
国内外超硬材料制品的新发展
2013-12-20 08:24王秦生李利红赵清国
中原工学院学报 2013年1期
王秦生,李利红,林 玉,赵清国,刘 杰
(1.中原工学院 ,郑州450007;2.河南省金刚石及制品工程技术研究中心,郑州450001)
超硬材料制品可分为加工工具、功能元件、耐磨器件等几大类[1].
加工工具:精密、高效、节能、降耗、绿色、先进加工工具,主要有磨削工具、锯切工具、钻进工具、切削刀具、修正工具、拉丝模具等.
功能元件:具有特殊的声、光、电、热等物理性能的功能元件.
耐磨器件:机床导轨、硬度计压头、制动器件、轴承、粗糙度测定仪等.
这些产品广泛应用于国民经济的各行各业,并在国防和科研中扮演越来越重要的角色.例如,用于加工原子反应堆的中子控制棒,加工长二捆火箭,加工导弹防流罩,用作激光器的发射窗口,用作LED光源等.
1 产品的发展
超硬材料工具半个多世纪的发展历程,大体可划分为5个阶段(5次浪潮):
1.1 第一次浪潮(20世纪60年代起)——磨具热
磨削工具(图1、图2)包括:通用磨具(砂轮、砂瓦、磨石、磨头等);专用石材磨具(盘磨辊等)和光学玻璃磨具(精磨丸片、磨边砂轮等);特殊磨具(电解磨轮,柔性磨具等).

图1 ADI系列产品
超硬材料(金刚石、CBN)磨具与普通磨料(碳化硅、刚玉)相比,具有巨大的优越性:加工精度高、加工效率高、使用寿命延长数十至数百倍.例如,用金刚石砂轮加工硬质合金,其寿命是碳化硅砂轮的200多倍.又如,用立方氮化硼砂轮可以解决刚玉砂轮不能解决的问题——对飞机发动机的喷油嘴进行精密磨削加工,以保证其足够长的使用寿命,从而延长飞机的远程巡航时间.

图2 NICOLAI系列磨具
精密加工用金刚石磨具和立方氮化硼磨具,是现代制造业中数控机床、自动加工线、柔性加工中心配套的必不可少的先进加工工具,在“十二五”规划中被列入战略性新型产业.
金刚石磨具和立方氮化硼磨具越来越多地取代用普通磨料制造的碳化硅磨具和刚玉磨具.所谓A(aliumina,刚玉)→ B(borazon,立方氮化硼)、C(carborunoum,碳化硅)→D(diamond,金刚石)进展,即“A→B、C→D进展”,是世界公认的磨料磨具工业发展的路径[2].
1.2 第二次浪潮(20世纪70年代起)——钻头热
钻进工具(图3)包括以下4类:
地质钻头——用金刚石单晶或柱状聚晶制造而成,用于地质勘探取岩芯.
石油钻头——用聚晶复合片制成,用于打油井,进行石油开采.
工程钻头——又称薄壁钻,用于工程施工中钻孔、打巷道等.
套料刀——在宝石、玉器、光学玻璃加工中,用于套料或掏孔.
在我国普遍开展的大规模地质勘查工作中,金刚石钻头逐渐替代钢质钻头,并得到推广应用.金刚石钻头可以一次连续钻进上千米的地层而不需要像其他钻头那样多次提钻更换钻杆,而且可以钻透最硬的碧玉级地层;钻井口径小、井斜度小,效率高,消耗动力少、劳动强度低.在全世界地质钻头和石油钻头钻探总量中,金刚石钻头工作量已经占80%以上.
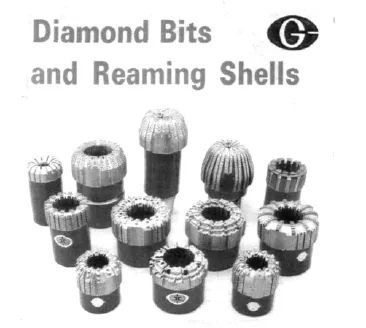
图3 钻头
1.3 第三次浪潮(20世纪80年代起)——锯片热
锯切工具包括金刚石圆锯(图4)、排锯、绳锯(图5)、半导体线锯、超薄切割片等.这是一类高效、节能、降耗、无公害的绿色新型锯切工具.
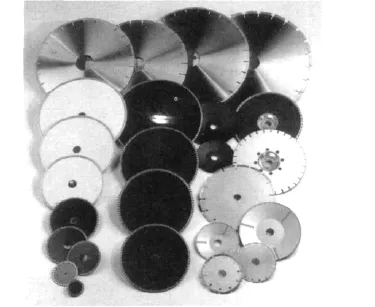
图4 圆锯
圆锯:大型(Ø1 000mm~Ø5 000mm),单锯或组合锯,用于解板(锯切整块板材);中型(Ø300mm~Ø500mm),用 于 板 材 分 割;小 型 (Ø100mm~Ø200mm),用于现场施工中切割边角料.
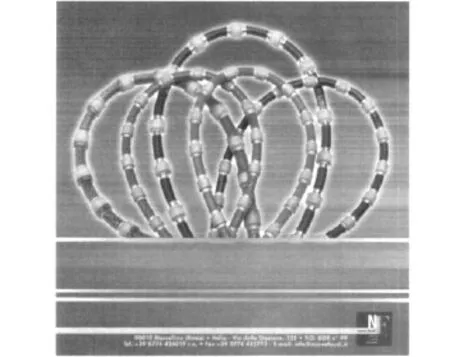
图5 绳锯
排锯:60条以上锯条组合成框架锯,用于大理石解板.
采用粉末冶金和焊接方法制造的金属结合剂金刚石圆锯、排锯,在20世纪70年代后得到迅速发展,随后又开发了各种磨盘、激光焊接圆锯和绳锯,从而成为金刚石工具中的一个大类.这类用于加工天然和人造石材等建筑材料的工具所耗用的金刚石数量,在国内外耗用的工业金刚石总量中上升到第一位,占50%左右.近年来,又出现了光伏行业加工单晶硅和多晶硅的金刚石线锯.
1.4 第四次浪潮(20世纪90年代起)——刀具热
超硬材料刀具(车刀、铣刀、铰刀等)是现代制造业必不可少的新型刀具.
金刚石聚晶(PCD)刀具:加工对象为有色金属(Al合金、Cu合金)、木材、塑胶.
立方氮化硼(PCBN)刀具:加工对象为硬而韧的合金钢等难加工钢材.
金刚石刀具和立方氮化硼刀具的出现,意味着刀具材料的革命性变化,解决了难以加工的硬脆材料和硬韧材料的加工问题 .
金刚石刀具具有很高的耐磨性,金刚石车刀比硬质合金车刀寿命长上百倍.在加工汽车发动机汽缸时,利用金刚石车刀进行精车,达到很高的尺寸精度和表面粗糙度,可以收到以车代磨的显著效果.
CBN车刀具有极低的表面粗糙度以及极高的热硬性(1 400℃时仍保持其硬度).这种“红硬性”可用于高速干切削,高速切削产生的高温软化了被加工材质,改善了材料的可加工性.该车刀在工业发达国家已广泛用于精密数控机床、多用途机床、专用高速机床、柔性加工系统的自动化生产线.
1.5 第五次浪潮(21世纪)——整体热
进入本世纪以来,各种超硬材料工具在我国和世界上许多发达国家得到了蓬勃发展,进入了多品种、系列化、专用化、全方位大发展的阶段.
我国已成为世界超硬材料第一大国.超硬材料及制品行业被列入“十二五”规划重点发展领域,并且被列入战略性新兴产业.
除了上述的磨具、钻头、锯片、刀具等四大类工具之外,以下几类制品也都正在蓬勃发展.
修整工具:从常规修整器(单点式、多点式的修正笔、修正快)向成型修整器(修整滚轮)的转变,是修整工具发展的历史性进步.复杂型面高精度滚轮,其尺寸精度达到±2μm,可实现超精密修正和超精密加工.
拉丝模具:人造金刚石聚晶拉丝模寿命比天然金刚石拉丝模高5倍,比硬质合金高250倍,能够胜任拉制特硬、特细的各种金属丝.
其他工具:粗糙度测定仪触头,硬度计压头,牙医磨头,发动机气缸珩磨油石,什锦锉,指甲锉等.
功能元件:化学气相沉积(CVD)金刚石薄膜可以制成各种具有特殊声光电热性能的功能元件和器件.按照用途分为功能薄和机械膜2类.
功能类薄膜制品:热沉元件(热学级薄膜)、激光窗口(光学级薄膜)、介电射频元件(电子级薄膜,图6)等.

图6 CVD金刚石膜射频元件
机械类薄膜制品:薄膜刀具、薄膜修整器、耐磨器件等.
2 设备的发展
2.1 原料处理设备
自动称料机(电子称)代替人工称料,应用于自动生产线上;三维高效涡流混料机,提高效率10倍以上;自动制粒机的应用,使得造粒技术得以成功推广.
2.2 压制成型烧结设备
自动投料机、自动冷压机、自动烧结热压机、真空热压烧结炉、连续热压烧结炉等先进设备(图7)的投入使用,为金刚石工具自动化生产线提供了成套装备.郑州金海威科技实业有限公司等单位生产的设备,基本满足国内需要,成功替代进口,而且出口到十多个国家和地区.

图7 金刚石制品专用设备
由中原工学院和郑州金海威科技实业有限公司等单位联合开发的规则植砂高效自动成型机,新近在国内问世并逐渐完善,可以解决有序排列金刚石工具生产效率低的瓶颈问题,将会对有序排列工具新技术的推广应用起到巨大的促进作用.
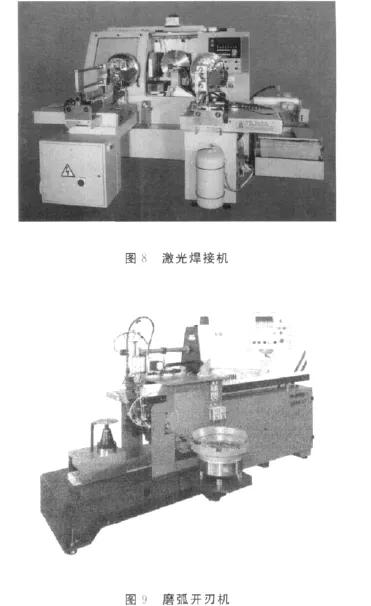
2.3 焊接设备
自动高频焊机得到普遍应用;在此基础上,功率2kW的激光焊机(图8)成功应用于焊接中型和小型规格的金刚石锯片.Ø300mm以下的锯片可以单面一次焊成;Ø300mm~Ø500mm的锯片,由于目前激光焊机的功率不够大,需要两面焊接才能完成.
2.4 后处理设备
自动磨孤机、自动开刃机(图9)、应力检测仪、应力校正仪(张力调整机)等,这些金刚石工具后加工设备和产品质量检测专用仪器设备,国内产品已经成功取代进口,在全行业推广应用.
3 制造技术的重要进展
3.1 铁基结合剂替代钴基结合剂
金刚石锯切工具中,国外广泛使用的钴基结合剂,烧结温度适中,与金刚石结合强度适中,自锐性较好,性能稳定.但我国是缺钴的国家,国内钴价格昂贵.铁基结合剂性能与钴基结合剂类似,自锐性比钴基结合剂稍差,性能不够稳定,但价格低,不足钴基结合剂的10%.通过调整铁基结合剂配方和烧结温度等工艺条件来控制其性能,基本实现了以铁代钴.
3.2 有序排列金刚石工具替代无序排列金刚石工具
采用规则植砂装置可以实现快速规则植砂[3],工作效率提高5倍以上.
规则植砂的工具,可以实现金刚石三维有序规则排列.这种三维规则排列,根据不同要求,可以有2种状况:其一,金刚石规则均匀排列;其二,金刚石规则非均匀排列.即金刚石在每一行或每一层中均匀排列,但在不同行或不同层中,金刚石密度可以不相等,行间距可以不相等,层间距也可以不相等.
规则排列锯片与传统的金刚石锯片相比,实用性能显著提高:锯片寿命延长50%~100%,锯切效率提高30%~50%;同时,金刚石用量减少10%~20%,成本下降约10%.
3.3 表面镀覆耐磨料应用于树脂结合剂超硬材料磨具
树脂砂轮表面未镀金属的磨料,在磨削时的过早脱落率为60%~70%;镀金属的磨料,过早脱落率下降到30%~40%甚至更低,因此耐用度显著提高,一般可提高50%~100%,甚至提高200%.
表面镀覆的作用,表现在如下4个方面:
(1)减少热冲击,防止树脂结合剂热损伤.在未镀金属时,金刚石把磨削产生的热量直接迅速传给树脂,而树脂往外传热很慢,因此本身容易遭受热损伤.经镀金属后,金属镀层导热比金刚石慢,在砂轮高速旋转过程中,磨削部位金刚石颗粒产生的热量,必须经过金属镀层,然后传递到结合剂,起到了一个热量缓冲作用,使得与磨粒相接触的树脂能够避免脉冲式的瞬时高温冲击而不被烧伤变质,从而保持它对磨粒的把持能力.
(2)可以提高磨料的颗粒强度.对于树脂结合剂磨具用的低强度磨料,无论金刚石或立方氮化硼,镀覆之后,抗压强度都有明显提高.当增重30%时,强度提高30%~50%;当增重50%时,强度提高50%以上.
(3)可以提高磨料与结合剂的结合强度.树脂结合剂砂轮中磨料过早脱落的原因之一,是表面光滑的磨粒与树脂结合不牢固.当磨粒表面镀一层金属后,镀层外表面粗糙、凹凸不平,与树脂结合牢固.
(4)对磨料起隔离保护和抑止石墨化的作用.在高温烧结和高温磨削时,镀层可以对金刚石起隔离保护作用,使金刚石不容易发生氧化、石墨化、溶剂化或生成碳化物.明显的原因是包裹着金刚石的镀层隔绝了外界的氧及其他有害杂质[4].
4 结 语
在我国超硬材料及制品发展过程中,相对于材料而言,制品发展滞后,材料与制品比例失调.我国的超硬材料制品,大部分是中低端产品,高端制品与国外差距较大.因此,在国家制订的“十二五”规划和战略性新兴产业发展规划中,已经明确提出把发展制品作为主攻方向.把我国变成世界超硬材料制品强国,是当前和今后相当长一个阶段的奋斗目标.
[1]王秦生.超硬材料制造[M].北京:中国标准出版社,2002:115-119.
[2]王秦生.超硬材料及制品[M].郑州:郑州大学出版社,2006:121-127.
[3]中原工学院.一种金刚石规则排列植砂装置:中国,200820068866[P].2008-12-03.
[4]王秦生,王小军.金刚石表面镀层在磨具中的作用机理[J].金刚石与磨料磨具工程,2006(5):5-9.
猜你喜欢
流体机械(2022年8期)2022-10-13
制造技术与机床(2022年10期)2022-10-11
东北大学学报(自然科学版)(2022年5期)2022-07-21
石材(2022年4期)2022-06-15
表面技术(2022年2期)2022-03-03
模具制造(2021年6期)2021-08-06
山西冶金(2021年3期)2021-07-27
汽车文摘(2018年6期)2018-11-26
佛山陶瓷(2016年5期)2016-05-14
筑路机械与施工机械化(2014年7期)2014-03-01
