
YF17 卷烟储存输送系统提升机的分析与改进
2014-02-08 09:06石跃朋周红光
烟草科技 2014年2期
王 亮,石跃朋,牛 博,周红光
1.中国烟草机械集团有限责任公司,北京市西城区广安门外大街9号 100055
2.许昌烟草机械有限责任公司,河南省许昌市工农路南段 461000
3.中国平煤神马集团阳光物业有限公司,河南省平顶山市新华区园林路14号 467000
4.贵州中烟工业有限责任公司贵阳卷烟厂,贵阳市小河区红河路96号 550009
YF17 卷烟储存输送系统将卷烟机与包装机柔性地连接起来,完成烟支的自动输送、存储和缓冲调节任务,实现卷接包生产线的高速自动化[1]。该系统主要由提升机、高架输送器、下降装置、存储器、电控系统等部分组成。其中提升机的作用是将卷烟机生产的烟支提升到一定高度,经高位输送器输送到存储器或包装机中[2]。但YF17 提升机在实际应用中存在着烟支下坠、皱纹烟支等问题,特别是在超高速卷接包设备中,无法满足对烟支外观品质的要求。针对上述问题,胡伟等[3]将提升通道的弧形导向板改为柔性不锈钢丝网带,增加帆布整理皮带,使提升通道顶部的硬联接改为软联接,有效减少了皱纹烟支数量,但未涉及提升机入口处产生皱纹烟的情况,且外观上不够简洁;王俊等[4]在入口转弯处采用浮动小皮带改变拐弯处通道宽度,形成缓冲区域,减少垂直通道顶部料位的抖动,避免了烟支产生缺陷,但由于采用窄带输送,与烟支的接触面积较小,烟支在挤压时反而容易产生皱纹烟。为此,通过对提升通道中烟支流量匹配和相对运动分析,在入口转弯段采用摆臂式柔性输送装置,在垂直提升段进行独立控制,在出口转弯段采用弹性输送装置,以实现对烟支流量的精确控制和柔性输送,避免烟支在输送过程中受损。
1 系统结构
YF17 卷烟储存输送系统提升机主要由水平取样段(1)、入口转弯段(2)、垂直提升段(3)、出口转弯段(4)等部分组成,见图1。烟支在取样段被堆码到设定高度,经入口转弯段90°转弯后进入垂直提升段,再经出口转弯段90°转弯,被输送到高位输送器(5),从而将卷烟机制造的烟支提升到一定高度。
YF17 提升机入口转弯段采用同角速度大转弯半径方式,出口转弯段的烟支通道采用内侧小转弯半径、外侧固定圆弧导板的设计方式。提升机取样段速度跟踪卷烟机速度,提升段速度通过取样段末端的料位监测装置跟踪取样段速度,垂直提升段、入口转弯水平段与入口转弯段外圈线速度相同。在实际使用过程中,由于设备结构设计存在缺陷,有时会出现烟支下坠、皱纹烟支等现象,影响烟支品质[5]。
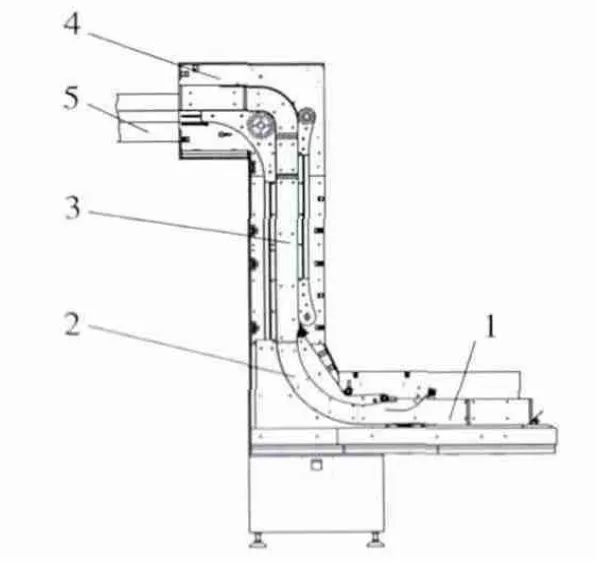
图1 YF17 卷烟储存输送系统提升机结构示意图
2 问题分析
YF17 提升机出现烟支下坠、皱纹烟支等问题主要有两方面原因:一是单位时间内烟支通过转弯段的流量与烟支通过直线段的流量不匹配,二是烟支在转弯段时,在自身重力及轨道压力[6]的作用下,不可避免地产生相对运动,当烟支在相对运动过程中间隙变大时,烟支之间就会产生较为明显的错动,从而造成烟支下坠或产生皱纹烟支。为解决该问题,应对入口转弯段与出口转弯段进行流量匹配以及相对运动分析。
2.1 入口转弯段
烟支从水平段经入口转弯段被输送到垂直提升段过程中,通过建立流量匹配数学模型,可分析入口转弯段及其上下游直线段间的流量关系;通过对烟支在过弯时的相对运动分析,可分析烟支过弯时在重力和烟支之间挤压力的作用下产生的相对运动关系。
2.1.1 流量匹配数学模型
提升机过入口转弯段时,内外圆的轨道各式各样,但都是围绕内外圆同心的方式进行微调。为便于分析,假设内外圆同心。设通道各部分流量匹配,烟支之间挤压均匀,无明显压痕。如图2 所示,设在单位时间t 内,经入口转弯段的烟支流量为Q1,经过上下游任一直线段的流量为Q直,烟支有效截面积为S0,烟支在外输送带处转过θ、在内输送带处转过α,L弯为转弯通道宽度,L直为上下游任一直线段通道宽度,R外为外输送带半径,R内为内输送带半径,m 为外输送带速度V外与直线段速度V直的速比,V外为外输送带速度,V内为内输送带速度。

图2 YF17 提升机流量匹配数学模型原理图
其中:

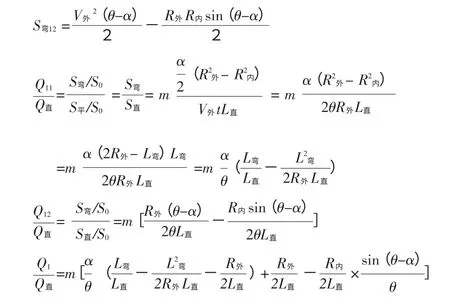

可得出以下结论:
(1)当k=1 时,即内外圈的角速度相同时,根据式(1),k 与L弯成正比,因此只有通过调整L弯的大小,才可以使Q1与Q直达到流量匹配。
(2)当k≠1 时,即内外圈的角速度不同时,|y|在[0,]内为单减函数,越 大(k值离1 越远),|y|的变化量越大的变化量也越来越大,很难找到合适的传动比来匹配直线段与转弯段的流量比。由式(2)可见,m,L直,R内,V外,V内均为非变化量,k 是关于L弯的正比例函数,只有当L弯也为变化量时,才可以使Q1与Q直流量匹配,即当转弯段的有效宽度为变量时,才能找到有效的传动比使直线段与转弯段流量匹配[7]。
2.1.2 相对运动分析
图3a 中烟支1,2,3 位于水平段,由于重力作用,相邻烟支中心相等,呈正三角形布局。由于YF17 外圈速度等于水平段速度,烟支4 在进入转弯段时,保持与烟支2 相切状态。由于烟支4 重心逐步升高,与之相邻的烟支5 重心也相应提高,则烟支2,3,5 中心所组成的三角形由于烟支2 与5 的距离拉长,不可能再呈现正三角形布局。
图3b 可见,在转弯通道中烟支重心高度处于不断变化中,烟支通过转弯段的有效利用宽度是变量。但由于YF17 在入口转弯段的通道有效宽度为定值,当调整入口料位使转弯通道内烟支不出现挤压时,通道内有的地方充满烟支,有的地方缝隙较大,因此出现烟支下坠现象;当调整入口料位使转弯通道内缝隙较小不出现烟支下坠时,通道内烟支必然会相互挤压,产生皱纹烟支。当烟支流量匹配时,此现象并不明显,一旦出现流量不匹配,烟支下坠、皱纹烟支现象就会加剧。

图3 改进前烟支过弯道微观和整体运动示意图
2.2 出口转弯段
出口转弯段的内圈动力为提升链轮组(1),外圈为固定导板(2),见图4。烟支从垂直段输送到转弯段时,转弯段烟支线速度Vn<垂直段烟支线速度V直,由结论(2)可知,此时内外圈的角速度不同,即k ≠1,只有当转弯段的有效宽度为变量时,才能实现转弯段与垂直段的流量匹配。外圈采用固定导板结构,由于实际利用宽度为变量,当导板半径过大时,烟支之间的间隙加大,就会产生烟支下坠、搓动等现象;当导板半径过小时,烟支之间的间隙变小,由于挤压会出现皱纹烟支。

图4 出口转弯段布局图
3 改进方法
根据上述分析,在保留YF17 提升机箱体式结构的基础上[8],对造成烟支下坠、皱纹烟支的出口转弯段、垂直提升段、出口转弯段结构进行了改进。
3.1 入口转弯段采用摆臂式柔性输送装置

图5 摆臂式柔性输送装置结构示意图
如图5 所示,采用摆臂式柔性输送装置替代原固定式输送通道,由一组浮动的链板与内圈轨道一起组成柔性输送通道。链板(2)挂在主动链轮组(1)的链轮和摆臂支撑轮(4)上,摆臂(3)压在链板上,使链板时刻处于张紧状态。改进后的入口转弯段,烟支在经过弯道时,其水平段速度V水平与内圈速度V内相等,外圈链板速度V外>V水平。
如图6 所示,烟支1 以V水平被输送到转弯段入口处时,由 于链板速度V外>V水平,烟支1 加速,在重力作用下,烟支2 落到烟支1 与下一烟支因速度差所造成的空隙中。在整个通道中,当烟支流从水平段输送到转弯段时,烟支流的料位会降低,从而避免了烟支挤压现象。另外,由于链板是浮动的,且在摆臂作用下时刻处于张紧状态,因此烟支在柔性输送通道中被压紧,避免了掉烟现象。

图6 改进后烟支过弯道相对运动示意图
3.2 对垂直提升段与入口转弯段实施分段控制
为实现垂直提升段与入口转弯段的分段控制,在垂直提升段和入口转弯段配置独立驱动电机,并可根据烟支直径和烟支品质[9]的不同要求,对垂直提升段电机速度进行调整,实现垂直提升段电机对入口转弯段电机速度的精确跟踪,从而达到两者流量匹配[10]。
3.3 出口转弯段采用弹性输送装置
如图7 所示,在出口转弯段采用弹性输送装置,利用弹簧片压紧导板,通过调整弹簧片的预紧力,使烟支在经过弯道时张紧适度、输送平稳。当烟支到达高位输送段后,还可对烟支流进行整理,避免出现挤烟和掉烟等现象。
4 改进效果

图7 改进后出口转弯结构示意图
改进后的YF17 卷烟储存输送系统提升机实现了对烟支流量的精确控制,当烟支输送到入口转弯段和出口转弯段时,由于采用了烟支柔性输送装置,烟支下坠现象消失,皱纹烟支由原来的3~4 支/min 降低到0.5~1.0支/min,有效提高了卷烟产品的外观品质。
[1]许昌烟草机械有限责任公司.YF17 卷烟储存输送系统说明书[G].2005.
[2]康瑛.几种适用于超高速卷烟生产线的卷烟储存输送系统[J].烟草科技,2002(3):26-29.
[3]胡伟,王江华.YF17 型卷烟储存输送装置提升通道弧形板的改进[J].烟草科技,2012(9):22-23.
[4]王俊,彭铸.卷烟、滤棒储存输送系统中提升通道的改进设计[J].湖南文理学院学报:自然科学版,2009,21(1):78-80.
[5]李金学,高尊华,杨帆,等.COMFLEX-1 烟支内烟丝分布对卷烟质量的影响[J].烟草科技,2004(8):11-12,15.
[6]蒲良贵,纪名刚.机械设计[M].北京:高等教育出版社.2006.
[7]刘明周.ZF12B 大流量带结构倾斜提升的设计[J].中国科技信息,2010(18):20-21.
[8]杨春霞.COMFLEX-1 卷烟储存输送系统的技术升级[J].烟草科技,2007(8):23-25.
[9]赵同林,李兵役,田兴友,等.烟支密度与烟支重量、吸阻、硬度[J].烟草科技,2005(4):13-15.
[10]李利.MOLINS 大流量系统的调整[J].烟草科技,2003(12):15-16.
猜你喜欢
山东冶金(2022年4期)2022-09-14
电子乐园·上旬刊(2022年5期)2022-04-09
山东冶金(2021年2期)2021-05-17
设备管理与维修(2021年1期)2021-03-05
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
设备管理与维修(2019年4期)2019-05-16
物流技术与应用(2019年3期)2019-05-14
电子制作(2018年22期)2018-12-21
商品与质量(2018年41期)2018-04-15
科技资讯(2016年5期)2016-08-13
