X100及X80焊管焊缝韧性降低原因分析
2014-01-30 08:55董俊明毛秋英毕宗岳黄晓辉
焊管 2014年11期
董俊明,毛秋英,毕宗岳,黄晓辉
(1.西安交通大学 材料科学与工程学院,西安 710049;2.宝鸡石油钢管有限责任公司,陕西 宝鸡721008)
0 前 言
石油和天然气被认为是最重要的能源,但是大部分的石油和天然气储存在极地、冰原、荒漠、海洋等环境恶劣的地区[1-2]。因此,用于运输石油和天然气的焊管,其服役环境比较复杂,需要具有高强度、优良低温韧性、抗大变形能力和耐腐蚀性等综合性能。X100和X80焊管母材通过微合金化、控轧控冷等技术实现了强韧性,但焊管焊缝出现韧性降低的现象[3]。因此,研究焊管韧性降低的原因对实际生产具有重要的指导意义。
1 试验材料和方法
试验所用X100和X80焊管由宝鸡石油钢管有限公司生产制造,X100和X80焊管焊缝的化学成分见表1。

表1 X100和X80焊管焊缝的化学成分 %
根据GB/T 229—2007《金属材料夏比摆锤冲击试验方法》,制备10 mm×10 mm×55 mm标准尺寸的试样,垂直于焊接方向取焊缝冲击试样,在焊缝中心沿焊缝方向开V形缺口。试验设备为Ni750F型金属材料冲击试验机,试验温度分别为20℃,0℃,-10℃,-20℃,-40℃和-60℃,每个温度做三个试样。用S-3700N型扫描电镜观察断口形貌,并利用其附带的X射线能谱仪(EDS)进行夹杂物成分分析。
参照GB/T 11261—2006《钢铁氧含量的测定脉冲加热惰气熔融-红外线吸收法》、GB 20124—2006-T《钢铁氮含量的测定惰性气体熔融热导法(常规方法)》和GB/T 223.82—2007《钢铁中氢含量的测量》,在ONH-2000型分析仪上进行氧、氮、氢联合测定。每组测试2个试样。
用于OM观察的试样经磨制、抛光和2%硝酸酒精腐蚀后,用Feica DMI 5000M光镜观察。SEM试样经两步电解腐蚀后,用S-3700N扫描电镜观察。TEM薄片试样在双喷减薄后,使用JEM-200CX透射电镜观察。
2 试验结果
2.1 冲击功和FATT50
X100和X80焊管焊缝冲击功和FATT50试验结果如图 1所示。 从图1(a)和图 1(b)可见,焊缝冲击功随温度的降低显著降低,而且冲击功分散性较大。图1(c)中,X100和X80焊管焊缝在试验温度下的冲击功平均值均在40~165 J范围内,与焊管母材的120~290 J相比显著降低。从整体变化趋势来看,X100焊管焊缝的冲击韧性略优于X80焊管焊缝。从图1(d)和图1(e)可知,X100和X80焊管焊缝的FATT50分别为-37℃和-18℃,二者的低温韧性均较差。-60℃时,X100焊管焊缝的平均剪切面积率为28.3%,X80焊管焊缝的平均剪切面积率为27.7%,均为脆性断裂。若在高寒地区服役,试验所用焊管则存在严重的安全隐患。

图1 X100和X80焊管焊缝冲击功和FATT50
2.2 氧、氮、氢含量
表2为X100和X80焊管中氧、氮、氢含量的测定结果。
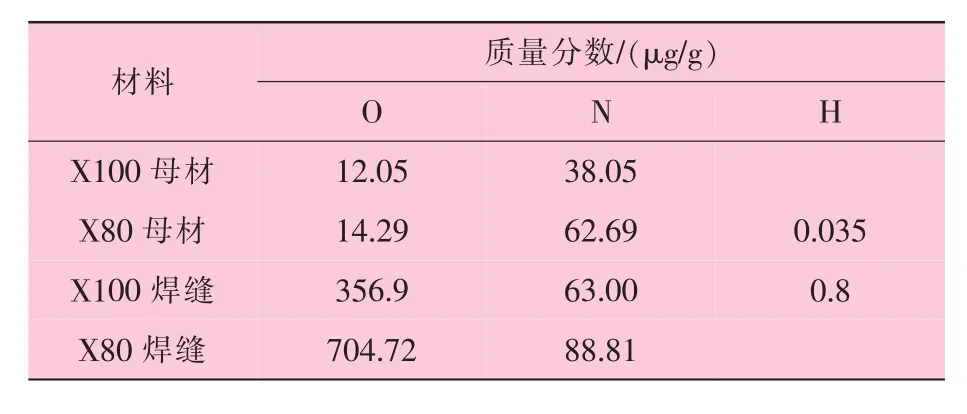
表2 X100和X80焊管中氧、氮、氢的质量分数
由表2可见,X100和X80焊管母材中氧、氮、氢含量均较低。X100焊管焊缝中O的质量分数为356.9 μg/g,是母材含量的30倍;X80焊管焊缝中O的质量分数为704.72 μg/g,是母材含量的49倍。X100和X80焊管焊缝中的氮含量也高于母材,但相差不大。母材和焊缝中的氢含量很低,出现未检出的现象。尽管母材和焊丝的含氧量很低,但是焊缝的含氧量总是增加的。这是由于焊缝金属不仅与氧化性气体发生反应使焊缝增氧,而且会与熔渣中容易分解的氧化物发生置换反应使焊缝增氧。氧对焊缝的性能有很大影响,随着焊缝含氧量的增加,塑性和韧性明显下降,尤其是低温冲击韧性[4]。氮主要来源于焊接区周围的空气,钢中氮含量过高会促使焊缝金属发生时效脆化[5]。
3 分析与讨论
3.1 显微组织
X100焊管焊缝的显微组织照片如图2所示。由图可见,X100焊管焊缝的组织以针状铁素体(AF)为主,含有少量的粒状贝氏体铁素体(GB)和先共析铁素体,M/A组元多分布在铁素体晶界。图2(a)中,AF呈现非平行性、多位向析出的针片状形态,白色的先共析铁素体沿柱状晶界析出,少量以侧板条形态由晶界向晶内生长。图2(b)中,形态各异的M/A组元呈亮白色浮在铁素体基体上。图2(c)中,细小AF晶粒呈放射状分布,而GB晶粒略显粗大,二者都含有较高的位错密度。奥氏体向AF的转变为共格切变和扩散转变,在切变过程中,局部地区的可动位错发生偏聚缠结而成为亚晶[6]。AF内的亚晶结构和高密度的可动位错可使焊缝具有良好的韧性。从图2(d)~图 2(f)可见,M/A 组元多分布在 GB 和 AF晶界。

图2 X100焊管外焊缝的显微组织
X80焊管焊缝的组织照片如图3所示。由图可见,X80焊管焊缝的组织以AF为主,含有少量的先共析铁素体,M/A组元分布在AF晶界。图3(a)中,沿柱状晶界有粗大先共析铁素体析出。在图3(b)中,电镜下可见M/A组元较粗大,有长条状、三角形和四边形状。从图3(c)和图3(d)中可见AF多位向析出、交错分布的形态,这种组织形态可使材料获得好的韧性。但是X80焊管焊缝中含有较多的夹杂物,而且M/A岛聚集分布(见图3(d)~图 3(f)),这种情况会影响组织均匀性。 夹杂物和M/A岛周围易产生应力集中,在外力作用下容易成为裂纹源,从而降低材料的韧性[7]。
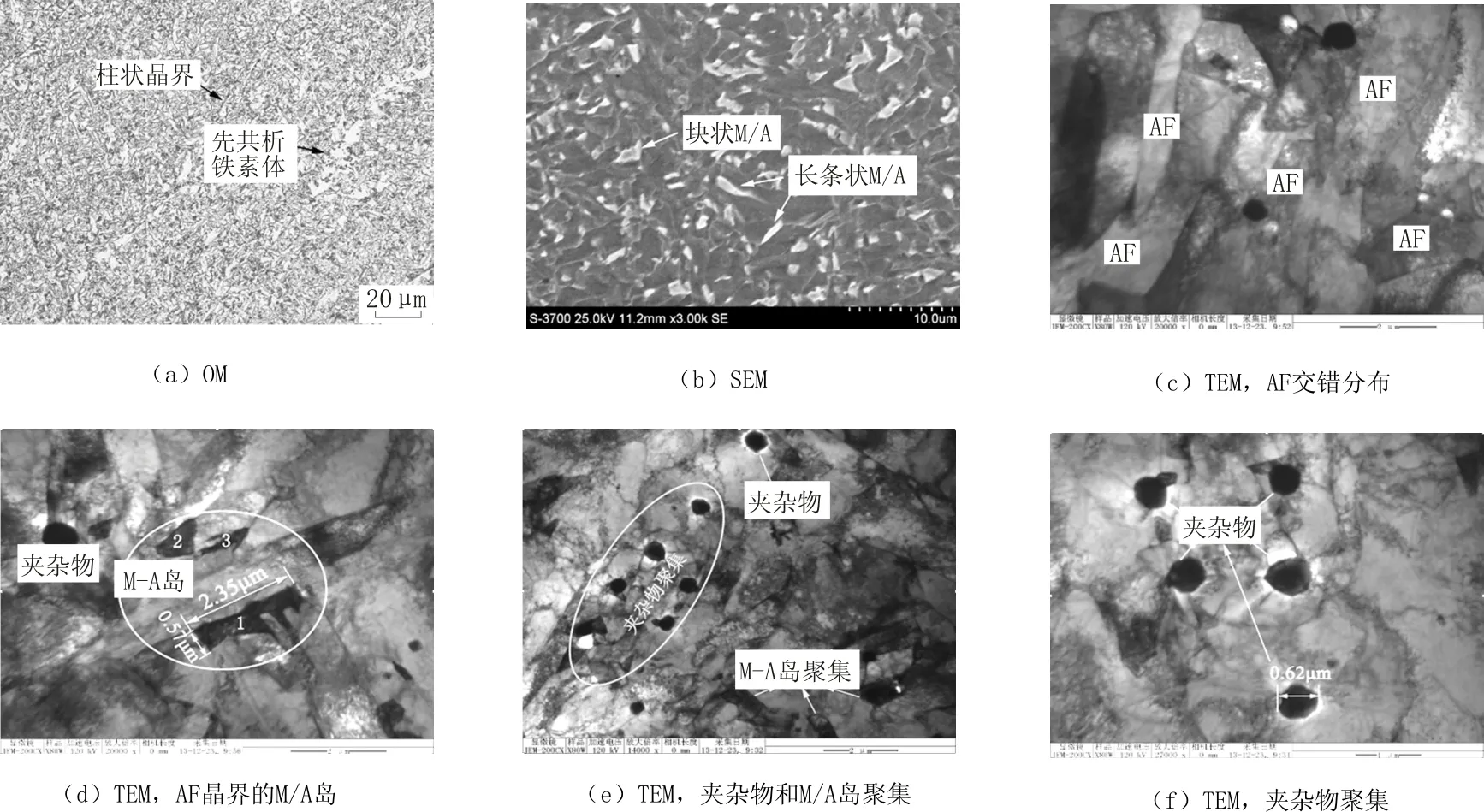
图3 X80焊管外焊缝的显微组织
3.2 夹杂物
X100和X80焊管焊缝含氧量是母材的几十倍,但是氧在室温下的溶解度很低,因此氧的有害作用主要是通过夹杂物表现出来。对冲击断口扫描发现,X80焊管焊缝中的非金属夹杂物较多,尺寸较大,大部分为氧化物夹杂。X100焊管中未发现尺寸较大的夹杂物,所有夹杂物尺寸均小于10 μm。这与氧、氮、氢含量测定的结果基本一致。在冲击试验过程中,夹杂物成为裂纹源,会显著降低材料的冲击功,对冲击韧性非常不利[8-9]。
X80焊管焊缝20℃下冲击试样断口SEM和夹杂物EDS如图4所示。从图4(a)可见夹杂物长66 μm、宽21 μm,尺寸较大,夹杂物的尺寸越大,产生裂纹的几率越大。在夹杂物的下端尖角处可见微裂纹,可见夹杂物与基体的结合力较弱,产生了二次裂纹 (与断面主裂纹扩展方向垂直)。夹杂物周围为韧窝形貌,但韧窝较浅,尺寸小于5 μm,说明断裂前产生的塑性变形较小。根据图4(b)中夹杂物的EDS分析可知,此夹杂物为钙的硅酸盐夹杂。

图4 X80焊管焊缝20℃下冲击试样断口SEM和夹杂物EDS
X80焊管焊缝-60℃下冲击试样断口SEM和夹杂物EDS图5所示。图5(a)中,黑色球状夹杂物的直径约为58 μm,尺寸较大。夹杂物已经破碎,而且与基体分离,周围为解理形貌。根据EDS分析可知,此夹杂物为钙的铝酸盐夹杂,主要来源于脱氧产物或还原渣等。不含SiO2的钙铝酸盐夹杂物较硬,在轧制过程中仍保持球状,一般不会被拉长,但是在大的变形量下会发生破碎[10],从而破坏了材料的连续性,对材料塑性和低温韧性不利。

图5 X80焊管焊缝-60℃下冲击试样断口SEM和夹杂物EDS
有研究表明,只有10%~36%的夹杂物参与AF形核[11],作为AF有效形核质点的非金属夹杂物的平均直径为0.51 μm[12],而一些尺寸较大、形状不规则的非金属夹杂物往往是造成焊缝冲击韧性显著降低的主要原因。氧化物夹杂在金属焊接时普遍存在,这些氧化物主要是熔池进行冶金反应时产生的,只有少量是由于操作不当而混入焊缝中。因此,要合理选用焊接材料,严格烘干焊剂,使其含有较少的氧、氮和氢。此外,注意保护熔池,防止空气侵入。
3.3 M/A组元
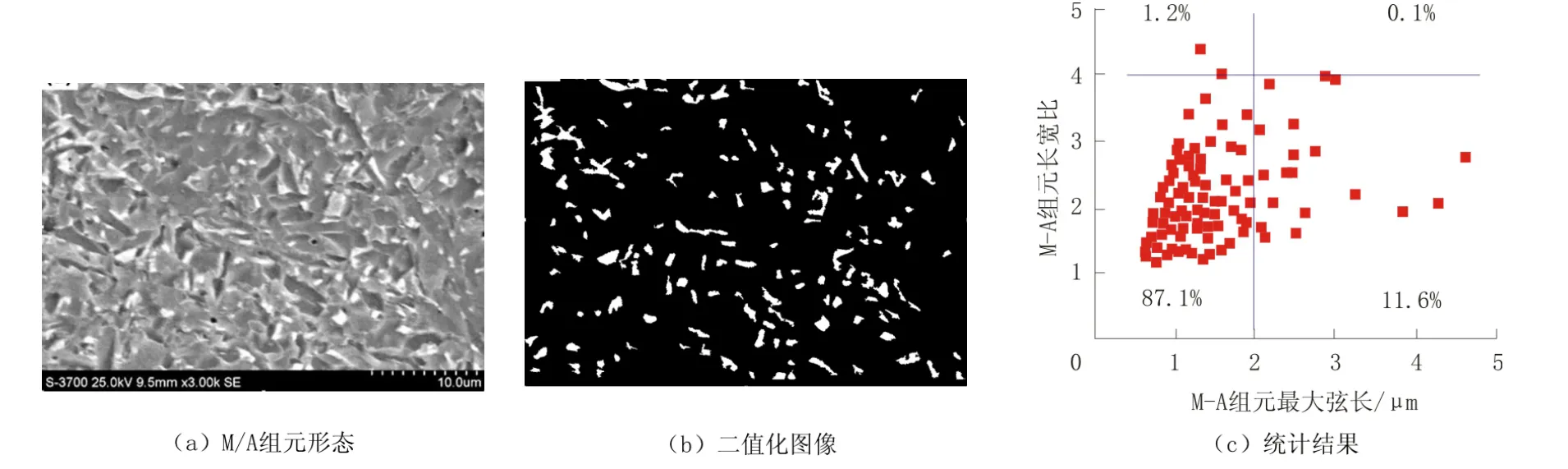
图6 X100焊管焊缝中M/A组元形态
采用Image Pro-plus软件对X100和X80焊管焊缝中M/A组元的面积分数、最大弦长及长宽比进行了统计分析,结果如图6和图7所示。
比较图6和图7可以发现,X100焊管焊缝中的M/A组元比较细小,X80焊管焊缝中粗大块状M/A组元含量比X100焊管多。对二值化图像进行M/A组元面积和形态分析,结果见图6(c)和图7(c)。长宽比小于4且最大弦长小于2 μm的为细小块状M/A组元,一般情况下不容易产生裂纹,若分布均匀还可以有效阻碍裂纹扩展,对材料的韧性有利。长宽比小于4且最大弦长大于2 μm的为粗大脆性M/A组元[13],由于其最大弦长大于Griffith临界裂纹尺寸,在外力作用下容易成为裂纹源,因此为脆性M/A组元,对材料韧性不利。
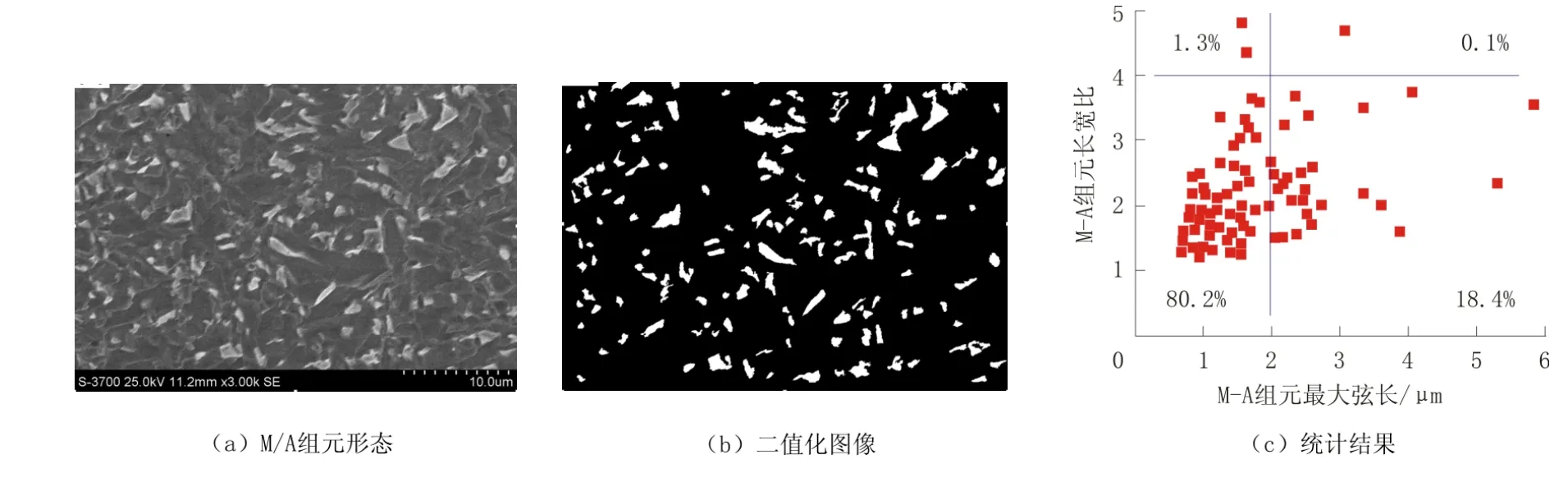
图7 X80焊管焊缝中M/A组元形态
通过计算可以得出,X100和X80焊管焊缝中M/A组元的面积分数分别为7.8%和9.2%,X80焊管焊缝中的M/A组元含量比X100焊管的高。从图6(c)可见,X100焊管焊缝中细小M/A组元占87.1%,脆性M/A组元占11.6%。图7(c)中,X80焊管焊缝中细小块状M/A组元占80.2%,脆性M/A组元占18.4%。
有研究[14]认为含量较多且呈大块状的M/A组元是导致管线钢焊缝冲击功分散的原因,因此X100和X80焊管焊缝中的脆性M/A组元对韧性波动具有一定的促进作用。
在连续冷却过程中形成的M/A组元形态各异、成分不均[15],图8为M/A组元在TEM下的精细结构。图8(a)中M/A组元呈矛头状,图8(b)中M/A组元形状不规则,最大弦长大于2 μm且具有多个尖角,对材料的韧性不利。在图8(c)中M/A组元呈三角形和矩形状,在三角形M/A组元的尖角处可以清楚的看到被钉扎的位错,由于位错运动受阻,在外力作用下尖角处容易产生应力集中从而产生微裂纹。

图8 M/A组元的精细结构
4 结 论
(1)在-60~20℃的试验温度下,X100和X80焊管焊缝的冲击功平均值在40~165 J范围内,焊缝出现韧性降低现象。X100和X80焊管焊缝的FATT50分别为-37℃和-18℃,低温韧性较差。
(2)X100焊管焊缝组织以AF为主,含有少量的GB和先共析铁素体,M/A组元多分布在AF晶界。X80焊管焊缝组织以AF为主,含有少量的先共析铁素体和M/A组元。X80焊管焊缝中M/A组元和夹杂物聚集现象比较严重,组织不均匀是降低焊缝韧性的原因之一。
(3)X100和X80焊管焊缝含氧量是母材的几十倍,导致焊缝中含有较多大尺寸的非金属夹杂物,显著降低焊缝冲击功;脆性M/A组元也是降低焊缝韧性的重要因素。控制焊缝韧性降低的主要措施是控制焊缝含氧量和脆性M/A组元含量。
[1]ZHAO W Z,WANG Z C,LI J M,et al.Natural Gas Resources of the Sedimentary Basins in China[J].Marine and Petroleum Geology,2008,25(04):309-319.
[2]CORBETT K T,BWEN R R,PETERSEN C W.Highstrength SteelPipeline Economics [J].International Journal of Offshore and Polar Engineering,2004,14(01):75-80.
[3]张伟卫,熊庆人,吉玲康,等.国内管线钢生产应用现状及发展前景[J].焊管,2011,34(01):5-8.
[4]张文钺.焊接冶金学[M].北京:机械工业出版社,2005:83-91.
[5]周德光,罗布钢,曾立,等.钢中氮的控制及其对质量的影响[J].炼钢,2005,21(01):43-46.
[6]冯耀荣.管线钢显微组织的分析与鉴别[M].西安:陕西科学技术出版社,2008:1-9.
[7]LAN L Y,QIU C L,ZHAO D W,et al.Analysis of Martensite-austenite Constituentand Its Effecton Toughness in Submerged Arc Welded Joint of Low Carbon Bainitic Steel [J].Journal of Materials Science,2012,47(11): 4732-4742.
[8]张莉萍,葛建国,赵爱军.浅谈钢中夹杂物的控制对钢质量的影响[J].包钢科技,2002,28(04):85-87.
[9]曾光廷,李静缓,罗学厚.非金属夹杂物与钢的韧性研究[J].材料科学与工程,2000,18(02):87-90.
[10]崔约贤,王长利.金属断口分析[M].哈尔滨:哈尔滨工业大学出版社,1998:34-40.
[11]SARMA D S,KARASEV A V,JONSSON P G.On the Role of Non-metallic Inclusions in the Nucleation of Acicular Ferrite in Steels[J].ISIJ International,2009,49(07):1063-1074.
[12]LEE T K,KIM H J,KANG B Y,et al.Effect of Inclusion Size on the Nucleation of Acicular Ferrite in Welds[J].ISIJ International,2000,40 (12):1260-1268.
[13]BONNEVIE E,FERRIERE G,IKHLEF A,etal.Morphological Aspects of Martensite -austenite Constituents in Intercritical and Coarse Grain Heat Affected Zones of Structural Steels[J].Materials Science and Engineering A,2004,385 (01):352-358.
[14]薛屺,刘德臣,尹长华,等.焊缝中M-A组元对X70管线钢焊缝组织及冲击性能的影响[J].金属热处理,2013,38(08):32-37.
[15]WANG C M,WU X F,LIU J,et al.Transmission Electron Microscopy of Martensite/Austenite Islands in Pipeline Steel X70[J].Materials Science and Engineering A,2006,438:267-271.
猜你喜欢
今日农业(2022年16期)2022-09-22
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
失效分析与预防(2021年6期)2021-02-15
中国外汇(2019年22期)2019-05-21
中华家教(2018年11期)2018-12-03
四川冶金(2018年1期)2018-09-25
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06