
冷轧电工钢森吉米尔轧机研究进展
2014-01-13 09:54武佳蕾
冶金设备 2014年1期
武佳蕾
(北京中冶设备研究设计总院有限公司 北京100029)
1 前言
电工钢主要用于制造变压器和电动机的铁芯以及其他导磁元件,是重要的节能型功能材料。电工钢具有硅含量高、变形抗力大、加工脆性大、断带率高的特点。与一般冷轧相比,电工钢冷轧更加复杂,为获得期望的电磁和机械特性,轧制工艺需要满足几何公差、压下率、板温等要求。
冷轧机是电工钢生产的关键设备,除中低牌号钢外,硅钢一般采用可逆式轧机轧制,机型主要有CVC 四辊轧机、CVC六辊轧机、UCM 六辊轧机、森吉米尔二十辊轧机等。其中森吉米尔轧机具有整体刚性大、工作辊径小等特点,是轧制电工钢广泛采用的理想机型。
2 森吉米尔轧机特点
森吉米尔轧机采用单机架可逆式布置,主要设备包括:主轧机、开卷机、左卷取机、右卷取机等,设备平面布置简图如图1所示。
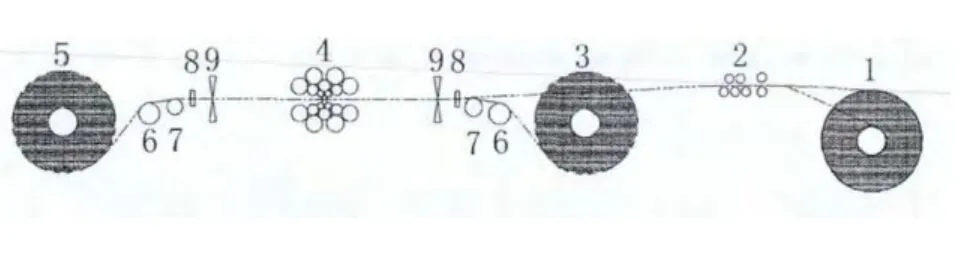
图1 20辊森吉米尔轧机结构简图
森吉米尔主轧机机架为零凸度整体铸钢结构,外形尺寸紧凑,刚度高。轧机辊系为“l-2-3-4”形式的多层轧辊排列,工作辊由塔形结构支持,轧制力从工作辊通过中间辊呈放射状传递到各支撑辊上,进而传递到整体机架上。森吉米尔轧机工作辊径小,轧制载荷作用下,机架宽度方向上变形均匀分布,因此轧制时自由宽展小,边部减薄和裂边倾向小,道次压下率高,有利于提高成材率,减少断带事故,保证轧件尺寸精度[1]。
森吉米尔二十辊轧机具备多种调整机构。最主要的调整机构有压下调整机构、A-SU 调整机构(径向调整机构),一中间辊调整机构(轴向调整机构),下压上调整机构、楔形块调整机构,轧辊直径补偿调整机构等,通过调整机构实现厚度、板形自动控制。
3 森吉米尔轧机研究进展
3.1 轧机结构
森吉米尔二十辊轧机整体机架刚度高,工作辊径小,但也存在缺点诸如轧机开口度小,配辊复杂等缺点。近年来,轧机结构也在不断优化改进。森吉米尔轧机开口度增加,则轧制工程中的穿带、断带处理更容易,便于轧辊辊径管理,并且适应硅钢高温轧制和板温调整。美国I2S 和Sendzimir公司最新开发的ZR22BE,通过增加压下行程和轧制线高度调整行程,在保持零凸度整体牌坊基础上,获得更宽的开口范围,最大达到27mm。此外,在保持零凸度设计条件下出现了分体式森吉米尔机架,采用德国Frohling专利,将上、下分体机架装入双牌坊闭口式机架中,机架开口度达250mm 左右。法国DMS公司与Sendzimir公司合作推出分体式森吉米尔轧机,两部分在机架四角由4个液压缸紧密地合上,机架可允许130mm 的开口度。日本MH 公司开发分体牌坊式大型森吉米尔轧机(HZ-Mill),并采用双A-SU 辊形调节机构确保了电工钢板形控制能力,工作辊辊缝达80mm 左右[2]。
3.2 厚度控制研究
森吉米尔轧机具有先进的厚度闭环控制系统AGC,用于消除轧制过程中产生的带钢纵向长度上的厚度差。厚度控制系统是通过测厚仪或传感器(如辊缝仪和压头等)连续地测量带钢实际厚度,并根据实测值与给定值相比较后的偏差信号,通过控制回路和装置或计算机的功能程序,改变轧机压下位置、轧制张力或速度等,将板带的厚度控制在允许偏差范围内。
目前,森吉米尔轧机配置了完善的测厚、测速、压力、张力等检测仪表,采用前馈AGC、反馈AGC、压力AGC、秒流量AGC、张力AGC和加减速厚度补偿等多种AGC控制技术,提高了带钢厚度控制精度。文献[3]等采用以秒流量AGC为控制系统核心部分,前馈AGC、反馈AGC、加减速厚度补偿为辅助AGC 形式的组合的控制策略,使带钢厚度偏差消除的效果明显,提高了薄板带材的产品质量[3]。
3.3 板形控制研究
由于森吉米尔轧机的工作辊径小,与带钢的接触面积小,弹性变形复杂,对轧制板形不利,所以轧制过程板形控制非常重要,通过精确的板形控制消除轧制过程中产生的带钢横向宽度上的厚度差,从而避免钢带断带,获得良好板形,提高硅钢片叠片系数,降低磁滞伸缩。
森吉米尔轧机板形控制主要是由板形调节机构,测量装置,控制和运行模型组成的闭环控制AFC。除此之外,目前森吉米尔二十辊轧机的板形自动控制系统还具备温度补偿和边部补偿功能。森吉米尔轧机开发了动态凸度调节,通过调节上部背衬辊“B”和“C”轴上的各个轴承高度来实现的,允许操作人员在轧机上实现凸度和锥度的增加和减少;开发了w 设计,即“B”、“C”和“A”、“D”备衬辊均有弯曲调整装置,通过单个液压伺服阀单独控制各液压缸进行垂直移动。日本MH 公司双AS-U 辊形调整机构可使支承辊进行单独调节,调整量大,在轧制过程中还可以通过高响应速度的中间辊弯曲来调整板形,综合板形控制能力较强。
控制模型方面,针对传统板形预测模型的固有缺陷,文献[4]建立了基于神经网络的森吉米尔轧机板形预测模型。经冷轧实测数据验证,模型具有较高的预测精度。文献[5]研究森吉米尔轧机的板形变化规律,采用影响函数法建立了多辊系弹性变形仿真模型,对现有板形调控、辊型设计等方面提出了改进方案。文献[6]以某硅钢厂ZR22BS-42型森吉米尔轧机辊系为研究对象,从轧辊打滑条件判定,辊系的力矩计算和考虑滑动摩擦和带材张力的情况下建立和完善现有辊系力学模型,计算求解辊间接触力以及启动力矩。文献[7]采用接触元双坐标法建立森吉米尔二十辊轧机辊系变形模型,分析第一中间辊横移量对板形的影响,掌握了板形控制能力以及板形调整机构对板形的调控规律。文献[8]基于MATLAB语言开发了分析二十辊轧机板形控制性能的辊系-轧件一体化仿真模型及软件工具,可以满足辊系变形在线计算的需求,对国内某厂森吉米尔轧机辊系及轧件的变形行为进行了仿真计算,得到了不同工况下承载辊缝曲线、ASU 调节特性、第1中间辊轴向横移对边降的控制能力、第2中间辊随动辊凸度对板形调控性能影响、辊间接触压力分布等结果,进而分析了轧制过程中各板形控制手段的调控能力。电工钢实际生产过程中,技术人员对森吉米尔板形检测机构、调整系统设计制造不断改进,取得良好效果[9,10]。
4 结语
随着科技和工业的发展,森吉米尔二十辊轧机在电工钢轧制领域得到了很大的发展和广泛应用,对森吉米尔轧机的不断研究,必将使其在电工钢轧制发挥优良性能,从而获得理想的电工钢产品质量。
[1]潘纯久.20辊轧机及高精度玲轧带生产[M].北京:冶金工业出版社,2007.
[2]有田一豊,冨野貴義,高田貴嗣.轧制电工钢板的可逆轧机[J].上海金属,2007,Vol.29(5):37-40.
[3]粟中庆,王京,王伟.二十辊单机架可逆冷轧机AGC 系统的研究与应用[J].内蒙古科技大学学报,2011,Vol.30(3):244-248.
[4]赵红雁.森吉米尔轧机板形预测的神经网络方法[J].钢铁研究,2001,Vol.4(2):25-27.
[5]王崇涛,方康玲.森吉米尔轧机的板形控制[J].轧钢,2005,Vol.22(4):14-16.
[6]张耀兵.20辊森吉米尔轧机辊系力学分析与计算[D].武汉科技大学,2012.
[7]刘云飞,黄煜,赵晓辉,孙亚波,闫冬.森吉米尔二十辊轧机第一中间辊横移影响特性分析[J].重型机械,2013(1):2-6.
[8]张清东,代畅,文杰,张晓峰,秦剑.二十辊森吉米尔轧机板形调控性能仿真研究[J].轧钢,2013,Vol.30(3):1-6.
[9]袁明,吴国荣,刘亮,邢明银,李刚,董涛.冷轧硅钢森吉米尔轧机板形辊故障分析与解决[J].冶金设备,2010特刊(1):79-80.
[10]徐传伟,孙云飞.森吉米尔轧机板形轴向调整系统改进[J].冶金设备,2012特刊(195):38-40.
猜你喜欢
中南大学学报(自然科学版)(2022年7期)2022-08-29
哈尔滨轴承(2022年1期)2022-05-23
冶金设备(2021年4期)2021-10-29
中南大学学报(自然科学版)(2020年11期)2020-12-18
重型机械(2020年3期)2020-08-24
计量学报(2020年7期)2020-08-07
金属世界(2018年3期)2018-06-11
中国机械工程(2015年13期)2015-12-16
科技资讯(2015年8期)2015-07-02
有色金属加工(2014年1期)2014-04-10
