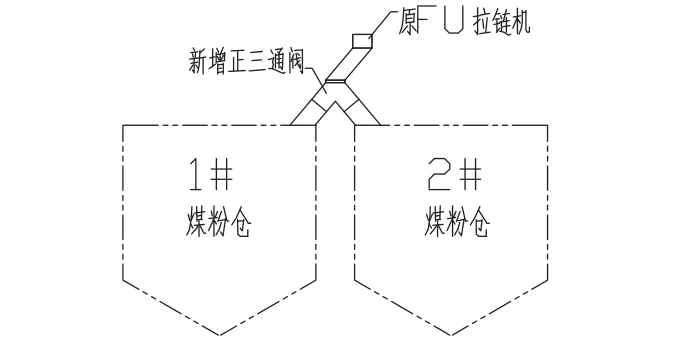
图3 煤粉仓进料装置改后示意图
双向绞刀改成三通阀后,煤粉仓的有效储存量、计量不受影响。经以上改造,一方面维护维修工作量大大减少,消除了对系统正常生产的影响;另一方面,省去1台7.5kW绞刀电机,一项小小改造一年节电也是相当可观。
3 提高水泥磨系统产量的改造措施
我公司水泥磨系统,采用带辊压机的双闭路粉磨系统,水泥磨设计产量160~180t/h。生产中水泥磨产量一直在120t/h左右,经过对辊压机系统的V型选粉机改造,水泥磨产量提高到187t/h。改造措施如下。
(1)辊压机系统V型选粉机的进料溜子加设4块均布板。改进前的进料溜子使物料在V型选粉机内不能形成与选粉机宽度等宽的料幕,严重影响料饼的打散及V型选粉机的选粉效率,进而造成水泥磨喂料不足,影响水泥磨产量的提高。根据现场实际,在V型选粉机进料溜子内部焊接4块均布板(见图4,均布板是不锈钢板),使物料在V型选粉机内部形成与选粉机宽度等宽的料幕并打散料饼,从而提高V型选粉机的选粉效果和产量。
(2)V型选粉机进风侧的最上面3块打散隔板用钢板封堵(见图5)。用钢板封堵后,使得风从其它的打散隔板通过,提高风的选粉效果,进而提高选粉机的产量。
通过以上改造措施,提高了V型选粉机的产量,从而保证有足够的物料喂入水泥磨进而提高磨机产量。
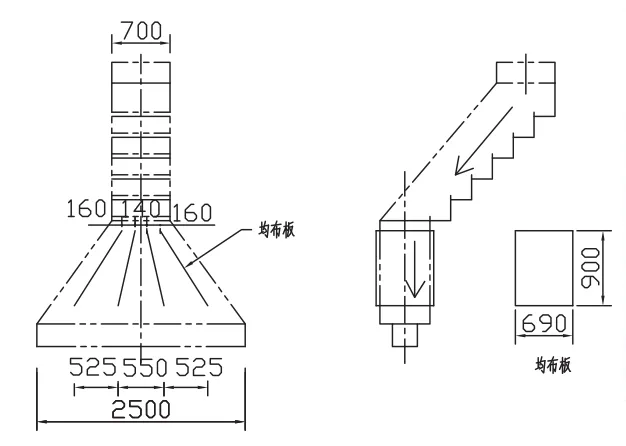
图4 V选均布板位置
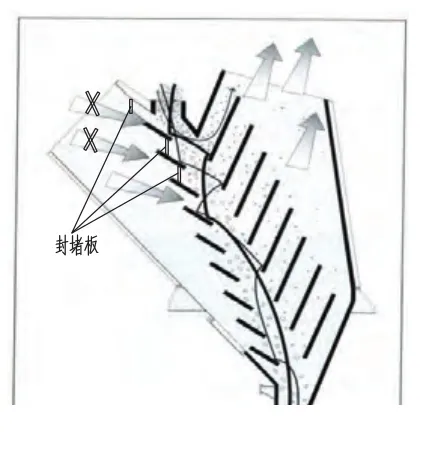
图5 打散隔板的封堵
4 黄土定量给料机进料溜子的改进
我公司黄土配料使用定量给料机计量,定量给料机投入使用后,存在以下问题:减速机外壳温度高达80℃,减速机内部有均匀的“咚咚”的异常响声;头轮轴及尾轮轴与轮毂焊缝开裂,补焊后运转一段时间焊缝再次开裂。分析认为,给料机进料溜子与皮带接触面积大,造成皮带运行阻力大且运转时皮带有轻微打滑现象,引起减速机发热和异常响声。
根据上述分析,对给料机进料溜子进行改进(见图6):将进料溜子的长度由2630减小为2000,宽度由660减小为500,使进料溜子与皮带的接触面积由 1.74m2减小为 1m2,从而减小皮带运行阻力。
经过以上改进使用至今1年有余,减速机温度40℃左右,运转声音正常。
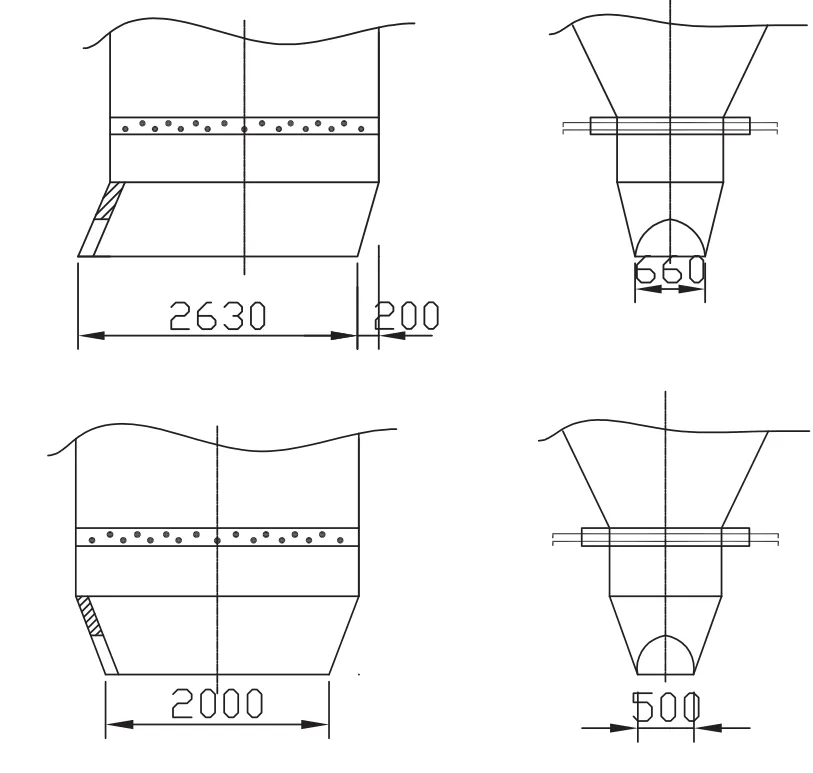
图6 给料机进料溜子改造前后示意图
猜你喜欢
矿山机械(2022年9期)2022-09-20
冶金动力(2021年5期)2021-11-19
水运工程(2020年12期)2020-12-23
导弹与航天运载技术(2019年5期)2019-11-12
装备制造技术(2019年1期)2019-04-22
机电工程技术(2018年11期)2018-12-03
中国港湾建设(2017年11期)2017-12-19
上海航天(2014年3期)2014-12-31
综合智慧能源(2013年2期)2013-04-24
船海工程(2013年5期)2013-01-11
