335 MW机组给粉机控制方案改进
2013-04-24 06:55:50姚秀娟赵连莉刘三
综合智慧能源 2013年2期
姚秀娟,赵连莉,刘三
(华电国际邹县发电厂,山东 邹城 273522)
0 引言
某电厂#2机组为335 MW燃煤汽轮发电机组,汽轮机组为亚临界、中间再热、四缸、四排汽、冲动凝汽式机组,与1 000 t/h汽包锅炉及335 MW双水内冷发电机配套。制粉系统采用4台DTM 350/700钢球磨煤机、中间储仓式干燥剂送粉,配置全封闭称重式给煤机及磨煤机、排粉机各4台,给粉机24台。
给粉机的具体参数为:型号,GF-9;给粉量,3~9 t/h;转速,21~85 r/min;制造厂,沈阳电力机械厂。给粉机配套电动机具体参数为:型号,Y132S-6;功率,3 kW;电压,380 V;电流,7.2 A;转速,960 r/min;防护等级,IP44;制造厂,南京调速电机股份有限公司。
关于给粉机电源的说明:当发生6kVⅠ,Ⅱ段厂用电源同时快切或某一段快切时,若在1s内完成,相应给粉机电源1C,2C,4C~7C均不跳闸,且快切完成后原运行给粉机转速自动升至200 r/min,否则,给粉机电源跳闸,锅炉主燃料跳闸(MFT)。当1C或2C给粉机电源失电后,备用给粉机电源3C不自投。
该机组采用的分散控制系统是由Foxboro公司推出的开放型过程管理和控制系统,即智能自动化系统。
1 给粉机电源失去导致锅炉MFT的过程
1.1 事故描述
2009-11-23 T 05:24:03,机组系统运行正常,甲、乙、丙3组给粉机运行,#2锅炉炉膛负压低二值动作,锅炉MFT。
1.2 检查经过
(1)MFT首出为炉膛负压低。
(2)SOE检查:4C,5C运行状态消失,炉膛负压C,A,B低二值依次动作,锅炉MFT。
(3)操作员事件检查:运行人员在MFT之前无异常操作。
(4)查看曲线:4C,5C跳闸指令在MFT之前,触发4C,5C的条件未动作。1C,2C,6C开关在 MFT后动作。
(5)运行人员在合1C,3C开关后,合4C,5C开关不成功。进入PLB_MONITOR,查看COAL:POWERA模块,发现右上角发LOGIC ERROR报警(Error:The FBM is OK but the Ladder Logic is experiencing a logic error),运行操作4C开关梯形图的IFL_7无反应。进入CIO_CONFIG重新对梯形图编译下装,报警仍存在,4C合不上。检查系统管理,系统无报警。检查柜内014209卡件状态正常,014209更换备用新卡后,4C操作正常。
1.3 原因分析
(1)MFT原因:4C,5C开关同时跳闸,甲、乙2组给粉机跳闸,引起炉膛负压过低,锅炉MFT。
(2)4C,5C跳闸原因:分散控制系统(DCS)中4C,5C合闸指令消失。4C,5C指令为长信号,在COAL:POWERA模块运算,卡件为014209,由OFL点经CP传至014509模块中进行运算并由DO输出至继电器。
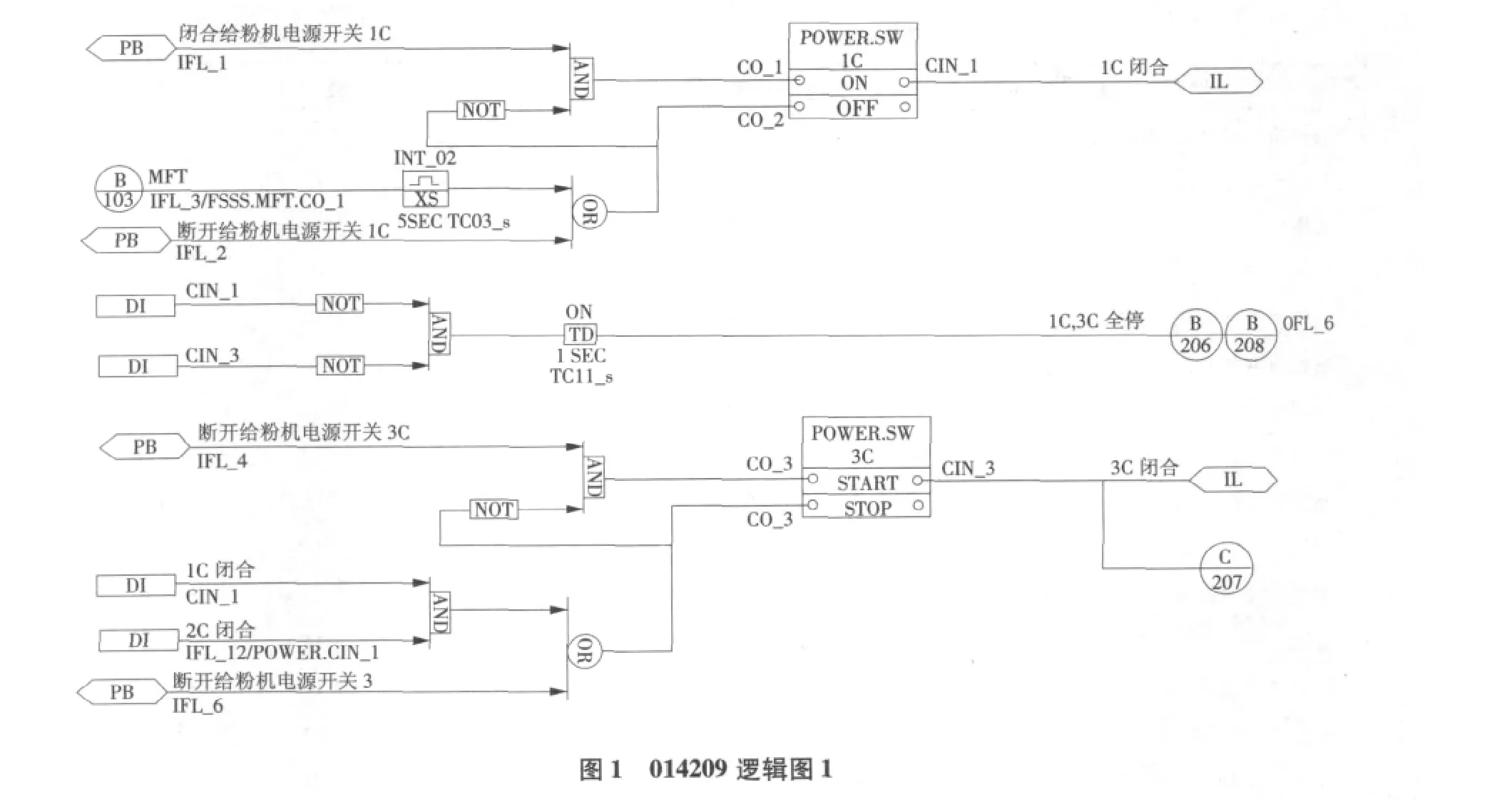
(3)4C,5C合闸指令消失原因。复位合闸指令信号为:MFT动作,对应排粉机跳闸,运行人员操作,对应开关故障,上级电源开关(1C,3C或2C,3C)合闸状态同时消失。以上条件下MFT动作、对应排粉机跳闸、运行人员操作、上级电源开关(1C,3C或2C,3C)合闸状态同时消失可以排除,查看历史记录未发现对应开关动作,对应开关故障条件也可排除。4C,5C的控制逻辑如图1、图2所示。
DCS原因导致合闸指令消失。其中包括014209卡件故障、014209卡逻辑存在异常、通信异常等。
由上述分析可知,导致该次事件的原因是014209卡件故障。

2 给粉机控制方案改进
(1)将4C~7C电源相关I/O测点放置在相互独立的卡件内,相关控制逻辑组态在I/O测点接线的卡件内或本CPU内,控制逻辑与原逻辑保持一致。4C~7C开关控制逻辑分散布置,将危险分散,就不会出现由于某个卡件故障而导致多组给粉机电源失去。4C~7C电源相关I/O测点变动情况见表1。
(2)原给粉机控制指令只有1个投运指令,且此投运指令为长信号,现在给每个给粉机增加1个停运指令;修改控制逻辑,使给粉机投运、停运指令为短信号;通过就地硬控制回路实现投运指令自保持。
(3)当有机组停运时,对所有09型卡件,即组态梯形图的卡件进行在线插拔,检查确认其工作状态,防止由于灰尘或者插针氧化而导致卡件故障。

表1 4C~7C电源相关I/O测点变动情况
3 结束语
通过对给粉机电源失去导致锅炉MFT事件的分析,提出了给粉机控制的改进方案,该方案实施后效果良好,未再出现类似事故。目前,该控制方案已经在该厂其他同类型机组中推广应用。
猜你喜欢
矿山机械(2022年9期)2022-09-20 08:47:02
冶金动力(2021年5期)2021-11-19 01:48:54
仪器仪表用户(2020年11期)2020-11-12 04:55:52
机电工程技术(2018年11期)2018-12-03 08:25:02
天津科技(2018年5期)2018-06-01 09:45:02
山东工业技术(2016年15期)2016-12-01 05:31:30
电测与仪表(2015年20期)2015-04-09 11:53:46
石油化工自动化(2015年1期)2015-04-04 18:32:10
水电站机电技术(2014年4期)2014-10-13 08:30:12
河南科技(2014年4期)2014-02-27 14:07:19