伸缩链板输送机链板张紧装置的研制与应用
2019-05-14 06:41:14文/姜华
物流技术与应用 2019年3期
文 / 姜 华
伸缩链板输送机是一种以标准链板为承载面,由电机为动力传动的传送装置,通过伸缩可改变链板输送长度,在烟草工业企业主要用于成品卷烟装车过程。成品卷烟出库时链板输送机向车辆机头方向输送,在使用时需要不断的伸缩,由于链板伸缩输送机的驱动辊位于固定段的前端,当输送成品卷烟时,驱动辊上方的链板为紧边,下方链板为松边,当伸缩长度越长时,载货负重越大,上方紧边链板受力越大,相对于下方松边链板越松,因此在输送过程中下方松边链板在驱动辊上的包角会减小,下方松边链板会不断抖动引起链板发生跳齿和打滑问题,见图1。
近年来,对可伸缩带式输送机张紧装置进行了研究,采用了机尾驱动、张紧装置倒拉的方法,保证了带式输送机空载及带载运行的安全稳定,但上述研究不能解决链板跳齿和打滑问题,同时该问题可供借鉴案例文献较少。为此,需研制设计一种伸缩链板输送机链板张紧装置,以解决上述问题。
一、系统结构
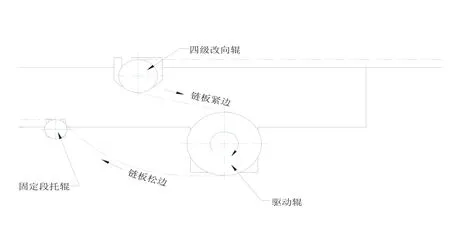
图1: 伸缩链板输送机工作时驱动辊示意图
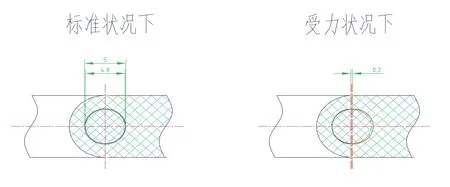
图3: 链板孔和销轴间隙示意图
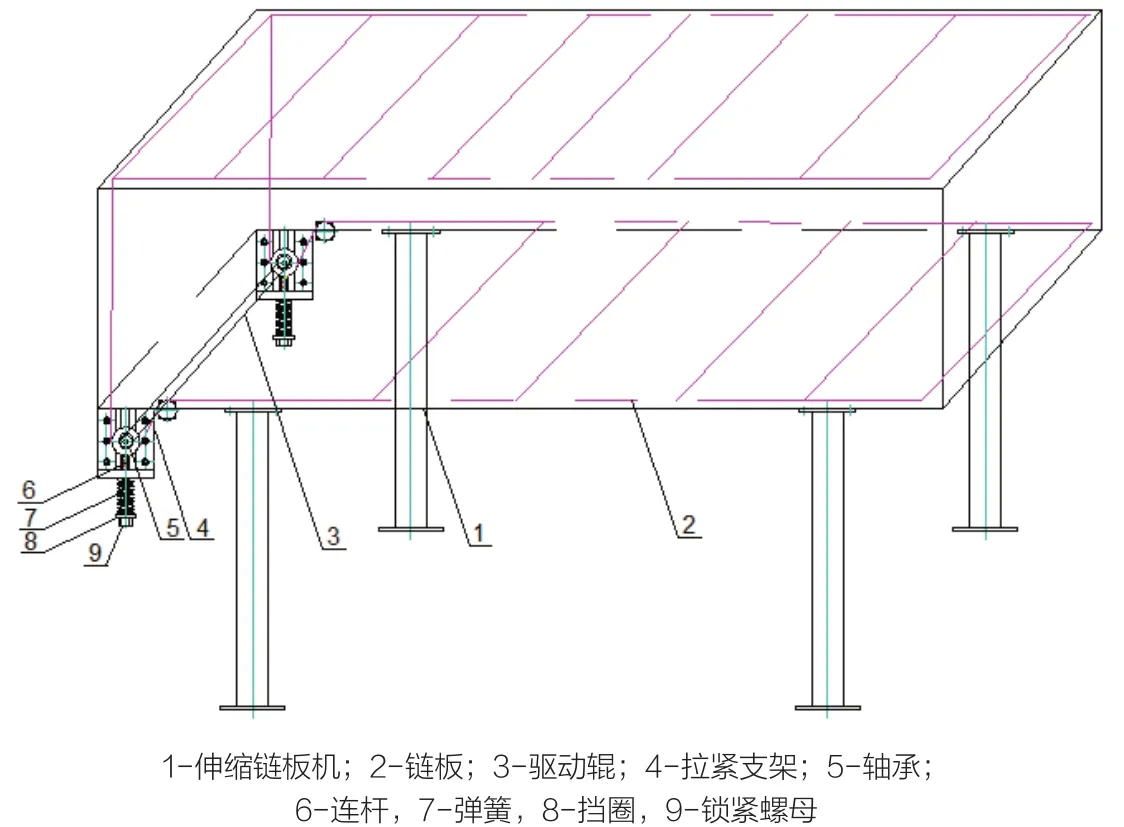
图4: 链板张紧装置在伸缩链板机上安装示意图
链板张紧装置主要由张紧支架、轴承、连杆、挡圈、锁紧螺母和弹簧组成,见图2。张紧支架(1)安装在伸缩链板机尾部左右两侧,驱动棍两端与轴承(2)相连接,轴承在张紧固定支架内沿导轨可上下滑动,轴承与连杆(3)相连接,连接杆向下伸出张紧支架,伸出部分套入弹簧(6),通过弹簧力,给轴承和驱动辊一个向下的张紧力,弹簧用挡圈(4)和锁紧螺母(5)固定。
二、技术实现
1.链板孔和销轴间隙
链板装配时,孔和销轴是采用间隙配合,孔的直径为5.00mm,销轴的直径为4.80mm,在链板在张紧时,链板伸长量即为间隙:s=5.00-4.80=0.2mm,见图3。
2.弹簧参数计算及选型
经测量伸缩链板输送机链板紧边的长度L=1 7 m;链板的节距P=1 9.0 5 m m;紧边节数n=L/P=17000/19.05=892节;张紧后长度增加量L1=n×s=892×0.2=178mm;考虑到链板在托辊中的下垂,引入松边系数K=0.5,则弹簧的工作行程L0=K×L1/2=0.5×178/2=44.5mm;在工作时,链板的预张紧力F0=1200N,则弹簧的刚度k=F0/L0=1200/44.5=26.97N/mm。根据以上已知条件,弹簧选型YSWL-D35-L150-d17.5,矩形螺旋压缩弹簧的外径D=35mm,内径d=17.5mm,自由高度L=150,压紧长度L压=81mm,刚度k=27.06N/mm。

表1:链板跳齿和打滑故障次数对比(次、万元)
3.安装使用
链板张紧装置安装在伸缩链板机固定段的尾部,见图4。链板张紧装置装在伸缩链板机固定段的尾部,并固定在伸缩链板机本体上(1),驱动辊(3)两端与轴承(5)相接,左右两盘轴承(5)在左右两个张紧固定支架(4)内沿导轨可上下滑动,左右两盘轴承下方与连接杆(6)相连,连接杆向下伸出左右两个张紧支架(4),伸出部分套入弹簧(7),弹簧用挡圈(8)和锁紧螺母(9)固定。
伸缩链板输送机工作时,链板通过驱动辊后,链板张紧装置向下拉动链板,给下方松边链板一个张力,拉紧下方松边链板;当链板使用长度变化后弹簧会自动调节张力,持续拉紧下方松边链板,使下方链板保持拉直状态,解决下方松边链板产生冗余下垂问题,消除链板跳齿和打滑故障。
三、应用效果
2017年底伸缩链板输送机链板张紧装置研制成功并投入使用,对2014年至2018年运行数据进行对比,伸缩链板输送机链板跳齿和打滑故障下降至0次/年,伸缩链板输送机维修、备件更换费从12.1万元/年下降至1.6万元/年,见表1。
四、结论
通过研制、安装链板张紧装置,张紧了下方松边链板,解决下方松边链板产生冗余下垂问题,消除链板跳齿和打滑故障,有效缓解了链板和链轮的磨损;提高伸缩链板输送机运行效率和成品销售出库效率,减轻成品出库人员的工作劳动强度,延长设备使用寿命和提高使用性能,实现物流分中心“快捷响应市场”的目标。
猜你喜欢
机械管理开发(2023年11期)2024-01-04 11:53:28
机械工业标准化与质量(2023年8期)2023-09-25 03:23:52
中国金属通报(2021年21期)2021-11-19 07:44:44
装备制造技术(2021年4期)2021-08-05 07:39:40
煤矿机电(2020年5期)2020-11-02 10:04:44
机械管理开发(2020年2期)2020-04-16 02:53:38
设备管理与维修(2019年4期)2019-05-16 03:16:56
山西焦煤科技(2016年4期)2016-12-01 06:03:55
山东冶金(2016年5期)2016-11-21 02:14:40
科技资讯(2016年5期)2016-08-13 17:02:25