
高效硬质合金加工导叶分半键销孔
2013-12-23 04:02:18李萃马凤宫玉龙智连玮
机械工程师 2013年11期
李萃, 马凤, 宫玉龙, 智连玮
(哈尔滨电机厂有限责任公司,哈尔滨150040)
1 引 言
水轮机导叶分半键销孔是水轮发电机组中的传递扭矩的关键部件。是每个机组中必备的,一般为成套(根据机组形式不同,一般一台机组24、48 或96 个),精度要求高,且为异种材质,加工难度大,周期长,质量较难保证。导叶分半键销孔加工长期以来一直是困扰水轮机产品质量的一个重大难点,在加工过程中经常出现铰孔不圆、光洁度低、需补焊重新加工的现象,达不到图纸技术要求,费时费力,加工难度非常大。
经过论证和调研,决定采用最新一代的高效机夹硬质合金铰刀提高转臂侧的光洁度,高效的模块式镗刀对粗镗孔进行纠偏,以解决铰孔精度低、铰孔不圆、偏差较大、加工周期长、加工尺寸无法保证等加工难题。
2 具体解决工艺方案
特殊高效硬质合金刀具加工水轮机导叶分半键销孔,采用高效的模块式镗刀对粗镗孔进行纠偏和采用最新一代的高效机夹硬质合金铰刀降低转臂侧的粗糙度,选择新型加工刀具、合理的应用切削参数、优化加工方法,获取了基本参数并在推广中不断地优化,形成了一套比较完整的加工工艺方法,并在生产实践中取得了良好的效果,水轮机导叶销孔加工的产品质量和效率显著提高,并获得了较大的经济效益。
高效硬质合金铰刀是目前世界上最新一代铰刀,具有效率高、粗糙度低、尺寸稳定等优点。采用模块式镗刀代替传统的扩孔钻,可以有效地控制由于异种钢加工所产生的偏置,有效地解决了铰孔不圆的难点,而且还使上述工序的效率提高2~3 倍,并获得了显著的经济效益。具体工艺工序措施如下:
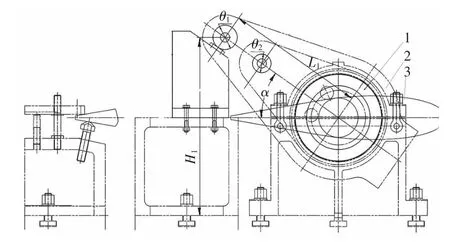
图1 加工导叶分半键销孔装配原理图
(1)如图1,将同钻铰分半键工具放在镗床工作台的平台上,与机床主轴垂直;将导叶3 与导叶臂1 及连接板2 整体吊放在工具上,导叶臂与连接板固定好(定位销装配在一起)。其刀具原理如图2。
(2)如图3,机床按导叶端面平线大致找平,按导叶中下轴颈精找正(水平与垂直),误差在0.05mm 之内。找正导叶连接板的角度α,根据图纸的α 角度,工艺计算出高度值H1,误差控制在±0.05mm 范围内,找正合格后,进行下序。
(3)找正合格后将工件与平台固定牢固。再次复查找正结果,防止工件加工时位移。
(4)加工销孔。以图纸要求深度为准钻孔,选取合适的切削参数(转速及进给量等)。
(5)粗镗销孔。根据孔的大小可以进行分段镗孔,选取合适的切削参数。
(6)半精镗、精镗。采用模块式镗刀杆、瓦尔特刀片、陶瓷刀片等高效硬质合金刀具。
(7)铰孔。深度以铰刀前端面为基准,用高效机夹硬质合金铰刀加工销孔(控制铰孔的单边铰量),首次铰孔铰深10mm 后,旋转退出。检查尺寸、粗糙度。到达铰孔深度后,停止进给,降低转速退出,保证销孔的技术要求。
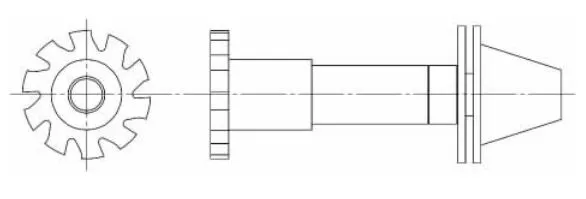
图2 刀具原理图

图3 工件装夹找正

图4 加工导叶分半键销孔
3 结 语
采用上述工艺方法,有效地解决了传统的刀具加工导叶分半键销孔的不圆、精度低、加工周期长等难题,大大提高了工件的加工效率,比传统的加工工艺加工效率提高了2~3 倍,缩短了加工周期。加工完成后加工精度较高,单机组的销孔偏差在0.01~0.02mm 之间,近似于无偏差,满足了机组的后续装配要求,为机组工地安装运行稳定性提供了可靠的基础。该工艺方法已在机组生产制造中广泛使用,如巨型水电机组三峡、溪洛渡、向家坝等已全部采用此工艺方案进行加工,效果非常理想,加工后各项尺寸均符合设计图纸要求,保证了机组安装使用要求。
猜你喜欢
机床与液压(2023年1期)2023-02-03 04:57:52
城市轨道交通研究(2022年2期)2022-11-18 09:45:42
山东冶金(2022年4期)2022-09-14 08:59:00
建筑机械化(2021年9期)2021-09-30 08:52:08
四川冶金(2019年4期)2019-11-18 09:30:54
汽车与驾驶维修(维修版)(2017年8期)2017-09-26 03:17:00
凿岩机械气动工具(2016年1期)2016-11-11 07:33:30
光学精密工程(2016年6期)2016-11-07 09:07:41
凿岩机械气动工具(2016年3期)2016-03-01 04:00:24
机械工程师(2014年2期)2014-04-21 06:49:28
