
AZ31B镁合金激光焊接接头组织和性能的研究
2013-11-20 09:56:50孔海旺王学锋
铸造设备与工艺 2013年5期
孔海旺,王学锋
(太原科技大学,山西太原 030024)
镁合金是21世纪的新型材料,其密度为1.75 g/cm3~1.90 g/cm3,是最轻的金属结构材料。镁合金的加工成本低廉,机加工性能优良,其耐腐蚀性优于低碳钢,电磁屏蔽性及减振性比铝合金好得多。镁合金不仅可实现产品的轻量化,而且给产品带来优良的特殊功能。因此,镁合金材料的优良性能使其具有广阔的发展前景,广泛应用于各行各业。先进的激光焊接技术,是一种热传导焊接,具有热量集中、功率密度大和焊接速度快等特点。激光焊的焊缝深宽比大,焊缝组织细化,热影响区窄,焊后变形小、焊缝质量好、接头强度高等优点。因此,激光焊接是一种高效的焊接镁合金的方法。
1 镁合金的焊接性
焊接时必须根据镁合金的物理及化学性质,一定要考虑到其对焊接性能的影响因素。
1)镁的化学性质很活泼,在常温下与氧反应可生成 MgO、Mg(OH)2等化合物,MgO的熔点高达2500℃左右,而镁熔点为650℃,二者相差极大,在焊接中极易形成氧化膜,且不易从熔融的金属中排除,因而工件的焊缝易产生夹渣缺陷,带来电化学腐蚀。
2)镁合金的导热性能好,弹性模量小,焊接变形大,冷却速度快,使熔池一次结晶速度快、时间短。凝固时焊缝的内应力和焊接接头的刚性拘束度较大,导致焊后工件产生较大的内应力。
3)由于镁的蒸发温度高,在高温下出现的蒸发、燃烧等现象,形成一定的氢和氧。产生的气体在焊缝凝固中不易逸出,使工件出现气孔缺陷。
2 试验材料及方法
2.1 试验装置
试验采用焊接设备为大陆激光成套设备:1 DL-H L-T 5000激光焊机,如图1所示。

图1 1DL-HL-T5000激光焊机
2.2 试验材料
试验材料采用AZ 31 B变形镁合金板材(90 mm×40 mm×4 mm),其抗拉强度为255 MPa,母材化学成分如表1所示。采用CO2激光焊接试件。焊接前对试样进行处理,油污用丙酮清洗来去除,凉干后用钢丝刷清理以去除表面的氧化膜层。
2.3 试验方法
试验采用CO2气保激光平板对接焊,单面焊双面成型。焊接示意图如图2所示。
2.4 试样的制备
对于易变形、不利于加工处理或本身不易夹持的试样,可采用镶嵌的办法。镶嵌分为冷镶嵌和热镶嵌两种。实验用热镶嵌,把试样和镶嵌料一块放在钢模内加热加压,冷却后脱模而成。把磨制好的试样在抛光机上进行抛光备用。采用2%~4%的硝酸进行腐蚀试样。金相组织如图3所示。

表1 母材的化学成分 (质量分数,%)
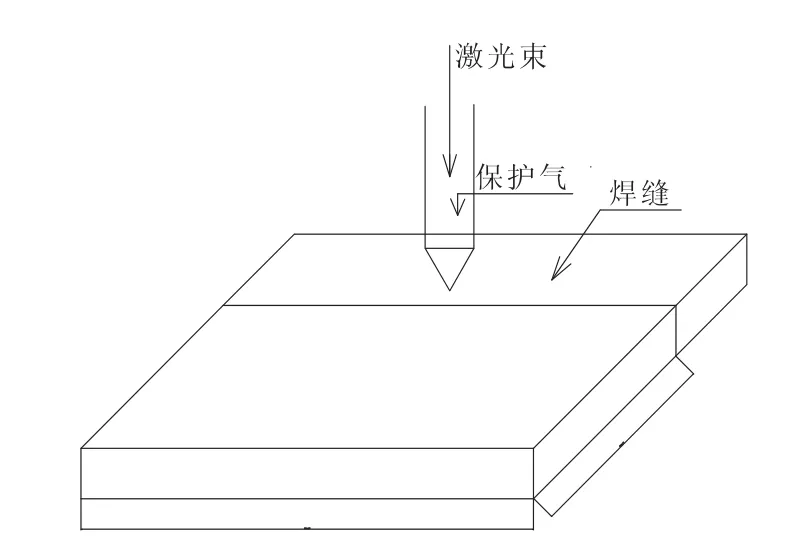
图2 激光焊接示意图
3 试验结果及分析
3.1 接头组织分析
由图3可知AZ 31 B焊缝成形好,接头狭窄,变形小。图3 a)所示出母材为粗大的等轴晶,在焊缝区的晶粒细小。图3 b)为焊缝组织图,可见在焊缝上表面为较大的等轴晶,细小的等轴晶出现在其下。镁合金的物理特性与试件的受热状态密切相关。由于在激光焊接时,激光的能量密度大,焊接过程中所需的热输入小,因此,热影响区窄;此外,镁合金的导热性能好,冷却速度快,有利于焊缝组织的进一步晶粒细化。
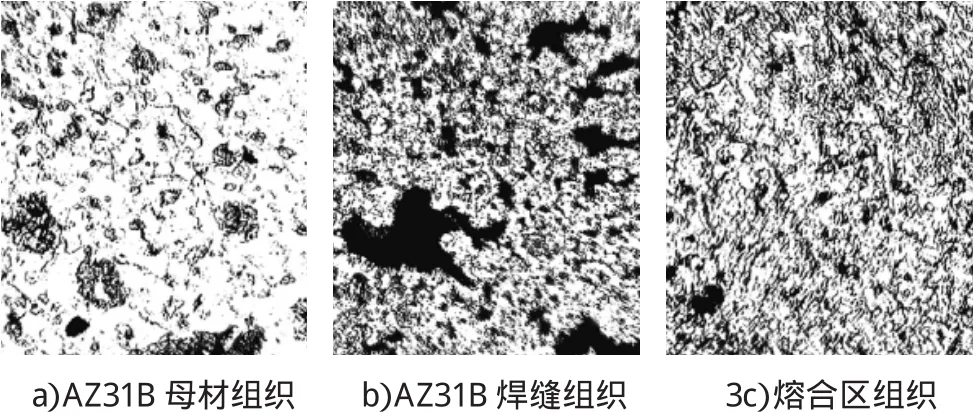
图3 激光焊AZ31B显微组织图(250x)
3.2 硬度分析
由洛氏硬度计测出母材的硬度为24HRC,焊缝的硬度为25 H R C.这表明在接头、焊缝及热影响区三者间硬度变化不明显,焊缝和母材的硬度大体相同。焊缝强度的提高是因为材料组织晶粒发生了细化,从材料内部自身弥补了因加工硬化造成的硬度降低。热影响区组织晶粒与母材晶粒相比变化小,因此,二者的硬度接近。
3.3 焊缝缺陷与防止措施
3.3.1 焊缝缺陷
1)气孔
通过试验发现,AZ3l镁合金的激光焊接试件气孔是主要缺陷之一。一般认为镁合金焊缝中气孔的形成与焊缝中的氢有着密切联系。因为高温时氢在镁合金中的溶解度很高,镁熔液可以吸收大量的氢。在焊后的冷却过程中,随着温度的降低.氢在熔池中的溶解度急剧下降。在液态中,氢的最大溶解度约为0.2ml/g,而在凝固时的溶解度从9 ml/g陡降几乎为零,导致氢气大量析出。并且镁的密度比铝小,析出的气体不易逸出,因而容易在焊缝中形成气孔。
2)裂纹
镁合金是典型的共晶合金,焊缝在快速凝固过程中,发生不平衡结晶时,AZ 31镁合金的焊缝中也存在低熔点共晶;另外,镁合金的热膨胀系数大,在焊接过程中存在局部加热和冷却,很容易形成较大的内应力。因此,镁合金焊接时易出现裂纹的倾向。
3.3.2 防止措施
1)选用质量好的母材
由试验可知,在焊缝中有较多缺陷时,在焊缝附近的母材中也发现气孔、夹杂等缺陷的存在。所以,选用无内部缺陷,质量较好的母材非常重要。
2)焊前及焊后的处理
在试件进行焊接前,首先将试件焊接表面的氧化膜清除干净,以防止产生未熔台、未焊透、夹杂等缺陷;其次焊前工件的预热,对裂纹的产生能起到有效的作用;焊后用激光束对焊件表面做重熔处理,可有效减少焊缝中气孔的产生;对焊件退火处理可降低内应力,有利于防止试件变形和裂纹的产生。
3)气体保护
镁合金焊接过程中,在试件的正反两面,一般要求同时采用惰性气体作保护,以防止焊接过程中工件被氧化(常用CO2、Ar等)。
4)合理的焊接工艺参数
在激光焊接中影响焊接接头质量的工艺参数主要有激光的能量(功率)、焊接速度以及激光束的离焦量。而在薄板材的焊接中,离焦量的影响并不大。所以,对除薄板材的激光焊接外,主要考虑的工艺参数是功率和速度的影响。
4 结论
1)对AZ 31 B变形镁合金,经CO2气保激光焊接发现,在焊缝组织中是细小的等轴晶,而其表面存在大晶粒。试件焊缝狭窄、热影响区极小、成型质量好
2)焊缝硬度大于母材,沿熔深方向硬度变大。
3)AZ 31镁合金薄板CO2气保激光焊时,在焊缝中存在氢和低熔点的共晶,所以,试件的焊接缺陷主要表现为气孔和裂纹。
[1]宋刚,刘黎明,王继锋,周继扬.激光-T I G复合焊接镁合金AZ 31 B焊接工艺[J].焊接学报,2004,25(3):31-34.
[2]孙德新.镁合金焊接技术的研究进展及应用[J].材料导报,2006,20(8):122-126.
[3]刘黎明,王红阳.镁合金激光胶接焊接头微观及力学性能[J].中国机械工程,2007,18(3):352-356.
[4]张华,林三宝,吴林.AZ 31镁合金搅拌摩擦焊接头力学性能[J].焊接学报,2003,24(5):65-68.
[5]王继锋,刘黎明,宋刚.激光焊接AZ 31 B镁合金接头微观组织特征[J].焊接学报,2004,25(3):15-18.
猜你喜欢
干旱地区农业研究(2022年1期)2022-01-28 04:51:30
装备制造技术(2019年12期)2019-12-25 03:06:52
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
科技创新与品牌(2019年12期)2019-02-06 04:03:29
科学中国人(2017年35期)2017-06-08 06:12:33
电镀与环保(2016年2期)2017-01-20 08:15:25
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
当代化工研究(2016年6期)2016-03-20 16:21:48
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33
