蜂窝结构在PVC - U 型材中的应用
2013-12-02 05:42:00王武泽
河南化工 2013年1期
王武泽
(西安中财型材有限责任公司,陕西 西安 710075)
0 引言
蜜蜂的蜂窝构造非常精巧,蜂房由无数个大小相同的房孔组成,房孔都是正六角形,每个房孔都被其它房孔包围,两个房孔之间只隔着一堵蜡制的墙,非常节省材料。受此优点的启发,将蜂窝结构用于型材上[1],开发了一种蜂窝型材,并对其强度进行了验证,符合一般的多层房屋抗风压要求,断面对比结构见图1、2。
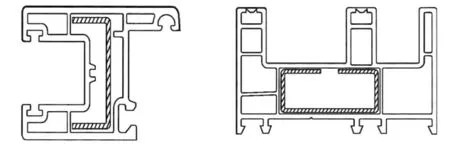
图1 传统型材断面结构
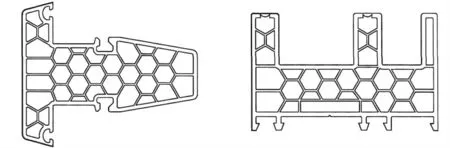
图2 蜂窝型材断面结构
蜂窝型材与传统的塑钢异型材相比,且具有以下几个优点:①保温、隔热、隔音的效果要优于普通断面型材[2-4];②能够通过自身结构传导分散;③焊角的强度相比传统型材有一定的提高[5-6]。
1 蜂窝型材的优点
1.1 优越的保温、隔热、隔音的效果
“蜂窝状”腔室的增加,在蜂窝型材内部形成无数个封闭的小室,其中充满空气,因此具有很好的隔音、隔热和保温性能,并且保温、隔热、隔音的效果要优于普通型材。
1.2 易传导分散外界压力
由于“蜂窝”结构的设计,型材每一个平面上的力学强度都会增高,在受到应力或者外界冲击力时,能够通过自身结构传导分散。蜂窝型材断面设计为型材本体的内腔中为蜂窝状结构,这样能有效的缓解外部压力,起到提高抗压和抗冲强度的作用,能缓减型材的偏脆。目前客户在验证型材是否“偏脆”都以脚踩是否破裂为表征对象,而“蜂窝”状型材的正六边形结构,能使型材在“脚踩”过程中不易被踩裂。
1.3 焊角的强度高
断面的有效焊接面积增加,焊角的强度有一定的提高,很大程度上减少焊角开裂发生的几率。
由于腔体蜂窝状的增加,使焊接接触面积增大,在焊角应力不变的前提下,有效地提高了焊角强度,解决型材焊角开裂的事故隐患。
能减少或避免型材的“焊角开裂”:根据型材在焊接时,焊接面积越大,则焊接强度越大的原理,“蜂窝”状型材的焊接面积要大于普通型材,因此“蜂窝”状型材的“焊接强度”要大于普通型材。而型材“焊角强度”低是“焊角开裂”的原因之一,再者门窗在安装、敲击压条时,“蜂窝”状型材的正六边形结构也能很好的遏制住型材的开裂。本身PVC-U 型材家装市场的制作不规范导致型材“焊角开裂”的几率大大增加,而“蜂窝”状型材的开发能解决这方面的后顾之忧。
2 蜂窝型材的性能指标
2.1 型材的低温落锤冲击
低温落锤冲击是指试样在-10 ℃±1 ℃条件下至少放置2 h,然后在23 ℃±2 ℃条件下进行试验,并且在10 s 内完成测试,结果判定采用通过法。低温落锤冲击和型材断面的内筋分布有很大关系,因为PVC 型材在低温下PVC 大分链的自由运动已束缚,低温落锤反应的是于局部点的受力情况,同时因为内筋多、卡料情况多有发生,卡料后导致传导力的能力不足,从而导致低温落锤差,因而蜂窝状结构的低温落锤冲击相对普通型材稍差。
2.2 窗户的抗风压性能
蜂窝型材的主要问题集中于此。传统的PVC-U 窗户计算抗风压时,由于PVC -U 的弹性模量较低,在计算时,通常会将PVC-U 型材的弹性模量忽略不计,而仅以增强型钢的弹性模量作为计算抗风压的主要依据。而蜂窝型材,没有增强型钢,若单以PVC-U 型材的弹性模量来计算,由于其惯性矩和普通的没有穿钢衬的型材的惯性矩接近,所以,在抗风压强度校核上,计算出的最终数据较低。也就是说,无法达到按照现在标准衡量所做成高层窗户的强度,因此其只能用于低层建筑即家装领域。
2.3 窗户的排水性
传统的型材由于腔体较大,而内筋较少,设计排水腔较为容易,而蜂窝型材内腔密布许多“蜂窝状”隔室,其排水腔的设计可能在蜂窝型材上会做一些调整,或是在做“蜂窝”排布上,就应该要提前考虑这样的问题,如图3 是80 推拉框的排水腔设计示意图。
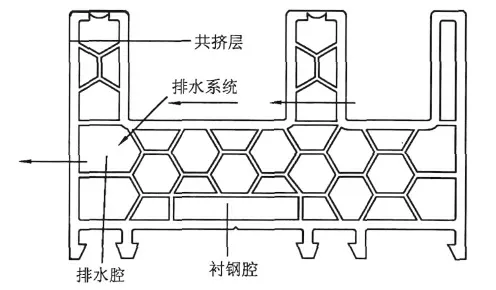
图3 排水腔设计
2.4 型材的耐候性
蜂窝型材在设计时在外侧增加了共挤层,从而可生产高耐候蜂窝产品或彩色蜂窝产品,能够满足不同客户的需要。
3 蜂窝型材在生产中需注意的问题
3.1 型材成型困难
由于蜂窝型材内腔较多,真空不足时较难吸起,内壁成型较为困难。因此挤出时为了保证质量,其主机定型真空必须在0.08 MPa 以上,另外成型时为了达到各点处的塑化度,工艺温度基本保持在185 ℃左右,主机转速与给料转速比保持在1.25 ∶1左右。
3.2 型材内筋易卡料和糊料
由于内筋较多且较薄(厚度一般为0.6 mm),原料中若存在较大的颗粒,则很容易在内筋处形成卡料;工艺温度设置若较高,模具流道不光滑,则易出现内筋糊料情况。为了解决这些问题,我们在下料口位置安装了细筛网,对熟料进行过筛,排除了粒径较大颗粒;对工艺温度严格控制,并对流道进行抛光,从而杜绝了卡料和糊料情况产生。
3.3 蜂窝型材塑化不足问题
蜂窝型材的特殊结构,很容易造成内筋和非可视面的塑化较差,塑化不足易造成型材内壁发麻、性能降低和光泽度较低等现象。为此,我们在生产蜂窝型材时专门设计并使用了专用配方,为保证较好的塑化,在配方中加入了ACR 等提高塑化的添加剂;为提高型材表面的光泽度,在配方中加入适量的润滑剂如纯PE 蜡等以提高表面光亮效果。
4 结语
蜂窝型材在保温、隔热、隔音的效果要优于普通断面型材;其结构的设计,每一个面上的力学强度增高,在受到应力或者外界冲击力时,能够通过自身结构传导分散;由于焊接面积增加,能减少焊角开裂发生的几率;不使用钢衬可大大节省成窗成本;蜂窝型材由于具有抗风压局限性,只能在六层以下建筑使用。
[1] 贾丽娜. 浅析PVC 塑料型材内腔结构对传热系数的影响[J]. 门窗,2002(2):53 -55.
[2] 张 珑,陈福庆,阎 晋. 建筑外窗传热系数(K 值)简化计算方法[J]. 中国建筑金属结构,2006(8):23 -24.
[3] 郭家兴,郭 磊,张博伦,等. 硬质PVC-U 型材配方及制备工艺专利技术的工业化应用[J]. 现代塑料加工应用,2012,24(1):31 -34.
[4] 范怀瑾,程先胜,杨 坤. 塑料门窗的节能技术[J].门窗,2008(3):20 -23.
[5] 李才峰,韩 风,姜铁竹. 塑化度与焊接条件对PVCU 型材焊角强度的影响[J]. 聚氯乙烯,2004(3):20 -22.
[6] 李海洋. PVC-U 型材断面结构及壁厚对其焊接角最小破坏力的影响[J]. 聚氯乙烯,2007(5):12 -14.
猜你喜欢
上海建材(2021年5期)2021-02-12 03:19:12
原子与分子物理学报(2020年5期)2020-03-17 06:59:54
金属加工(热加工)(2020年2期)2020-02-23 11:47:28
中国塑料(2019年6期)2019-06-26 06:01:58
中国建筑金属结构(2019年4期)2019-05-15 06:19:02
中国公路(2017年17期)2017-11-09 02:25:37
山东工业技术(2016年15期)2016-12-01 05:31:44
中国塑料(2016年2期)2016-06-15 20:30:00
焊接(2016年9期)2016-02-27 13:05:21
现代纺织技术(2015年2期)2015-02-28 14:03:12