
UG软件在数控加工中的应用
2014-01-29 09:54侯江兰
塑料制造 2014年3期
侯江兰
(新疆天业集团三期化工筹建处,新疆石河子, 832000)
UG软件在数控加工中的应用
侯江兰
(新疆天业集团三期化工筹建处,新疆石河子, 832000)
利用3D-MAX提供人像曲面模型,在UG软件中进行处理和加工,介绍UG软件强大的数据转换功能,丰富的加工策略和强大的曲面加工能力。
UG,加工工艺,后处理,刀路
1 引言
UG (Unigraphics)是当今世界最先进、面向先进制造行业、紧密集成的CAD/CAE/CAM(计算机辅助设计/辅助工程/辅助制造)软件系统它提供了从产品设计、分析、仿真到数控程序生成等一整套解决方案。本文介绍了非工程软件3D-MAX的人像模型在UG软件处理和加工过程。
图1 人像模型
2 对人像模型的加工前的处理
如图1所示为由3DMAX的stl文件格式导入UG软件的人头部模型,模型的类型为faceted Body,

图2 人像加工模型
由于模型类型,模型也没有任何参数,UG中绝大部分建模和编辑命令多对他无法操作,只有采用间接的方法去操作它。首先将模型面部调整到较好的视觉角度,调整坐标系,做一个120mm×160mm长方形,通过Edit-transform-scale和translate命令将模型调整到合适的大小并移动到长方形中,然后对长方形进行extrude操作,将人头部模型中除像部包裹在六方体中,见图2,这样人像的加工模型就建立起来了,为了在加工模块里便于操作,通过对此模型以stl文件格式进行导出导入,使人像模型和六方模型如何融合为一体,都变为faceted Body类型。
3 利用UG加工模块进行模型加工
为了保证人像模型加工质量和效果,加工的材料选用航空锻铝,选用的机床为高速轻载机床DMU-80T,主轴转速最高可达30000r/min。
3.1 数控加工工艺设计
根据人像模型的尺寸,选择120mm×160mm×70mm毛胚。根据人像模型轮廓特点和材料特点,加工工序分为四个工序:粗加工 、半精加工、精加工、和清根加工。
3.2 刀具选用和切削参数的确定
为了保证加工的质量和加工效果,刀具全部选用肯那硬质合金涂层刀具,粗加工选用Ø10mm四刃立铣刀,切削速度为80m/min,主轴转速n=2500r/min,切削进给速度为200mm/min。半精加工选用Ø5mm四刃球头铣刀,主轴转速n=5000r/min,切削进给速度为600mm/min。精加工选用Ø2mm四刃球头铣刀,主轴转速n=12000r/min,切削进给速度为1000mm/min。清根加工选用Ø1mm四刃立铣刀,切,主轴转速n=24000r/min,切削进给速度为1000mm/min。
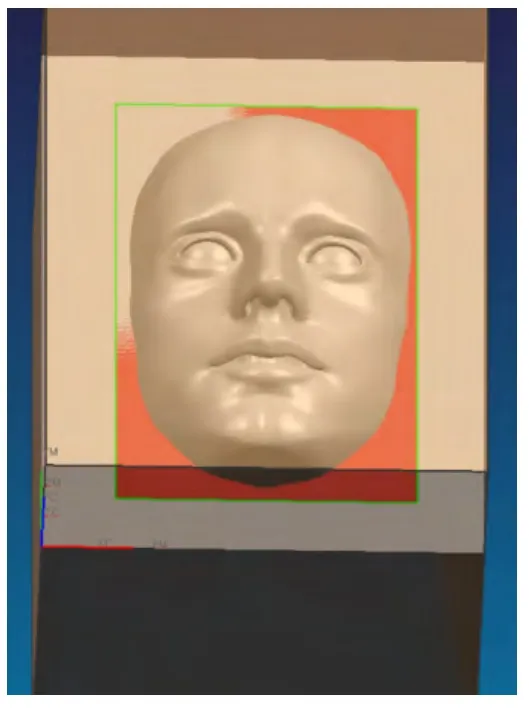
图3毛胚和驱动面
3.3 数控加工编程
3.3.1 编程准备
用UG软件对人像模型编程需要作几项准备工作:首先,将几何体WORKPIECE项毛坯设为120 mrn×160rnrn×70mrn的方料,MCS加工坐标系设在矩形体的上表面左下角;其次,为提高编程的效率,需预先对模型的像部做驱动面面,在具体编程时候就可以利用UG的强大分类选择功能对指定的面进行特定选择,极大地提高了编程操作的效率和加工时间,降低了劳动强度。
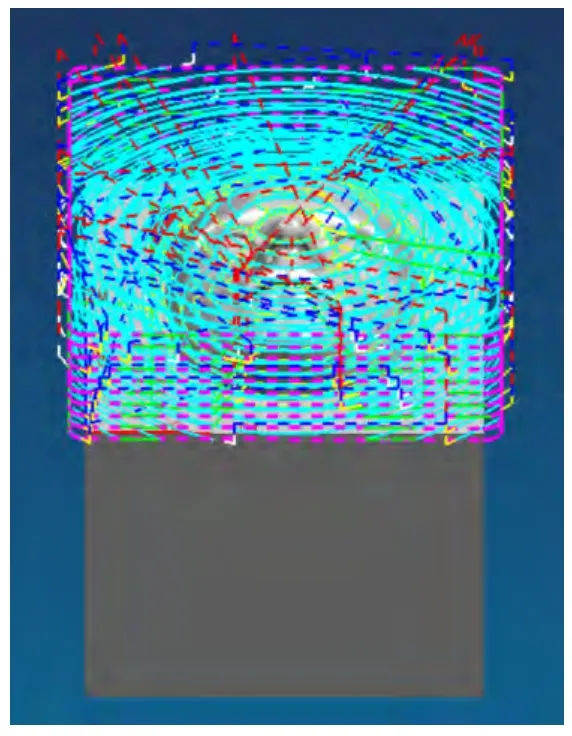
图4 粗加工刀路轨迹
3.3.2 曲面加工编程
(1)粗加工 整体粗加工粗加工的目的在于尽可能快地有效切除多余材料。采用型腔铣cavity Mill方式进行粗加工,选择Ø10mm四刃立铣刀。粗加工采取高切削速度、高进给速度和小切削量的策略,尽可能地保持刀具负荷的稳定,减少任何切削方向的突然变化,保持最大和稳定的切削速度。 型腔铣削方式随工件模式而定,每刀切深设0.5mm。选择层优先,顺铣。部件加工余量设为0.3mm,内外公差设为0.03mm。在连接方式中选择优化方式、打开刀路方式,减少空行程,见图4。
(2)半精加工选择Ø5mm四刃球头铣刀,采用FIXED_CONTOUR加工方式半精加工,FIXED_CONTOUR加工方式主要是对驱动面进行操作,非常适合对Faceted Body模型加工编程,以平行方式走刀,切削类型选择ZIG_ZAG,以减少抬刀次数,走刀间距是通过stepover的值来控制,值越大走刀越密集,半精加工stepover的值定为100,模型内外公差设为0. 03mm,加工余量设为0。图5半精加工横向刀路轨迹,通过对刀路观察,在模型的陡峭处切屑不好,所以增加了对工件的纵向刀路见图6,对驱动面对切削方向选择就可实现。
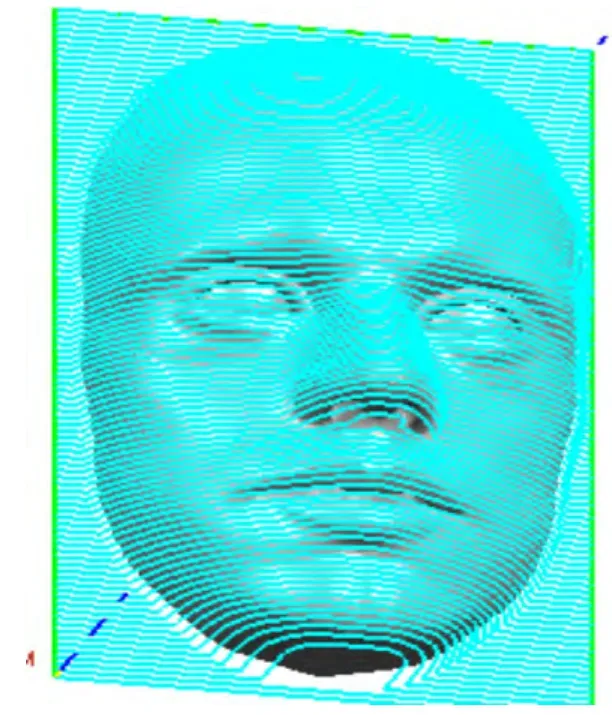
图5 半精加工横向刀路轨迹
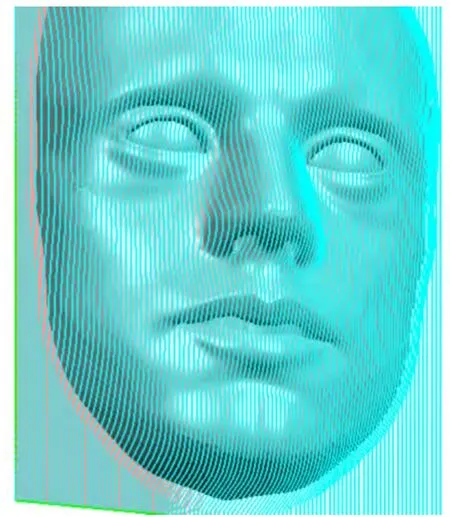
图6 半精加工纵向刀路轨迹
(3)精加工 精加工仍然采用FIXED_CONTOUR加工方式,选择Ø2mm四刃球头铣刀,采用stepover的值定为300,以更加密集刀路对模型进行加工,加工余量设为0,内外公差设为0.001mm。
(4)清根加工 清根加工采用Flowcut¬_smooth加工方式,采用Ø1mm球头铣刀, 选择面部的眼、口、鼻为加工区域,加工余量设为0,内外公差设为0.001mm,得到的加工轨迹见图7。
3.3.3 仿真加工
刀路程序编制完成后,对全部程序进行仿真加工,检查程序有无过切现象,如图8仿真加工结果显示,所有程序无过切现象。
3.4 实际加工
刀路程序经后处理后生成G代码的加工程序,传入数控机床进行实际加工,经加工验证,人像轮廓和细节形状清晰,加工表面光洁度高,而且切削效率较高。
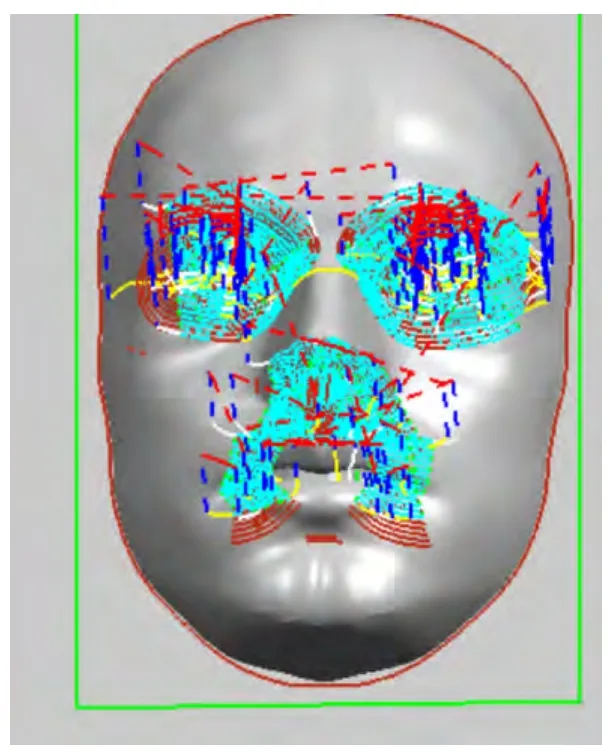
图7 清根加工刀路轨迹
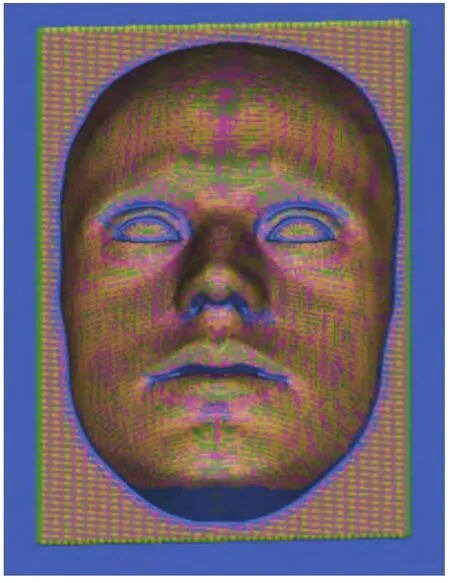
图8 仿真加工
4 结论
利用3D-Max动画模型,通过UG软件处理和数控编程,完成了动画模型复杂人像模型的加工过程,展现了UG软件强大的数据转换和曲面加工及后处理过程。本文仅从数控加工的角度出发,对基于UG的数控加工技术与经验进行了总结和归纳,
[1]洪志贤,等. Unigraphic三轴铣床加工模组[M].北京:北京大学出版社,2001.
[2]马秋成,聂松辉.UG-CAM篇 [M].北京:机械工业出版社,2002.
[3]赖育良.Unigraphic NX4实体和组合应用[M].北京:科学出版社,2006.
[4]杨叔子.机械加工工艺师手册[M].北京:机械工业出版,2002.
UG Software CNC Machining of Application
Hou Jianglan
(Xinjiang Tianye Chemical Group to build three office ,XinjiangShihezi, 832000)
3D-MAX offers portraits surface model, handling and processing in UG software, introduced UG powerful data conversion software, rich and powerful surface machining strategies processing capacity.
UG;processing;post-processing;tool path
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
湖北农机化(2020年15期)2020-10-13
计量学报(2020年7期)2020-08-07
模具制造(2019年9期)2019-10-26
汽车实用技术(2019年7期)2019-04-18
科技创新导报(2019年34期)2019-04-10
制造业自动化(2019年1期)2019-01-19
制造技术与机床(2018年8期)2018-10-09
农机使用与维修(2018年2期)2018-02-26
电气化铁道(2016年2期)2016-05-17
