
炼钢钢包全程加盖工艺设备比较分析
2014-01-13 09:53刘世杰牟世学
冶金设备 2014年1期
刘世杰 徐 勇 牟世学
(北京中冶设备研究设计总院有限公司 北京100029)
钢水包是用于炼钢厂、铸造厂在电炉或转炉承接钢水、进行浇注作业的一种钢水容器,由外部的钢结构敞口罐状钢包壳体及内部的耐火保温材料包衬组成。根据宝钢炼钢厂300t整体钢包热循环实测研究的结论[1],新包投入运转的前6个周期,包衬一直处于蓄热状态,需要对钢水进行温度补偿。据炼钢厂钢水温降研究现状[2]记载的研究结果,增加包衬温度可以降低出钢温降,而钢水及空钢包主要散热方式是辐射传热,通过在钢水表面覆盖保温剂及连铸过程中钢包加盖,可以降低钢水温降。炼钢厂钢包全过程加盖技术是冶金行业一项新兴的节能技术,它通过钢包全程带盖运行,降低了空包包衬及钢水的热辐射,进而降低钢水温降及出钢温度,提高燃料的利用率,降低保温剂的使用量,节约能源及碳排放[2]。由于炼钢工艺的复杂性,通常在接钢水前后、精炼前后甚至钢包倾翻前后需要进行钢包加取盖作业。为了适应各炼钢厂不同的工艺布置,钢包加取盖装置衍生出了很多种类型。本文按照加取盖动作时,跟加取盖装置和钢包之间的相对运动关系,将其分为移动式及固定式两大类钢包加取盖装置。移动式钢包加取盖装置,是在进行加取盖动作时,先将钢包固定,再利用加取盖专用吊具为钢包取下、带上钢包盖的技术方案。其典型案例有回转式加取盖装置、移动插齿式加取盖装置、悬挂移动式加取盖装置等[3]。而固定式钢包加取盖装置是利用钢包车自身的走行运动及设置在特定位置的装置进行钢包加取盖操作的技术方案,其典型案例为插齿式钢包加取盖装置。本文主要分析目前各种主流钢包加取盖装置的优缺点,并提出改进意见,为推广钢包全程加盖技术提出新的优化方向。
1 各型加取盖装置结构特点
1.1 固定插齿式钢包加取盖装置
1.1.1 “顺向取盖”装置结构特点
加取盖操作流程如下:
取盖前,包盖带在钢包口上,钢包盖固定挂钩与对应的耳座保持锁定位置,取盖时,钢包向图示无钢包铰链座的方向运动,通过插齿时,钢包盖上的销轴沿着插齿斜面运动,使钢包挂钩与钢包铰链座脱钩,使钢包盖达到取出位置。
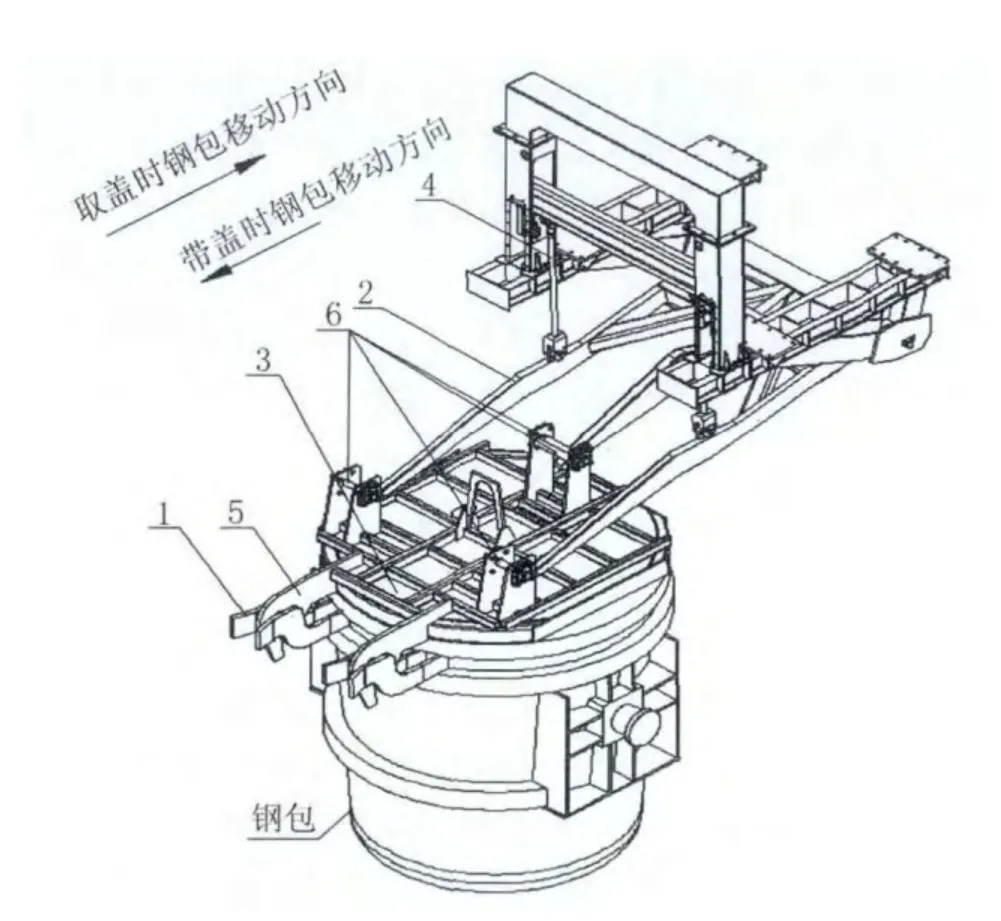
图1 “顺向取盖”装置
1-焊接在钢包上的钢包铰链座(2 个);2-插齿;
3-钢包盖;4-插齿提升机构;5-钢包盖固定挂钩
(2个,与钢包上的固定耳座一一对应);6-钢包盖上销轴
带盖时,钢包盖位于插齿上的取出位置,钢包向图示有钢包铰链座的方向运动,经过插齿时,钢包铰链座推动钢包盖固定挂钩,使钢包盖销轴沿着插齿斜面运动,使钢包盖固定挂钩与钢包铰链座达到锁定位置,使钢包盖带在钢包口上。
必要时通过插齿提升机构将插齿向上提升避让钢包。
这种插齿式加取盖装置国外的研究比较早,stelco inc公司于1988年申请的欧洲专利EP0331822[4],国内大多数厂家采用与之类似的方案。
1.1.2 “反向取盖”装置结构特点
结构形式与“插齿固定,钢包移动”方式类似,结构组成如图2所示。
其加取盖操作流程如下:
取盖前,包盖带在钢包口上,钢包盖固定挂钩与对应的耳座保持锁定位置,取盖时,钢包向图示有钢包铰链座的方向运动,通过插齿时,钢包盖上的销轴沿着插齿斜面运动,使钢包挂钩与钢包铰链座脱钩,使钢包盖达到取出位置。
带盖前,钢包盖位于插齿上的取出位置,钢包向图中无钢包铰链座的方向运动,经过插齿时,钢包铰链座推动钢包盖固定挂钩,使钢包盖销轴沿着插齿斜面运动,使钢包盖固定挂钩与钢包铰链座达到锁定位置、使钢包盖带在钢包口上。
必要时通过插齿提升机构将插齿向上提升避让钢包。
中国专利CN201320096435.1[5]采用了类似方案。
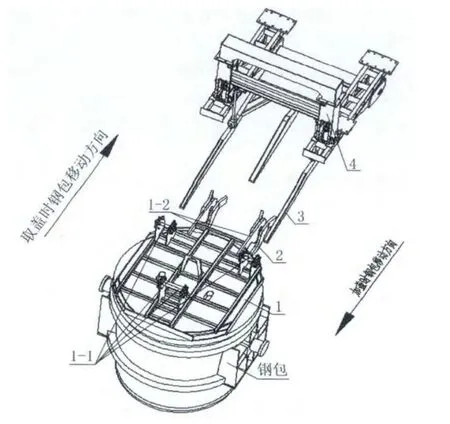
图2 “反向取盖”装置
1.2 移动式加取盖装置
1.2.1 移动式钢包加取盖装置的结构特点
由于移动式加取盖装置的实现形式很多,在此仅以回转式钢包加取盖装置为例说明其机构动作特点。如图3所示,回转式加取盖装置主要由吊钩,吊钩升降装置,回转装置,支架,底座等组成。加取盖作业主要依靠吊钩升降将钢包盖从钢包上取出。

图3 回转式加取盖装置结构示意图
1.2.2 移动式钢包加取盖装置工艺流程
取盖前,带盖钢包达到加盖/取盖操作点停下,回转机构驱动悬臂回转,使处于低位的吊钩升降装置从待机工位水平回转至加盖/取盖工位。吊钩上升达到高位将钢包盖从钢包上取出。回转机构驱动悬臂回转,使处于高位、带着钢包盖的吊钩升降装置回转到待机工位。
加盖前,无盖钢包达到加盖/取盖操作点停下,回转机构驱动悬臂回转,使处于高位、带着钢包盖的吊钩升降装置从待机工位水平回转至加盖/取盖工位。吊钩带着钢包盖下降到低位,使钢包盖戴在钢包上。回转机构驱动悬臂回转,使处于低位的吊钩升降装置从加盖/取盖工位水平回转至待机工位。
2 各型加取盖装置优缺点
2.1 固定插齿式钢包加取盖装置优缺点
固定插齿式加取盖装置的优点是:由于加盖/取盖操作时可以利用钢包车的水平运行动作,其主要机构——通常为插齿——不用配合钢包做任何动作,造成其基本动作比较简单——仅是当加盖/取盖操作完成后通过提升装置提升插齿到高位避让钢包,在进行加盖/取盖前通过提升装置推动插齿到低位等待钢包。由于利用钢包台车的水平运行动作进行加盖/取盖操作,固定插齿式加取盖装置可以沿着钢包台车的运行方向进行布置,在加盖/取盖操作中并没有一个需要台车停下的固定操作点,对台车的定位精度几乎无要求。此类装置机构简单、维护量小、节约投资及运行费用,是广泛使用的一种技术方案。
固定插齿式加取盖装置的缺点是无法布置在钢包台车运行受限制或开不到的工位,同时加取盖动作和台车的运行方向相关,需要根据炼钢厂台车运行的流程决定是使用“正向取盖”还是“反向取盖”。因为以上两类方案中钢包仅有一侧有钢包铰链座与相应的钢包盖挂钩处于安全锁定位置,所以,带盖钢包只能向没有钢包铰链座的一侧倾翻。在一些需要钢包进行双侧倾翻的炼钢厂,固定插齿式钢包加取盖装置的使用受到比较大的限制,不能充分发挥自身的优越性。
2.2 移动式钢包加取盖装置优缺点
移动式钢包加取盖装置优点:由于加盖/取盖操作时不依赖台车配合,可以在钢包台车走行不到的工位为钢包实施加盖/取盖操作。此类装置布置时不需考虑台车的运行方向,占地面积小,容易布置在各种工位。
移动式钢包加取盖装置缺点:加取盖专用吊具在加盖/取盖时一般是从待机位置运行到工作位置进行加盖/取盖作业,完成作业后再运行至待机位置避让钢包。此类装置操作时需要钢包停在加盖/取盖操作点,对控制系统的要求比较高,对台车的定位精度要求也比较高。此类装置动作机构过于复杂,故障点多,难于维护,一般只是作为固定插齿式钢包加取盖装置的补充。
3 改进措施
固定插齿式钢包自动加取盖装置,机构简单、维护量小、节约投资及运行费用。如根据钢厂的工艺布置,正确选用“顺向取盖”或“反向取盖”方案,可以在不加重台车作业负担的情况下,缩短加取盖作业周期,是广泛使用的一种技术方案。然而,无论是“顺向取盖”还是“反向取盖”,目前主流的方案都有着不能直接双向倾翻的缺点。如炼钢厂钢包在运转过程,倾翻方向始终保持一致则无需考虑这个缺点,钢包可以直接带盖倾翻。但是,由于现代炼钢生产工艺的复杂性及厂房空间限制的不利影响,很多钢厂的钢包在运行过程中需要向两个相反的方向倾翻,这给全程采用固定插齿式钢包自动加取盖装置带来了问题。对于这个问题,通常的解决方案,是保证钢包能够带盖向一侧倾翻(一般是保证钢包带盖倒渣),当需要向另一侧倾翻时,采用移动式钢包加取盖装置进行倾翻前摘盖和倾翻后带盖的操作,以避免带盖钢包在倾翻的过程中发生掉盖事故。这种方案不能说是错误的方案,因为它在投资允许的情况下确实能够实现钢包全程加盖工艺。但是,这种解决方案由于杂糅了固定式和移动式两类钢包自动加取盖装置,而这两类装置都有自身固有的优点和不足。混合使用这两类方案,并不能突出任何一类方案的优点,甚至兼有两类方案的不足。例如,从操作时间上来说,虽然固定插齿式钢包加取盖装置操作时间比较短,但多数情况下,只能保证不低于原工位不加盖的正常操作时间。使用移动式钢包自动加取盖进行倾翻前摘盖和倾翻后带盖的操作却会延长操作时间,拖慢整体的工艺节拍,以上的方案属于“治标不治本”。要推广固定插齿式加取盖装置,需要在原有机构的基础上进行优化创新,使其可以满足带盖钢包双向倾翻的工艺要求。为此,本文提出了一个新的解决方案:双向倾翻钢包自动加取盖装置[6](中国专利号:CN201320116568.0)。
4 双向倾翻钢包自动加取盖装置介绍
4.1 结构特点(如图4所示)
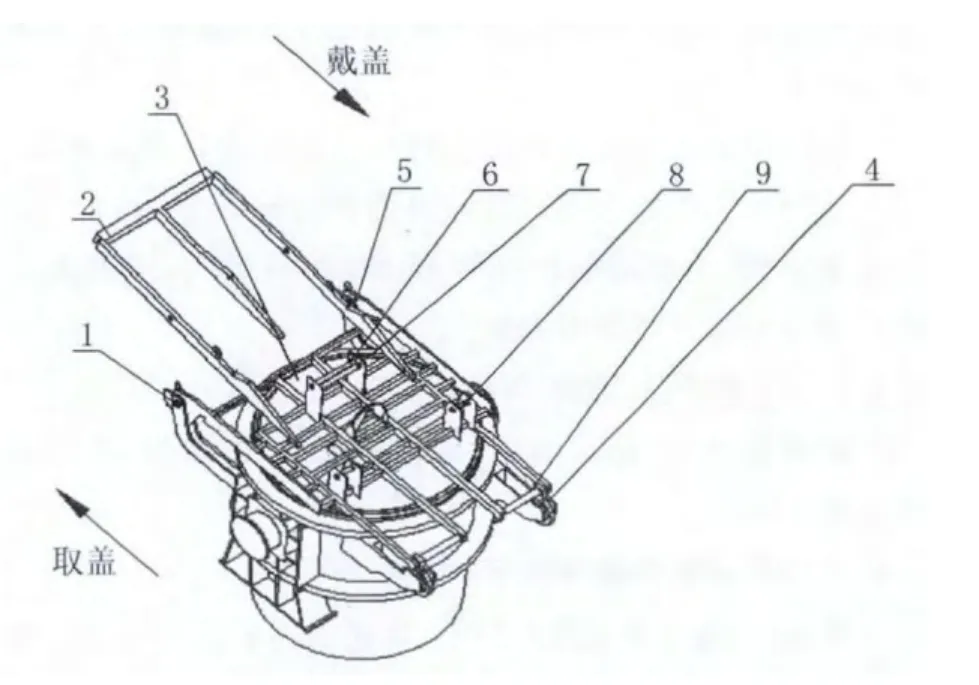
图4 双向倾翻钢包自动加取盖装置
4.2 工艺动作介绍
4.2.1 自动取盖
自动取盖前,钢包盖戴在钢包口上,钢包盖固定挂钩与固定耳座1保持锁定状态,钢包盖活动挂钩与钢包固定耳座2保持锁定状态,插齿与水平面夹角处于自动取盖设定值。当钢包沿着图示取盖方向通过插齿时,钢包上固定耳座1的耳轴,推动钢包盖固定挂钩,钢包盖各转轴、定轴沿插齿斜面运动,带动钢包盖升降、平移、翻转,使钢包盖固定挂钩、钢包盖活动挂钩与各自对应的钢包上的固定耳座(固定耳座1、固定耳座2)脱钩并达到取盖通过位置。
4.2.2 避让无盖钢包
自动取盖后,包盖保持在插齿上的取盖通过位置,可用液压缸或卷扬机向上拉动插齿吊耳,使插齿与水平面夹角变小,包盖位置上升,使包盖固定挂钩及活动挂钩的下沿均高于钢包上固定耳座1、固定耳座2的上沿,使无盖钢包顺利从其下通过。
4.2.3 自动加盖
自动取盖后,用液压缸或卷扬机推动插齿吊耳,调整插齿使无盖钢包通过插齿,固定耳座1上的销轴推动包盖固定挂钩,使包盖上各转轴、定轴沿着插齿斜面运动,带动钢包盖升降、平移、翻转,令包盖固定挂钩及活动挂钩达到锁定位置,最终使钢包盖戴在钢包口上。
4.2.4 带盖钢包向固定耳座1侧倾翻
倾翻前,经过自动加盖操作,包盖戴在钢包上,包盖固定挂钩、活动挂钩均处于锁定位置,钢包戴盖向固定耳座1侧倾翻时,包盖上活动挂钩钩紧固定耳座2,使包盖固定挂钩保持与固定耳座1的锁定,包盖在倾翻过程中,包盖始终牢靠的戴在钢包口上,方便操作工隔着钢包盖对钢包进行操作。

图5 带盖钢包向固定耳座1侧倾翻
4.2.5 带盖钢包向固定耳座2侧倾翻
倾翻前,包盖戴在钢包上,包盖固定挂钩、活动挂钩均与各自对应的钢包固定耳座保持锁定位置,钢包戴盖向固定耳座2侧倾翻时,包盖固定挂钩钩紧固定耳座1,使包盖挂在固定耳座1上不脱落,同时包盖活动挂钩在重力的作用下可向下打开,脱离与固定耳座2的 锁定位置,使得包盖在固定耳座2侧可自由打开。

图6 带盖钢包向固定耳座2侧倾翻
5 结束语
固定插齿式钢包加取盖装置结构简单,操作简便,能够利用台车的走行动作进行加盖和取盖作业,节约操作时间,这与移动式钢包加取盖装置相比有很多优点,本文设想的一种双向倾翻钢包自动加取盖装置,在利用固定插齿式取盖机构的优点的同时,克服了其固有的不能直接双侧倾翻的缺点,简化了操作工艺,从根本上解决了上述问题,可以作为未来钢包全程加盖工艺设备的一个新的优化方向。
[1]吴晓东,刘青,徐安军等.宝钢炼钢厂300t整体钢包热循环实测研究[J].北京科技大学学报2001,Vol.23(5):418-420.
[2]张威,刘晓峰,朱光俊等.炼钢厂钢水温降研究现状[J].重 庆 科 技 学 院 学 报(自 然 科 学 版),2005,Vol.7(4):34-36.
[3]刘晓峰.钢包全程加盖设备与工艺研究现状[J].四川冶金,2011(3):19-22.
[4]stelco inc,Ladle lid,EP0331822(A1)-1989-09-13.
[5]中冶京诚工程技术有限公司,一种反推式钢包全过程自动加卸盖装置,中国专利:CN201320096435.1-2013-03-04.
[6]北京中冶设备研究设计总院有限公司,一种双向倾翻钢包自动加取盖装置,中国专利:CN201320116568.0-2013-03-14.
猜你喜欢
四川冶金(2022年4期)2022-12-31
山东冶金(2022年4期)2022-09-14
山东冶金(2022年2期)2022-08-08
昆钢科技(2021年4期)2021-11-06
中国特种设备安全(2019年10期)2020-01-04
电子制作(2017年17期)2017-12-18
铸造设备与工艺(2016年5期)2016-11-26
现代工业经济和信息化(2016年6期)2016-05-17
安徽冶金科技职业学院学报(2015年3期)2015-12-02
肿瘤预防与治疗(2015年1期)2015-09-26
