
固气热交换与固液热交换的水泥冷却方法之比较
2014-02-08 04:18郑用琦黎珀翔
四川水泥 2014年2期
郑用琦 黎珀翔
(1.武汉理工大学建材装备研发中心,武汉市 430072;2.武汉硅工技术研究所,武汉市 430072)
0 引 言
出磨水泥温度高对水泥质量的影响程度,及对终端用户造成的危害已众人皆知,并愈来愈多地受到水泥企业的高度关注,由此出现各种新老不同的水泥冷却方式和方法,它们无外乎是直接冷却和间接冷却两种类型,目前企业比较常见的磨内喷水冷却水泥方法属于直接冷却;间接冷却方式的有立筒螺旋式水泥冷却器、卧式螺旋水泥冷却器、热管斜槽式水泥冷却器、热管式和水管式流化床水泥冷却器等冷却方式,其中使用最早最多的是立筒螺旋式水泥冷却器,它是一种典型的以水作为冷却介质的间接的热交换过程,云浮水泥厂和珠江水泥厂曾先后购买过Polysius公司和F.L.Smidth公司的立式螺旋提升冷却器冷却出磨水泥,随后国内也出现模仿生产类似的冷却器投入使用,如:HTL立式螺旋提升水泥冷却器,VCC立筒式水泥冷却器。这种冷却器是一种以水作介质逆流运动原理下的间接热交换器。水泥磨内喷水直接冷却技术是固液之间热交换技术的一种,它早在八、九十年代国外企业就在应用。其余几种方式由于尚在研发阶段,大面积推广使用不多,故在此不逐一表述。
本文描述的固气热交换水泥冷却方法是一种直接冷却方式,它是以零下15~5℃的低温空气而非常见的水作为冷却介质,对水泥进行固气之间直接热交换的冷却方法,这是一种国内具有自主知识产权的全新的冷却方式。
1 固气热交换直接冷却方式的特点和机理
空气能量分离(器)技术是实现该水泥直接冷却方式的核心,其冷却机理是由空气能量分离器产生的一种零下15~5℃的低温空气与环境温度的空气混合,形成均衡适宜的亚低温空气后,进入到粉状物料的水泥颗粒周围,实现与其进行的固气热交换。
根据水泥生产工艺过程及设备的特点,空气输送斜槽是水泥生产企业使用最为普遍的输送设备,其设备构造与输送物料机理适宜采用该水泥直接冷却方法,是实现水泥直接冷却方式方法中性价比最高的方法之一。其冷却水泥的机理是:空气能量被分离后产生的低温气体与斜槽风机输出的常温空气一并送入斜槽下层的气箱内被混合均匀,形成适宜的亚低温空气后,再穿过斜槽透气层渗透到上面作流态化运动的水泥颗粒中,从而实现与水泥的热交换,达到直接冷却水泥的目的,这种冷却水泥方式可达到其它间接冷却方式无法实现的冷却效果。
2 固气与固液热交换方式方法的比较
将固气热交换直接冷却方式与常用的立筒螺旋式水泥冷却器间接冷却和磨内喷水直接冷却的固液热交换两种方法,就其性能特征及应用状况进行对比分析。
2.1 结构形式与冷却机理
立筒螺旋式水泥冷却器外形似圆桶状,由钢板制成的圆柱型壳体及上、下盖和进、出料口组成。早在七、八十年代F.L.Smidth公司就生产此类立筒螺旋式水泥冷却器,内部主要为类似于立窑中常用的双轴搅拌机的螺旋叶片构成;水泥从筒体底部沿筒体内壁提升至筒体顶部,通过筒壁实现与筒外冷却水的热交换;冷却水由独立的供水系统提供,包括水泵、冷却塔、循环水池和供水管路;冷却水从筒体顶部周围自上而下顺势流动形成的淋水墙,底部有集水槽。使用后的冷却水被收集并送回到水循环系统中,经冷却后循环使用。水泥从筒体底部的喂料口进入,由螺旋叶片沿筒体内壁提升至顶部的出料口,水泥在被提升的过程中,与筒内壁充分接触,将热量通过筒壁传递给筒壁外向的水墙上,水泥的冷却过程中与冷却水的运动方向是一种逆向运动,是一种连续不断间接的热交换过程。

水泥磨内喷水技术早在八、九十年代国外已应用,一般由密封水套、单向阀、减压阀、温度传感器、电动阀压力开关、调节器、润滑水泵、压缩空气、水泵、喷头等部件组成喷水系统。在出料端,水的喷注是由水泥温度进行控制的,进料端由挡水板的温度进行控制,水泥温度由磨机出料口或喷头附近的热电偶进行测量,信号放大后,与调节器中的可调基准信号进行比较,通过调节水阀开大或关小,直到水泥温度达到要求值为止,挡水板温度由磨机挡水板内的铂电阻管进行测量,通过调节器将此信号与一个可调的基准信号进行比较,也由调节器开大或关小,直到挡水板的温度达到所要求的值为止。
固气热交换直接冷却方式对出磨水泥的冷却是以压缩空气作为动力源,通过能量分离器产生的零下15~5℃低温气体作为热交换介质,在空气输送斜槽的输送过程中采用直接的热交换方式,以下简称斜槽式。能量分离器产生的低温气体被送到斜槽下层的气箱内,与斜槽风机送入气箱内的常温气体混合,形成亚低温的空气后,一并穿过斜槽透气层渗透到上面作流态化运动的水泥颗粒中,从而实现与水泥的直接热交换,达到快速冷却水泥的目的。
2.2 相关方面的综合比较
水泥冷却的效果是选择水泥冷却方式的主要方面,从表1综合对比表中可以看出,立筒螺旋式和斜槽式的冷却效果明显,温度下降幅度大,速度快,效率高,水泥温度110~130℃可下降30℃以上,其中斜槽式有时可达35℃以上,而磨内喷水方式的温度降低至15℃已是极限,若试图超过极限而加大喷水量将会引起糊磨和结块事故。
在系统的安全可靠性方面:立筒螺旋式水泥冷却器在开始使用的一段时间内,效果较好,水泥温度可下降30℃左右,但随着时间推移,诸多问题逐渐将暴露出来,最为突出的问题是筒体表面水垢越来越厚,越来越硬,很难清除,导致冷却效果越来越差;同时筒壁锈蚀现象随之出现,水泥结块现象也频繁发生;随着磨机产量的增大,设备体积随之加大,耗水量和动力消耗也增大,从而限制了它的发展,如今很多企业对其是丢之可惜,用则无能,处于一种无可奈何的尴尬境地;水泥磨内喷水直接冷却技术是固液之间热交换的一种,早在八、九十年代国外已应用,后进展缓慢,其主要问题是喷头等部件组成喷水系统可靠性差,喷头的雾化不稳定,喷头被水泥包裹糊死且很难发现,引起事故,是三种方法中安全可靠性最低的;斜槽式要求提供的压缩空气是经过干燥器后进入到能量分离器中,即使压缩空气中有极少量的水分,能量分离器中产生的低温气体作为冷却介质在直接与水泥进行的热交换中,饱和度极低水蒸汽的低温气体在与炙热的水泥热交换过程中,可将其中的水份析出并融汇到水泥中被石膏颗粒吸收,还能起到抑制石膏脱水现象,这种冷却方式的安全可靠性方面明显高于前二种冷却方式。
在水泥冷却的规模上看,立筒螺旋式最大冷却水泥量为110t/h,三种方式中为最低,而斜槽式一般不受任何条件限制,可随磨机产量而定,最高可达450t/h,见表1。
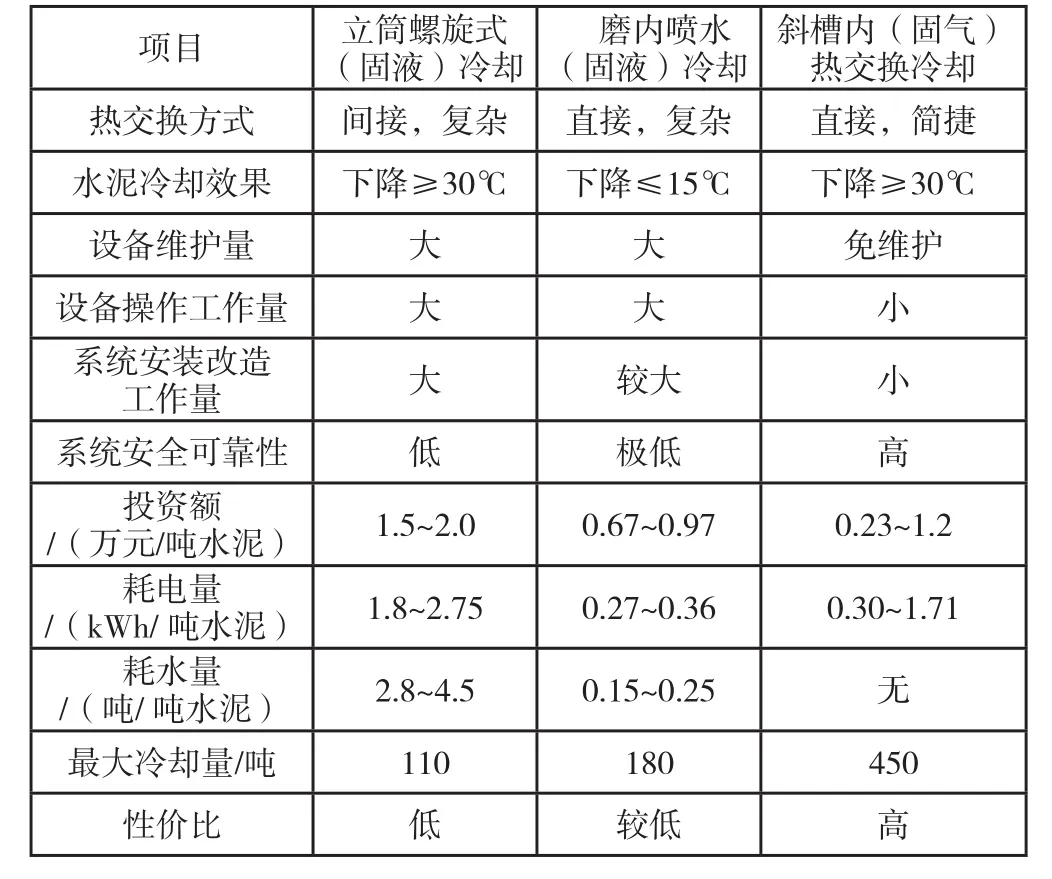
表1 三种水泥冷却方式的综合对比

从设备维护量和操作工作量两个方面来看:立筒螺旋式由于体积大结构复杂,筒外壁易结水垢、筒内壁水泥易结露引起水泥结皮硬化、球段碎渣易卡住螺旋叶片需经常清理;设备的锈蚀和磨损大,尤其是在设备磨损或局部损坏后的渗水,进入水泥中存在的事故隐患导致增大维护量;磨内喷水方式的结构特征与工作方式决定了它的系统维护量和操作工作量,由于这种方式以水作为冷却介质直接与水泥进行热交换,喷水量的控制在量的把握上要求十分准确,量大会产生事故,量小则影响冷却效果,因此要求设备自始至终应保持较高的完好率,在操作中要尽心尽责,不可有丝毫疏忽,喷入磨内的水份虽防止了石膏脱水现象,但也增大了磨内空气的水蒸汽饱和度,磨内气体出磨后与风管接触易引起结露现象,进入袋式收尘器会堵塞收尘袋,喷头上容易形成结球影响雾化效果,堵塞形成滴水现象,水密封部件的磨损老化及测温控制系统的灵敏程度等方面的维护检查是形成增大了设备维护量和操作工作量的因素;斜槽式由于其工作原理简单,设备采用紧固封闭式结构特点,除每隔半个月左右注少量润滑油外,不需要进行维护,系统在操作过程中只有开启和关闭动作,没有其他需要看护的工作量,因此其设备维护量和操作工作量为最小。
从单位水泥投资额和系统改造工作量方面比较,后二种的优势比前一种明显;在动力消耗上,磨内喷水方式较其他两种方式优势明显,而以立筒螺旋式为最高,其原因不仅耗电量为其他两种方式的2~4倍,且耗水量也大到2~2.8吨/吨水泥,这对于北方缺水地区来说是不得不考虑的。
3 结 语
综上所述,在目前诸多水泥冷却方法中,立筒螺旋式在前十年企业使用较为普遍,磨内喷水方式次之,但由于立筒螺旋式弊病和缺点太多,已逐步被淡出装备市场。磨内喷水方式虽然在企业使用能尚存至今,也是不得已而为之,由此便催生出一些新的冷却方式和方法,能量分离器的斜槽式冷却方法是目前唯一的固气热交换直接冷却的方式,它在性价比方面所表现出来的优势已经逐步被众多企业所接受,是一种值得推广的水泥冷却方法。
猜你喜欢
陕西师范大学学报(自然科学版)(2022年6期)2022-12-02
机械工程与自动化(2022年1期)2022-03-15
防爆电机(2022年1期)2022-02-16
山东冶金(2019年6期)2020-01-06
活力(2019年17期)2019-11-26
河南工学院学报(2017年1期)2017-06-07
读者·校园版(2016年19期)2016-09-21
科教导刊·电子版(2016年16期)2016-07-18
科技视界(2016年6期)2016-07-12
柴油机设计与制造(2015年3期)2015-12-05
