大直径、大壁厚K65钢级耐低温直缝埋弧焊管的开发
2014-01-30 08:55韩秀林张远生孙灵丽蒋幽君杨玮玮
焊管 2014年11期
韩秀林,张远生,孙灵丽,蒋幽君,杨玮玮
(1.渤海装备研究院输送装备分院,河北 青县 062658;2.中国石油技术开发公司,北京100009;3.渤海装备新世纪机械制造公司抽油机公司,河北 青县062658)
0 前 言
随着油气资源勘探开发向边远地区发展,高寒地区输送管线的建设成为热点之一。由于这些钢管可能穿越不连续冻土带,还要适应土壤冻胀和溶沉造成的影响,对钢管的低温韧性有较高要求;另一方面,近几年来,深海恶劣环境下的油气输送管线建设也逐渐增多,对大壁厚钢管产品也要求较高强度和较好的低温韧性。
国际上欧美等先进的钢厂、制管企业为满足开发高寒地区及深海环境用管的需求,均开发了相应的低温钢管,包括俄罗斯、欧洲和日本等,并在钢管的低温韧性和应变性能研究方面都取得了重大进展。目前国内对低温管道还没有明确定义,仅对部分寒冷地区站场所用钢管提出了低温要求。一般管道CVN要求在-10℃条件下进行。DWTT一般要求在0℃条件下进行,国内现制定的站场管CVN要求一般在-30℃,DWTT一般要求在-10℃。而低温管道对于上述试验提出了更加严格的要求,以满足低温环境用管的需求。
目前,国际上高钢级大壁厚耐低温钢管的代表是俄罗斯巴甫年科沃—乌恰天然气管道采用的K65钢管。K系列管线钢是俄罗斯油气输送钢管GOST标准和俄气企标中的钢级,与我国常用的API SPEC 5L和中石油企标有较大差别。K系列采用国际单位制(SI),强度单位kgf/mm2;以抗拉强度最小值表示(kgf/mm2),K65表示管线钢最小抗拉强度为65 kgf/mm2(640 MPa),最小屈服强度为545 MPa,相当于API标准中的X80钢级 (最小屈服强度555 MPa,最小抗拉强度640 MPa)。
目前,渤海装备研究院于2013年积极组织进行K65直缝埋弧焊管的开发和研究,从钢板材料研究到制管,都属国内首次,这不仅弥补了国内制管行业空白,也为迎接国际上高性能耐低温钢管的发展提供了技术储备和技术支持。
笔者将对研究所做的低温韧性试验情况进行介绍,为国内设计低温环境下高钢级耐低温管线管提供技术依据。
1 焊管试制情况
渤海装备研究院在综合研究俄罗斯标准的基础上,参照俄罗斯巴甫年科沃—乌恰天然气管道的技术参数,并结合俄罗斯、德国等钢管企业的研制经验,最终确定了大直径、大壁厚耐低温K65焊管的技术指标,拉伸强度要求见表1,夏比冲击性能要求见表2,DWTT性能要求见表3,硬度≤280 HV10。

表1 大直径、大壁厚耐低温K65焊管拉伸强度要求

表2 大直径、大壁厚耐低温K65焊管夏比冲击性能要求
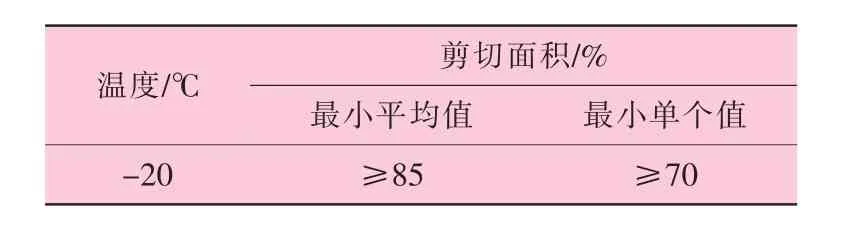
表3 大直径、大壁厚耐低温K65焊管DWTT性能要求
渤海装备研究院与相关钢厂合作开发大直径、大壁厚K65钢级耐低温直缝埋弧焊管。研制采用的钢板为低C高Mn高Nb的化学成分体系,钢板的化学成分见表4,性能见表5。钢板经渤海装备巨龙钢管公司制成JCOE直缝埋弧焊管,其规格为 准1 420 mm×27.7 mm,钢级为K65,钢管力学性能见表6。
按照API SPEC5L标准分别在钢管上取夏比冲击和DWTT试样。夏比冲击试样规格为10 mm×10 mm×55 mm,缺口为V形,取样方向均为横向,试样缺口位置分别开在钢管母材、焊缝及热影响区;DWTT试样沿钢管焊缝90°位置,分横向和纵向取样,缺口为V形压制缺口,缺口深度为5 mm。夏比冲击试验执行ASTM E23―2012标准,DWTT试验执行API RP 5L3―2007标准。

表4 大直径、大壁厚耐低温K65钢板的化学成分 %
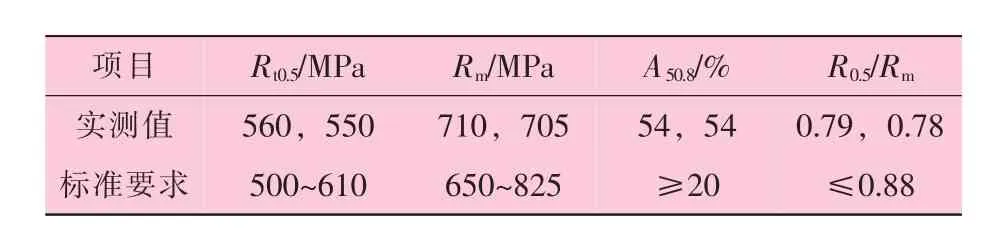
表5 大直径、大壁厚耐低温K65钢板力学性能

表6 大直径、大壁厚耐低温K65钢管的力学性能
2 低温韧性试验结果与分析
2.1 低温夏比冲击韧性
分别在两根钢管上沿的横向取母材、焊缝及热影响区各12个试样进行夏比冲击试验,试验温度为-40℃,试验结果见表7。

表7 -40℃夏比冲击试验结果
在母材12个横向试样的测试结果中,最低冲击吸收功为287 J,最高可达436 J,平均为323 J。韧性剪切面积最小为85%,平均值为97%,远远高于API SPEC 5L中对对X80钢管断裂韧性试验的要求,也超过了渤海装备公司制定的技术指标要求,可见钢管有足够高的低温冲击韧性。
焊缝低温夏比冲击试验测试结果中,冲击吸收功最小为161 J,均值为188 J,低温韧性剪切面积最低值为60%,均值为68%。
焊接热影响区低温夏比冲击试验测试结果中,冲击吸收功最小为36 J,均值为105 J,低温韧性剪切面积最低值为10%,均值为30%。
由以上分析可知,不论是冲击功还是韧性剪切面积,焊接热影响区的低温冲击韧性都比焊缝低。图1为K65钢管不同区域低温韧性对比,是根据表7中冲击功和剪切面积值绘制而成的。由图1可见,K65钢管焊接热影响区的低温冲击韧性较差,焊缝居中,钢管母材韧性最好。
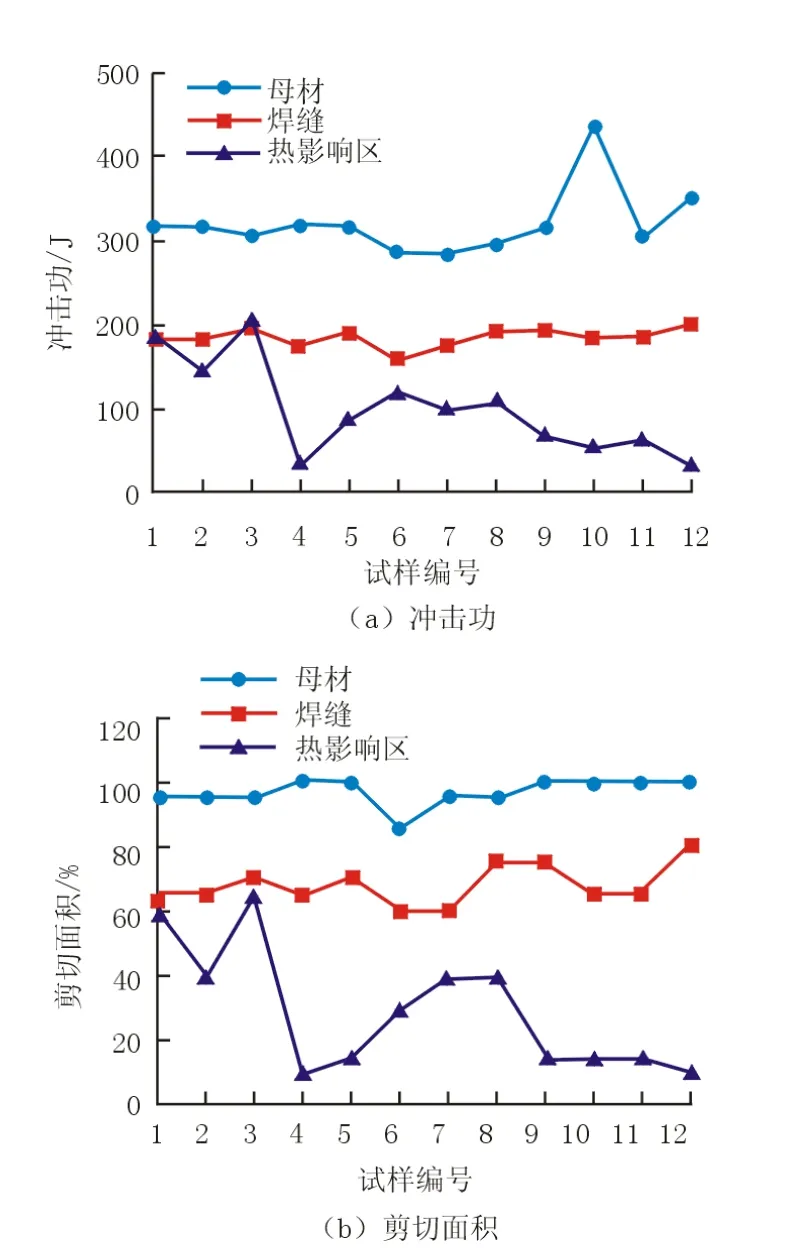
图1 K65级钢管不同区域-40℃低温冲击韧性对比
2.2 低温DWTT性能
K65级钢管母材横向低温DWTT试验的试样在两根钢管上各取两个,试验温度为-20℃,试验结果见表8。在所有试样测试结果中,断口韧性剪切面积最低为60%,最高为90%,平均为80%。可见,试验测得的单个最小值和平均值都达不到技术指标要求。为此,根据标准API SPEC 5L和GB/T 8363进行了减薄DWTT试验,在相同的两根钢管上各取两个试样,单侧减薄至19 mm,试验温度为-31℃,试验结果见表9。断口韧性剪切面积最低为85%,最高为100%,平均为92.5%。可见,减薄DWTT试验测得的单个最小值和平均值都达到了标准要求和技术指标要求,说明K65直缝埋弧焊管在低温环境下具有较好的韧性。

表8 低温全壁厚DWTT试验结果 (-20℃)

表9 低温减薄DWTT试验结果 (-31℃)
2.3 韧脆转变温度测试
为了测试K65钢管母材的韧脆转变温度,进一步研究K65钢管在低温环境下的断裂韧性,选择不同低温温度区间进行夏比冲击性能试验和DWTT性能测试试验,夏比冲击选择的温度区间分别为-10℃,-40℃和-60℃,DWTT选择的温度区间分别为20℃,10℃,0℃,-10℃,-20℃,-30℃和-40℃。
不同温度下钢管母材横向的夏比冲击性能如图2所示。由图2可见,钢管母材横向具有较高的抗冲击性能,即使在-60℃环境下,冲击功都在200 J以上;从试样断口形貌来看,在设计的所有测试温度点中,韧性剪切面积均在60%以上。从而可以推测,钢管母材横向剪切面积为50%时的FATT已经低于-60℃。

图2 不同低温条件下钢管母材横向夏比冲击性能
K65钢管母材横向在不同低温条件下进行的全壁厚DWTT和减薄DWTT测试结果如图3所示,在给定试验温度下,钢管母材横向全壁厚断口韧性剪切面积始终比减薄的低,进一步根据图3关系曲线可以看出,本次试制K65钢管母材横向剪切面积为50%的韧脆转变温度为-37℃。

图3 不同低温条件下全壁厚DWTT和减薄DWTT测试结果
3 影响钢管低温韧性的主要因素
3.1 化学成分设计
由表1可知,本次试制K65钢管化学成分中,严格控制了C含量,w(C)=0.05%,这对于韧性和可焊性都是有利的;试制管线钢中w(Mn)=1.71%,处于API SPEC 5L标准允许范围的上限,提高Mn含量,拟制铁素体-珠光体转变,促进向贝氏体转变,从而提高了基体的韧性;Mo可提高钢的强度而不降低韧性,Mo和Mn及其他元素一起对产生细晶粒贝氏体组织有着重要作用;Nb和V都可以细化晶粒,本次试制管线钢中w(Nb)和w(V)都高达0.089%,有效改善了钢的强度和韧性;w(Ti)=0.016%,由于其与N元素有很强的亲和力,Ti与N结合形成TiN,可固定钢中N元素,且TiN在钢中以细小弥散状质点分布,可以降低板坯加热奥氏体化温度,来控制奥氏体晶粒长大,从而达到细化晶粒的目的,有效地改善母材和焊接热影响区的韧性。
3.2 严格的轧制工艺
本次试制的厚壁K65钢板采用OHTP工艺经过严格控轧而成。从板坯加热奥氏体化,控制温度,到有效地控制奥氏体晶粒尺寸,再经过粗轧,反复利用再结晶来细化奥氏体晶粒,使得再结晶奥氏体晶粒变得细小而均匀,最后经过精轧,严格控制轧制速度及终轧温度,最终获得均匀细小的贝氏体组织,从而保证了钢材具有较高的强韧性。
3.3 合理焊接工艺
通常受到焊接过程中产生热量的影响,直缝埋弧焊管热影响区具有离散的微观组织,与母材相比韧性较低。特别是在粗晶热影响区靠近焊缝的位置,发生晶粒粗化现象并形成M/A组元时,韧性明显恶化。本次试制K65钢管合金成分较高,强度高且厚壁大,导致热影响区韧性较低,甚至出现不达标的值。在今后的试制中,应适当调整板材的合金成分并优化轧制工艺,保证组织的均匀性。本次试制采用了专门研制的低温焊丝,并在平板试验的基础上,合理确定了焊接工艺参数,包括焊材匹配、热输入和焊接电流电压等,同时优化调整了坡口尺寸、成型工艺和扩径率,从而使焊缝以及焊接热影响区的力学性能和金相组织都得到了良好的保证。
4 结 论
通过K65管线钢管试制及对低温性能的试验和研究,结果表明:
(1)钢管整体具有较好的低温韧性,焊接热影响区具有较好的低温冲击韧性,焊缝居中,母材韧性最好。
(2)-20℃条件下,减薄DWTT试验测得的单个最小值和平均值都达到了标准要求和技术指标要求,说明K65直缝埋弧焊管在低温环境下具有较好的韧性。
(3)在-60℃条件下,钢管母材横向冲击功都在200 J以上;从试样断口形貌来看,钢管母材横向剪切面积为50%时的FATT已经低于-60℃。
(4)根据K65钢管母材在不同温度条件下的DWTT结果,计算得出本次试制K65级钢管母材横向剪切面积为50%的韧脆转变温度为-37℃。
[1]王晓香.当前管线钢管研发的几个热点问题[J].焊管,2014,37(04):7-18.
[2]安守勇.管线钢DWTT性能厚度效应的影响因素分析[J].宽厚板,2011,17(04):8-11.
[3]STALHEIM D G,BARNES K R,MCCUTCHEON D B.高强度石油天然气管线钢的合金设计 [C]∥2006年石油天然气管道工程技术及微合金化钢国际研讨会论文集.巴西:巴西矿冶公司,2006.
[4]徐学利,辛希贤,智彦利,等.X80管线钢及其接头的低温韧性和显微组织[J].焊接技术,2005,34(03):11-13.
[5]张国栋,白学军,李颖,等.低温环境用厚壁大管径X80 直缝埋弧焊管宽厚板的开发[J].焊管,2014,37(02):29-34.
[6]API SPEC 5L,管线钢管规范[S].
[7]GB/T 8363—2007,铁素体钢落锤撕裂试验方法[S].
[8]ASTM E23—2012,金属材料缺口试样标准冲击试验方法[S].
[9]API RP 5L3—1996,管线钢落锤撕裂试验的推荐实用指南[S].
[10]周民,杜林秀.X80管线钢落锤撕裂性能的影响因素分析[J].钢铁研究学报,2009(09):34.
猜你喜欢
今日农业(2022年16期)2022-09-22
江苏农业科学(2019年2期)2019-08-13
中国外汇(2019年22期)2019-05-21
中华家教(2018年11期)2018-12-03
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
特别文摘(2016年15期)2016-08-15
电线电缆(2016年5期)2016-02-27
橡胶工业(2015年5期)2015-08-29